Р а б о т а № 3. ИЗГОТОВЛЕНИЕ ЛИТЕЙНОЙ ФОРМЫДЛЯ ЛИТЬЯ В ПЕСЧАНЫЕ ФОРМЫ
Цель работы. Получить начальное представление о способе формообразования путем литья в песчаные формы.
Освоить навыки изготовления песчаной формы в двух опоках.
Теоретические положения
Отливкой называют изделие, полученное при затвердевании металла или иного материала в литейной форме.
Литейная форма,независимо от ее конструкции, имеет внутреннюю полость, конфигурация и размеры которой соответствуют будущей отливке. Литейные формы могут быть: разовыми, которые заполняют металлом один раз и затем разрушают, и постоянными, которые используют до нескольких тысяч раз.
Большую часть средних и крупных отливок получают в разовых песчаных литейных формах. Эти формы пригодны для изготовления отливок практически любой сложности. Они находят широкое применение в массовом, серийном и индивидуальном производстве. Преимуществами литья в песчаные формы являются их универсальность и низкая себестоимость.
Песчаные литейные формы изготавливают из формовочных смесей, состоящих из кварцевого песка, глины, воды и материалов, улучшающих технологические свойства смесей и качество отливок. В автотракторостроении этим методом получают чугунные блоки цилиндров двигателей внутреннего сгорания, корпуса коробок передач, детали заднего моста, рычаги, траки гусениц, ведущие звездочки, опорные катки и др.
К недостаткам способа относятся низкая точность размеров отливок и большая шероховатость поверхности, что приводит к увеличению объема механической обработки. Для процесса характерна оптимальная трудоемкость получения отливок, большой расход формовочных материалов при изготовлении форм и стержней, неблагоприятные условия труда из-за загазованности и запыленности литейного цеха. Отмеченные негативные факторы приводят к использованию других способов литья. Однако этот процесс происходит медленно, и литье в песчаные формы еще долго будет доминировать.
На рис.1 показана отливка, которую следует получить в песчаной форме. Отливка может быть выполнена из чугуна, стали, алюминиевого сплава (силумина), сплавов на основе меди (бронзы, латуни).
 Рис.1. Эскиз отливки
Рис.1. Эскиз отливки
| На рис.2 показана в разрезе песчаная литейная форма для получения отливки. Она состоит из нижней и верхней полуформ. Полуформы изготавливают в нижней 1 и верхней 2 опоках, представляющих собой металлические ящики без дна и крышки. Опоки придают песчаным полуформам необходимую прочность и жесткость. |
Собранные полуформы соприкасаются друг с другом по плоскости разъема 3. Для точной установки полуформ используют центрирующие штыри 11. а скрепление опок перед заливкой производится скобами 12. Рабочая полость 17 повторяет наружную конфигурацию будущей отливки. Металл подается в рабочую полость формы через систему каналов - литниковую систему. Она служит для заполнения рабочей полости формы металлом, а также для улавливания шлака и удаления воздуха, вытесненного из рабочей полости. Литниковая система состоит из литниковой чаши 7, стояка 8, шлакоуловителя 9, питателя 10 и выпоров 6. Стояк и выпор имеют форму усеченного конуса с уклоном 3-5°. Шлакоуловитель и питатель в поперечном сечении имеют вид трапеции. Для образования полости в отливке в форму устанавливают стержень 16, который закрепляется своими концами (знаками) в форме.

Рис. 2. Эскиз песчаной литейной формы в сборе: 1 – нижняя опока; 2 – верхняя опока; 3 – плоскость разъема; 4 – зазоры; 5 – вентиляционный канал; 6 – выпоры; 7 – литниковая чаша; 8 – стояк; 9 – шлакоуловитель; 10 – питатель; 11 – центрирующий штырь; 12 – скоба; 13 – местный разрез; 14 – плита; 15 – формовочная смесь; 16 – стержень; 17 – рабочая полость формы
Собранную форму устанавливают на металлическую плиту 14. Заливка формы металлом производится из ковша через литниковую чашу непрерывно до того момента, пока металл не покажется в выпоре.
