В промышленном лепном производстве инвентарь можно подразделить на три основные части: инструменты (для обработки моделей, форм и изделий, измерения, выполнения операций заготовительных работ по приготовлению и нанесению различных составов, изготовлению полуфабрикатов и приспособлений), приспособления и оборудование. Инструмент для лепных работ зачастую уникален и требует от мастера бережного к себе отношения.
Инструменты
В набор инструментов для обработки моделей, форм и изделий входят режущие, скребковые и заглаживающие с большим разнообразием форм и размеров пера - его рабочей части.
Режущие инструменты - ножи, долота и скарпели. Ножи применяют четырех образцов. Большим штукатурным (рис. 38, а) и малым (рис. 38, б) подрезают гипсовые усенки соответственно крупных или мелких деталей форм. Эти ножи делают из хорошей стали с тонким остроконечным клинком длиной 10...12 (большой нож), 7...8 см (малый), шириной соответственно 2...3 и 1 см. Для более грубых работ используют ножи с толстым негнущимся клинком: короткий нож длиной 5...7 см, заточенный на клин, - для расколотки небольших черновых форм, более длинный - для вспомогательных работ.
Долота (рис. 38, в и г) стальные длиной 20...30 см бывают прямые и полукруглые с соответствующим профилем сечения пера. Прямыми долотами с шириной пера 1...50 мм, длиной 3...5 см, толщиной около 1 мм обрабатывают плоские поверхности, их также используют для расшатывания раковин после подклинки при снятии форм. Такие долота делают с прямоугольным или косым контуром заточки, лезвие может быть гладким или с зубчиками. Полукруглые долота применяют при выполнении сложных декоративных моделей. При формовочных работах достаточно трех-четырех размеров каждого вида долот - прямых и полукруглых.
Скарпель (рис. 38, д) - стальной стержень длиной 20...30 см, имеющий с одной стороны тупой (обушок) и с другой - режущий конец шириной 1...3 см. Скарпель держат левой рукой и наносят удары по обушку молотком. Скарпелями пользуются для расколотки формы.
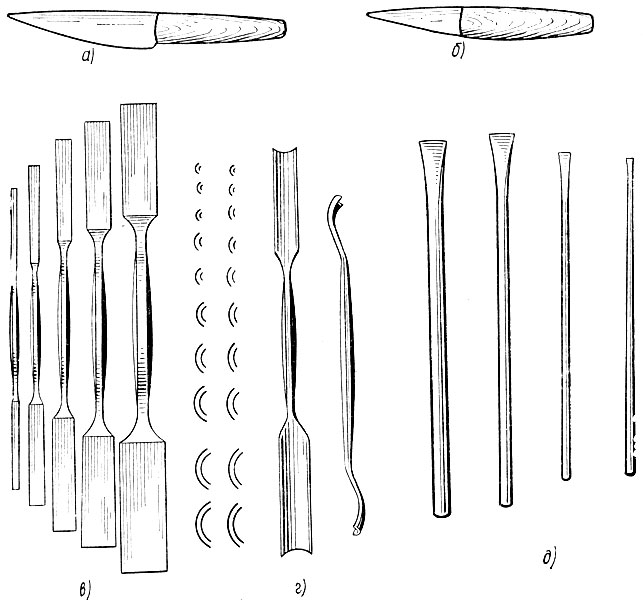
Рис. 38. Режущий инструмент: а - большой нож, б - малый нож, в - прямые долота, г - полукруглые долота, д - скарпели
Скребковые инструменты - царапки, косарики, клюкарзы, стеки, цикли, правильца, тупилки. Этими инструментами выравнивают и заглаживают различные выпуклые и вогнутые поверхности, зачищают заделанные места и швы, просверливают отверстия.
Прямыми и фасонными царапками (рис. 39, а) с гладкими или зазубренными лезвиями снимают излишки раствора с лепных изделий, расчищают лепные изделия от старой краски. Длина царапок 17...30 см.
Косариками (рис. 39, б) с узкими слегка закругленными концами отделывают вогнутые и выпуклые части, очищают кожухи и формы, а также расчищают старую лепку.
Клюкарзами (рис. 39, в) с прямыми, полукруглыми, косыми или зазубренными концами заравнивают поверхности после обработки деталей.
Металлическими стеками (рис. 39, г) с деревянными ручками и гладкими или зазубренными лезвиями зачищают отливки, деревянными стеками (из твердого плотного мелкослоистого дерева) обрабатывают модели, вымазывают усенки кожухов, наливают клей на модель.
Цикли (рис. 39, д) - стальные пластинки длиной 13...15 см, шириной 5...6 см, толщиной 1 мм, с одной стороны отточенные, с другой - с пилообразной насечкой. Ими выравнивают плоские поверхности.
Правильцами (рис. 39, е) - стальными пластинками, скошенными с одной стороны, - выравнивают мелкие плоскости и снимают излишки лепной массы. Тупилками (рис. 39, ж) - инструментами с узкой рабочей частью со скругленным или слегка загнутым концом - наносят бороздки с нерезкими контурами на различные поверхности.

Рис. 39. Скребковые и заглаживающие инструменты: а - царапки, б - косарик, в - клюкарзы, г - стеки, д - цикля, е - правильце, ж - тупилки, з - шовники
Заглаживающие инструменты. Скребковыми инструментами, не имеющими на рабочей части зубчиков, выполняют заглаживающие операции, но есть и специально предназначенные для этих целей инструменты: гладилки, штукатурные лопатки и шовники.
Гладилками - дощечками из твердых пород древесины с накладной ручкой - шлифуют плоские участки фона при формовке орнаментов; штукатурными лопатками разравнивают и предварительно заглаживают не схватившийся гипсовый раствор. Шовники (рис. 39, з) в виде утюжков или валиков используют как шаблончики для заглаживания различных борозд.
Инструменты для измерения и разметки (рис. 40) - циркули и угольники - предназначены для различных геометрических построений, выполняемых в натуральную величину, и для переноса размеров с шаблонного чертежа или рисунка на модель или с оригинала на копию.

Рис. 40. Инструменты для измерения и разметки: 1 - круговой циркуль, 2 - циркуль-измеритель, 3 - штангенциркуль, 4 - кронциркуль, 5 - циркуль с проволочными; наконечниками, 6 - угольники
Круговыми циркулями 1 с втулкой на одной из ножек, фиксирующей пишущий стержень, проводят дуги окружностей; циркулями-измерителями 2 с угломером, фиксирующим угол, или без него измеряют, откладывают и делят отрезки прямых и дуг и размечают детали. Для линейных замеров и проведения окружностей больших радиусов применяют штангенциркуль 3, который состоит из металлической (или деревянной) штанги со шкалой и скользящими по ней двумя движками с фиксаторами; для снятия наружных размеров моделей и незамкнутых полостей типа цилиндров - кронциркули 4. При изготовлении крупных изделий используют циркуль 5 с проволочными наконечниками.
Угольники 6 применяют двух типов: деревянный равнобедренный прямоугольный треугольник в виде жесткой рамки с установленными по катетам уровнями для выверки поверхностей подмодельных плит и разметки различных геометрических построений и стальной с опорной пятой по короткому катету для разметки деталей и партий на взаимно перпендикулярных поверхностях.
Инструмент для выполнения заготовительных операций можно разделить на специальный (лопатки, мешалки, мутовки) и многоцелевой (кисти, столярный и слесарный инструмент).
Большие и малые двуконцовые металлические лопатки (рис. 41, а) используют при приготовлении гипсовой массы и нанесении ее на модель. Лопатками накладывают гипс, замазывают стыки, высверливают замковые лунки. Большие порции гипсовой массы перемешивают мешалками (рис. 41, б) и мутовками (рис. 41, в) с рукоятью длиной более 35 см.
Кисти (рис. 41, г) применяют различной формы с упругой и мягкой щетиной и различной длиной ворса. Кисти 1 с грубой щетиной и плотной вязкой используют для уплотнения пеньки в гипсе; кисти 2 с упругим ворсом типа колонковых - для исправления дефектов на отливках и для смазывания небольших форм; широкие флейцы 4 - для обработки больших поверхностей.
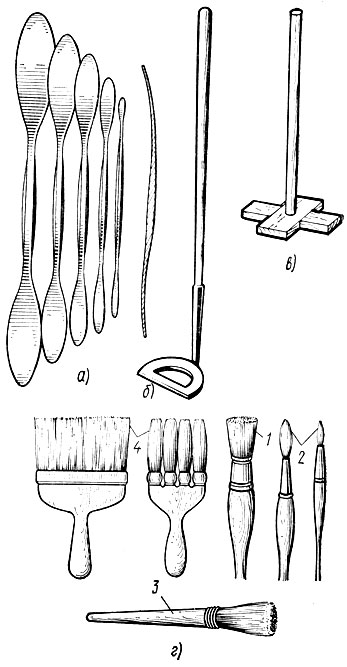
Рис. 41. Вспомогательный инструмент: а - лопатки, б - мешалка, в - мутовка, г - кисти: 1 - проколотки, 2 - заправные, 3 - клеевые, 4 - флейцы
С помощью клеевых кистей 3 с длинной щетиной оплескивают глиняные модели в труднодоступных местах. Мягкими кистями типа барсуковых смазывают модели из мягкой глины, пластилина и воска.