Спустя некоторое время после заливки металл затвердевает и отливку вместе с элементами литниковой системы (рис.3) извлекают из формы. Сами полуформы и стержень при этом разрушают. Затем от отливки отделяют элементы литниковой системы, которые впоследствии переплавляют.

Рис.3. Эскиз отливки с элементами литниковой системы: 1 – отливка; 2 – выпор; 3 – чаша; 4 – стояк; 5 – питатель; 6 - шлакоуловитель
Для изготовления формы используют модель отливки – элемент технологической оснастки, по которой получают негативный отпечаток внешних очертаний будущей отливки в пластичной формовочной смеси. Модели бывают разъемные и неразъемные. Основными материалами для моделей служат: древесина, алюминиевые сплавы, чугун и др.
Модель отливки, показанная на рис.4, является разъемной и состоит из двух симметричных половинок - верхней и нижней. Половинки модели соединяют по плоскости разъема 4, совпадающей с плоскостью разъема литейной формы. В нижней половинке модели отливки есть отверстия, а из верхней

| Рис. 4. Эскиз модели отливки: 1 – уклоны знака; 2 – уклоны основной части модели; 3 – знак модели; 4 – плоскость разъема; 5 - центрирующие шипы |
модели шипы 5 входят в отверстия и препятствуют сдвигу верхней половинки относительно нижней в процессе формовки.
Основная (профилирующая) часть модели отливки длиной L соответствует наружной конфигурации (профилю) будущей отливки.
Кроме того, модель отливки имеет знаки 3, по которым в форме отпечатываются углубления для установки стержня.
На модели предусмотрены литейные уклоны 1 и 2, которые обеспечивают беспрепятственное извлечение модели из уплотненной песчаной формы в процессе ее изготовления. Уклоны назначают на всех поверхностях модели, перпендикулярных плоскости разъема формы. Величина уклонов основной части модели 2 составляет 0,5-3°, а величина уклонов знаков модели 1 - 5-15°.
Стержень, показанный на рис. 5, служит для получения внутренней полости в отливке. Стержень состоит из основной (профилирующей) части 1 и знаков 2, являющихся опорными частями стержня.

| Рис. 5. Эскиз стержня: 1 – основная (профилирующая) часть стержня; 2 – знак стержня |
При длине основной части стержня до 250 мм диаметр (длина) стержневого знака модели больше диаметра (длины) знака стержня на 0.2-2,4 мм. За счет этого между формой и стержнем образуются зазоры 4, что хорошо видно на рис.2. Зазоры между формой и стержнем в области знаков облегчают установку стержня в полость нижней полуформы, а также верхней полуформы на нижнюю с предварительно установленным стержнем. Благодаря зазорам устраняется возможность деформации и разрушения формы стержнем в области знаков.
Операции изготовления форм (формовку) выполняют на автоматических или механизированных линиях в серийном и массовом производстве, на отдельных машинах в мелкосерийном производстве или вручную в индивидуальном производстве.
Формовочные и стержневые смеси являются строительным материалом для разовых форм и стержней. Смеси должны обладать следующими основными технологическими свойствами: пластичностью, прочностью, газопроницаемостью, выбиваемостью и огнеупорностью. Кроме того, смеси должны отвечать требованиям санитарии и гигиены, а также быть, по возможности, недорогими.
Пластичность смесей обеспечивает получение точного отпечатка формы и стержня с рабочих поверхностей модели и стержневого ящика.
Прочность смесей обеспечивает сохранность конфигурации и размеров полости формы в процессе ее изготовления, транспортировки и заливки. Избыточная прочность нежелательна, так как увеличивается трудоемкость извлечения отливки из формы и стержня из отливки.