Столярный инструмент (киянки, топорики, стамески, ножовки и клещи) используют для заготовки деталей и изготовления деревянных каркасов и шаблонов, а также при расколотке форм.
Слесарным инструментом (напильники разных профилей сечения, плоскогубцы, круглогубцы и кусачки) изготовляют металлические каркасы.
Для опрыскивания моделей водой используют садовую спринцовку, а для обдувания - спортивные насосики.
Во избежание коррозии металлические инструменты, постоянно соприкасающиеся с жидким и влажным гипсом, должны быть из латуни или нержавеющей стали. По окончании работы инструмент тщательно очищают от приставшего к нему гипсового раствора и протирают.
Чисто отделать изделие можно только исправными и хорошо заточенными инструментами. Режущая кромка долот, ножей и других режущих и скребковых инструментов должна быть острой, без заусенцев, забоин и заточена под необходимым углом. Грубую заточку выполняют на заточных станках, а затем инструменты правят на оселке (тонкозернистом бруске). При заточке инструмент нагревается, вследствие чего происходит отпуск металла и качество инструмента снижается. Чтобы устранить этот недостаток, инструмент во время заточки охлаждают водой.
Правильно заточенное лезвие ножа должно иметь в разрезе форму клина, поэтому его точат с двух сторон, чтобы лезвие постепенно сходило к острию по прямой линии и под одинаковым углом с обеих сторон.
Острая фаска долота расположена с одной стороны лезвия, угол ее заточки зависит от выполняемой работы. При заточке следят за тем, чтобы не изменялся угол и не нарушалась прямая линия фаски. Отделывают заостренную фаску на оселке: долото кладут на него плашмя и проводят по нему несколько раз сначала одной стороной инструмента, потом другой, чтобы удалить заусенцы на острие. Недостатки заточки можно обнаружить, рассматривая острие через лупу.
Универсальные заточные станки оснащены приспособлениями для установки и закрепления разнообразных режущих инструментов под нужным углом заточки. Работа на таких станках требует специального изучения правил техники безопасности.
Лепщики особенно высокой квалификации используют в своей работе и другие инструменты, не описанные в данном учебнике. Каждый мастер совершенствует приемы работы, а вместе с ними и инструмент, который нередко изготовляет сам.
Приспособления
Приспособления - различные устройства, с помощью которых выполняют какую-либо работу. В лепном производстве применяют разнообразные приспособления: для изготовления и обработки моделей, форм и изделий, для измерения и перенесения размеров без изменения или с изменением масштаба, для хранения материалов и приготовления составов.
Изготовление моделей. При изготовлении моделей пользуются мольбертами, щитами, стендами, станками, верстаками (рис. 42) и шаблонами. Стенд собирают из инвентарных деталей, поэтому его можно использовать для лепки моделей различных размеров. Устойчивость и жесткость стенда обеспечиваются фиксацией досок в стойках штифтами, которые вставляют в отверстия стоек, совпадающие с отверстиями в досках.
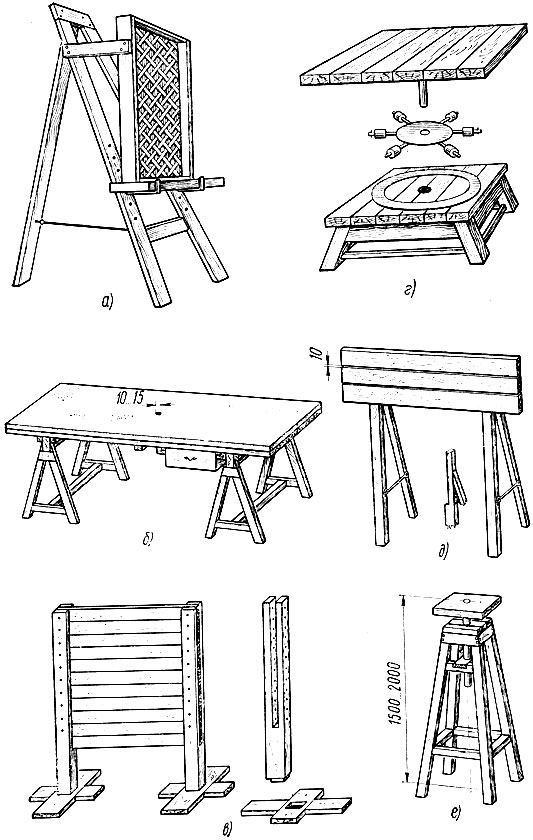
Рис. 42. Приспособления для изготовления моделей: а - мольберт, б - верстак, в - стенд, г - фигурный станок, д - щит, е - бюстовый станок
Для лепки объемных скульптурных моделей применяют различные по конструкции станки. Для скульптурных моделей станки подразделяют на бюстовые (высотой 1,3...1,5 м), полу фигурные (1 м) и фигурные (0,5 м).
Модели тел вращения изготовляют на станках с вращающимся шаблоном или с вращающейся осью модели. Прямолинейные и циркульные модели вытягивают на прочных верстаках с крышками из досок толщиной 4...5 см. Длина верстака 2...2,8, ширина 1 м. На крышку кладут полированную мраморную, гранитную, гипсовую или цементную плиту. Чтобы сделать плиту из цемента, на деревянную крышку наливают цементный раствор слоем 5 см, сделав отверстие в центре для закрепления шаблона, и тщательно выравнивают его поверхность. После затвердения плиту шпатлюют и шлифуют.
Шаблоны (рис. 43) для вытягивания прямолинейных профильных деталей и моделей подробно описаны в § 10.
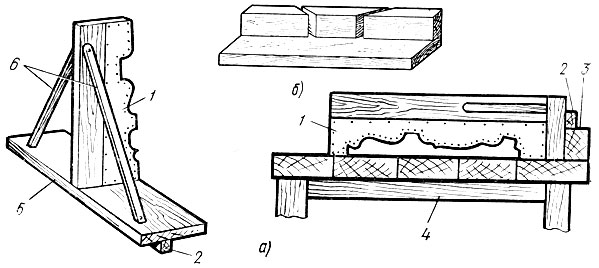
Рис. 43. Шаблоны для тяги (а) и опиливания на ус (стусла) (б): 1 - профильная доска с оковкой, 2 - полозок, 3 - правило, 4 - верстак, 5 - салазки, 6 - подкосы
При изготовлении тяжелых бюстов (рис. 44, а) и фигур (рис. 44, б) в полный рост, особенно с преобладающей вертикальной осью, используют станки, которые придают устойчивость каркасу, закладываемому в модель. Такой станок представляет собой прочный щит 2 из досок толщиной 50 мм, к которому жестко закрепляют глаголь 1 из стальной арматуры квадратного сечения с помощью лап из толстой полосовой стали. Станок должен удерживать каркас, массу модели и массу гипсовой формы.

Рис. 44. Станки для фиксации бюста (а) и фигуры (б): 1 - глаголь, 2 - щит
Перенос размеров с оригинала на копию. Для копирования оригинала без изменения масштаба пользуются пунктировальным прибором, а для масштабного переноса размеров с оригинала на модель - копировальной рамкой.
Пунктировальный прибор (рис. 45, а) смонтирован из гладких стальных и латунных стержней круглого сечения, соединенных зажимными муфтами 1. Латунная станина 5 Т-образной формы оснащена подвижной крестовиной и тремя стальными опорными иглами, расположенными по ее концам. С помощью опорных игл прибор фиксируют в трех удобных точках на модели, для чего в этих точках на модели устанавливают опорные гипсовые марки с пластинками. На пластинках отмечают кернером точки под опорные иглы. Если модель мягкая, то устраивают жесткую конструкцию, закрепляют ее к основанию модели и на ней устраивают марки.