Газопроницаемость смесей обеспечивает удаление газов из формы и стержня. После заливки металла форма и стержень выделяют газы в количестве 15-45 см3 из 1 см3 смеси. Газы могут образовать в отливках газовую пористость и газовые раковины. Эти дефекты приводят к браку.
Огнеупорность определяется температурой плавления смеси. Температура плавления формовочной и стержневой смесей должна быть выше температуры заливаемого в форму металла. Для получения отливок из сплавов на основе железа (стали, чугуна) достаточную температуру плавления имеет кварцевый песок (около 1700°С). Естественно, для сплавов на основе алюминия или меди, кварцевый песок является абсолютно надежным огнеупорным материалом.
Выбиваемость определяется работой, затрачиваемой на разрушение разовых форм и стержней в процессе извлечения отливок.
Состав стержневых и формовочных смесей оказывают заметное влияние на санитарно-гигиенические условия труда в литейном цехе, так как они выделяют пыль и вредные газы (окись углерода, формальдегид, фенолы). В производстве применяют все методы изоляции источников пыле- и газовыделения, а также методы сокращения количества выделяющихся пыли и газов.
Типовая формовочная смесь содержит: 90% кварцевого песка; 5-10% глины; до 5% компонентов, улучшающих свойства смесей; 3-6% воды сверх 100% сухой смеси. Кварцевый песок SiO2 - огнеупорная основа смеси. Он состоит из зерен размером 0,06-0,8 мм. Глина является связующим материалом песчаных смесей. Свои связующие свойства глина проявляет только в присутствии воды. К добавкам, позволяющим регулировать свойства смеси, относятся: молотый уголь, мазут, асбестовая крошка, опилки, битум и ряд других материалов.
Типовая стержневая смесь содержит: 94-98% кварцевого песка; 2-6% связующих материалов на основе синтетических смол и других добавок. К стержневым смесям предъявляются более высокие требования, чем к формовочным. Стержень испытывает тяжелые механические и температурные воздействия, поскольку находится внутри расплавленного металла. При остывании окружающий металл пытается сдавить стержень. Поэтому до заливки металла стержневая смесь должна иметь более высокую прочность, чем формовочная. После заливки металла стержневая смесь должна резко снижать свою прочность до уровня самовысыпания за счет выгорания смолы. Упрочнения достигают за счет введения в смесь 2-6% связующих материалов на основе синтетических смол и других добавок. При сушке стержня происходит взаимодействие связующих добавок с кварцевым песком, вследствие чего стержневая смесь приобретает повышенную прочность.
Огнеупорная глина в стержневую смесь или не вводится, или вводится ограниченно только для повышения пластичности. Это объясняется тем, что при заливке формы металлом может произойти затвердевание стержня в случае наличия в нем глины. В результате затрудняется выбивание стержня из готовой отливки.
Последовательность изготовления песчаной формы в опоках. Независимо от степени механизации формовка проводится в определенной последовательности.
На рис.6 показана установка нижней половины модели отливки, модели питателя и нижней опоки на подмодельную плиту. На шипы 5 подмодельной плиты 4 устанавливают половину модели отливки 1 и модели питателей (модель питателя) 2 с отверстиями под шипы. Нижнюю опоку 3 устанавливают на центрирующие штыри 6. Модель питателя, имеющего в сечении форму трапеции, кладут большим основанием вниз. Модели отливки и питателя необходимо располагать так, чтобы между опокой и моделями сохранялось расстояние не менее 30 мм.
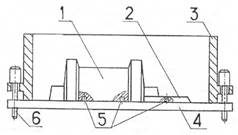
Рис. 6. Установка нижней половины модели отливки, модели питателя и нижней опоки на подмодельную плиту: 1 – половина модели отливки; 2 – модель питателя; 3 – нижняя опока; 4 – подмодельная плита; 5 – центрирующие шипы; 6 – центрирующий штырь.