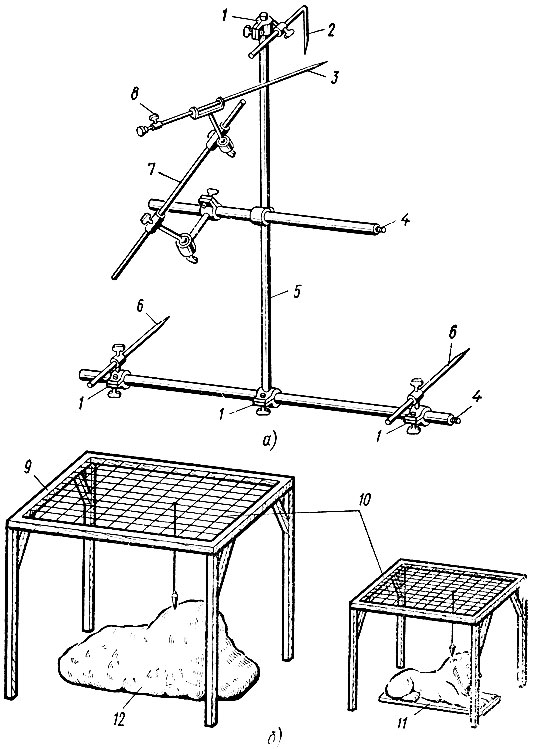
Рис. 45. Приборы для прямого и масштабного переноса размеров: а - пунктировальный, б - копировальная рама; 1 - зажимные муфты, 2 и 6 - верхняя и нижняя опорные иглы, 3 - подвижная игла, 4 - нарезка, 5 - станина, 7 - подвижные шарниры с зажимами, 8 - ограничитель, 9 - рамка, 10 - масштабная сетка, 11 - модель, 12 - увеличиваемое изделие
Такие же три марки устанавливают на болванке будущей копии. Затем выбирают на модели точку с наибольшим выносом и продвигают подвижный шарнир 7 до тех пор, пока подвижная игла 3 не коснется намеченной точки. Имеющийся на игле ограничитель поджимают вплотную к втулке, удерживающей подвижную иглу, и закрепляют его зажимным винтом, а иглу отводят от поверхности модели. После этого прибор устанавливают на изготовляемую копию и подвижную иглу возвращают в крайнее положение, пока она не соприкоснется с поверхностью копии. Расстояние от ограничителя до втулки как раз будет показывать толщину слоя, который необходимо будет снять с обрабатываемого массива.
Копировальная рамка (рис. 45, б) состоит из двух подобных сеток, образуемых из взаимно перпендикулярных натянутых нитей или проволоки. Все членения сеток, как и рамок, на которые они натянуты, соотносятся в соответствии с принятым масштабом. Стойки, на которые опирают рамы, должны быть выдержаны в том же соотношении.
Одну раму устанавливают над моделью, другую - над заготовленной болванкой и закрепляют. Для каждой рамы заготовляют мерные нити с отвесами. На нити узелками или капельками полимерного клея наносят деления, соответствующие принятому масштабу переноса.
На оригинале выбирают характерную точку и располагают над ней отвес с нитью, перекинутой через сетку, - замечают число целых делений и их доли. Нить с отвесом на копии располагают таким же образом, как и на оригинале, и в масштабе копии отмеряют соответствующее число делений; разница в числе делений будет той величиной, на которую следует изменить координаты копии.
Хранение материалов и приготовление растворов. Сухой гипс и цемент хранят в ящиках-ларях (рис. 46, а). Гипсовый и цементный растворы (рис. 46, б) в мастерской приготовляют в ящиках, в условиях промышленного производства - в оцинкованных баках, хлорвиниловых ведрах, бадьях. Гипсовый раствор в небольших количествах домешивают в резиновых чашках (гипсовках) и эмалированных ковшах. Кроме того, мастерские оснащают клееварками (водяными банями) (рис. 46, в), механическими глиномялками, растворосмесителями.
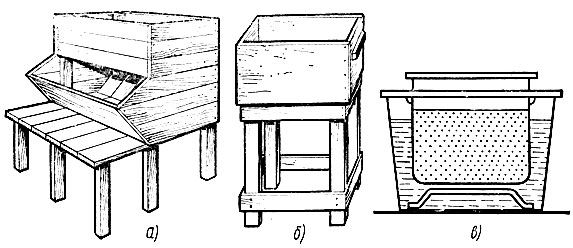
Рис. 46. Устройства для содержания материалов и приготовления составов: а - ларь, б - растворный ящик, в - клееварка
Оборудование мастерских
Из всех видов отделочных работ лепные наиболее трудоемкие. Для их выполнения создают специальные стационарные или временные (на строительстве) мастерские.
Помещение лепной мастерской должно быть высоким, светлым и просторным, чтобы была возможность для проверки моделей на высоте, близкой к той, на которую будут устанавливать изделия. Например, модель части антаблемента для интерьера со всеми лепными деталями и профилировкой его для окончательного утверждения архитектором должна быть поднята и установлена на проектную высоту.
Масштаб и рельеф архитектурных деталей, вылепленных для фасада в натуральную величину, обычно проверяют во дворе, где находится лепная мастерская; вылепленную модель капители или другой детали автомобильным краном поднимают на нужную высоту, чтобы архитектор и лепщик-модельщик точно определили необходимую глубину рельефа, четкость рисунка и выразительность орнамента модели.