На рис.7 показана набитая нижняя опока - полуформа. Для ее получения на модель насыпают слой формовочной смеси 1 толщиной 20-25 мм и уплотняют острым концом трамбовки. Насыпают и уплотняют следующие слои смеси до верха опоки. Верхний слой утрамбовывают плоским концом трамбовки. Срезают избыток смеси поверх опоки плоской заостренной линейкой, и душником делают наколы (вентиляционные каналы 2) в набитой нижней опоке. Душник имеет форму длинного шила диаметром около 3 мм. Конец душника не должен доходить до поверхности модели на 10-15 мм. На 100 см2 поверхности приходится 3-4 канала.

Рис. 7. Набитая нижняя опока – полуформа: 1 – формовочная смесь;
2 – вентиляционные каналы
На рис.8 показаны набитые верхняя и нижняя опоки полуформы. Для изготовления верхней полуформы переворачивают нижнюю набитую опоку 8. Устанавливают верхнюю половину модели детали 2 так, чтобы центрирующие шипы вошли в отверстия нижней половины. Модели шлакоуловителя 6, стояка 3 и выпоров 1 устанавливают аналогично. Модель выпора устанавливают в самой верхней точке модели отливки. Если таких точек две и больше, то ставят несколько выпоров. Плоскость разъема опок посыпают сухим кварцевым песком. Затем устанавливают по центрирую-

Рис. 8. Набитые верхняя и нижняя опоки – полуформы: 1 – модели выпоров; 2 – модель отливки; 3 – модель стояка; 4 – литниковая чаша; 5 – верхняя опока; 6 – модель шлакоуловителя; 7 – центрирующий штырь; 8 – нижняя опока
щим штырям 7 верхнюю опоку 5, которую заполняют послойно формовочной смесью и уплотняют так же, как и нижнюю. После удаления избытка смеси и накола вентиляционных каналов в верхней полуформе вырезают литниковую чашу 4.
Производят раскрытие полуформ, из которых извлекают при помощи подъемников половинки модели отливки и модели элементов литниковой системы. Подъемником называют инструмент в виде стержня с резьбой на конце, ввинчивающийся в отверстие в модели. Подъемники могут соединяться с моделью и другим более удобным способом. Если есть повреждения полуформ, их исправляют.
При сборке формы (см. рис.2) в нижнюю полуформу устанавливают стержень 16 и затем по штырям 11 накрывают верхней полуформой. Опоки скрепляют скобами 12. После спаривания опок внутри образуется рабочая полость литейной формы 17, которая будет заполнена металлом через литниковую систему.
Форму устанавливают на заливочный участок, где производится заливка металла в форму из ковша. Металл должен быть предварительно очищен от шлака. Струя металла падает с небольшой высоты в литниковую чашу. Перерыв в процессе заливки не допускается. Заливка прекращается, как только металл появится в выпоре.
После остывания металла форма разрушается и извлекается отливка. Затем из отливки удаляется производится обрубка элементов литниковой системы отливок.
Порядок выполнения работы.
1. Изучить принципиальную конструкцию песчаной литейной формы.
2. Изучить конструкцию литниковой системы.
3. Изучить конструкцию опок, модели отливки и моделей элементов литниковой системы.
4. Изучить составы и свойства формовочной и стержневой смесей.
5. Изготовить самостоятельно песчаную форму вручную в соответствии с вариантом задания.
Отчет о работе
Отчет о работе должен содержать:
1. Эскиз отливки в разрезе по плоскости симметрии в соответствии с вариантом задания.
2. Эскиз стержня с указанием его частей.
3. Эскиз модели отливки с указанием ее частей, уклонов и плоскости разъема.
4. Эскиз литейной песчаной формы с указанием всех частей.
5. Последовательность операций при изготовлении песчаной литейной формы.
6. Состав, свойства и различия формовочной и стержневой смесей.
Варианты заданий
| № варианта | Чертеж детали |
| 1. Рычаг | 
|
| 3. Крышка подшипника | 
|
| 4. Рычаг вильчатый | 
|
| 2. Рычаг – вилка | 
|