Работа лепщика требует большого внимания и сосредоточенности, поэтому помещение мастерской изолируют от постороннего шума, а стены окрашивают в спокойные однотонные цвета. Все отделения (цехи) мастерской оборудуют хорошей вентиляцией.
Мастерская по производству лепных изделий включает в себя модельный, формовочный и отливочный цехи, заготовительное помещение для механизированного приготовления растворов и бетонов, а также помещения для складирования необходимых материалов и готовой продукции.
Высота модельного цеха 5-6 м, площадь на одного мастера 15-20 м2. Оборудование модельного цеха:
1. Несколько столов и верстаков, на которых лепят модели. Один или два верстака должны быть с мраморной доской. 2. Железобетонные, бетонные емкости или деревянный ларь для хранения мятой глины (металлический бак не рекомендуется во избежание его коррозии). 3. Механизированный глиносмеситель. 4. Бак для воды с подведенным к нему водопроводом. 5. Лари для хранения гипса. 6. Вращающиеся станки для лепки объемных скульптурных моделей. 7. Щиты и мольберты для лепки рельефных моделей, а также деревянные подставки с вращающейся верхней крышкой. 8. Стремянки с площадкой для лепки моделей на высоте. 9. Резиновые шланги с распылителем для смачивания глины во время лепки. 10. Переносные лампы-софиты для освещения моделей. 11. Чертежный стол. 12. Шкафы для измерительных инструментов и другого малого инвентаря. 13. Пластиковая пленка (может быть клеенка) для укрытия глиняных моделей. 14. Самоходные или ручные тележки для подвозки глины и перевозки крупных моделей. 15. Шкафы для одежды.
Высота формовочного цеха 4...5 м, площадь на одного мастера 8.. 10 м2. Оборудование формовочного цеха:
1. Деревянные верстаки, как и в модельном цехе, но только без мраморной или цементной плиты. 2. Прочные подставки высотой 1...1.5 м с вращающейся верхней крышкой. 3. Ларь для хранения глины. 4. Баки для гашеной извести. 5. Бак для воды с подведенным к нему водопроводом. 6. Лари для хранения гипса. 7. Клееварки (желательно разных размеров, что дает возможность варить клей в большем или меньшем количестве в зависимости от размеров моделей). 8. Станок для гнутья арматуры. 9. Ведра и ковши для размешивания гипса. 10. Посуда для смазки, лака, квасцов и т. п. 11. Сушилка для сушки моделей, гипсовых форм и кожухов. 12. Шкаф для хранения инструмента и инвентаря.
13. Холодильник (для охлаждения пластилина при снятии с него клеевых форм). 14. Передвижной кран для подъема крупных деталей.
Высота помещения цеха отливки гипсовых изделий 4...5 м, площадь на одного мастера 5...6 м2. В цехе устанавливают деревянные верстаки высотой 0,7, длиной 3...4,5 м, шириной 1,2 м. В крупном цехе для отливки мелких и средних по величине изделий устанавливают верстаки длиной 4...4,5 м (на четырех рабочих при работе с двух сторон стола). Крупные изделия (например, капители, кронштейны) отливают на столах высотой 0,5...0,6 м и шириной в зависимости от размеров отливаемых изделий с таким расчетом, чтобы на столе помещались две формы с кожухами. Для более рационального использования производственной площади цеха верстаки размещают перпендикулярно к оконным проемам, что дает возможность работать с обеих сторон верстака. Оборудование цеха отливки:
1. Бак для воды. 2. Бак с гашеной известью. 3. Лари для хранения гипса (один - для мелкого, другой - для более крупного помола). 5. Ящики, ведра, бачки и ковши для приготовления гипсового раствора. 6. Станок для гнутья арматуры. 7. Стеллажи для укладки отлитых гипсовых деталей. 8. Тележка на резиновом ходу с платформой площадью около 1 м2 для перевозки готовых изделий на склад.
На одного мастера при массовой отливке мелких деталей (например бус, гороха, порезок) необходимо иметь от 10 до 15 форм, а при отливке крупных изделий (кронштейнов, капителей) - не менее двух форм.
Цех отливки цементных изделий изолируют от формовочного цеха и цеха отливок гипсовых изделий, так как под действием гипсовой пыли снижается прочность цемента. Площадь на одного мастера 7...8 м2.
В цехе должно быть заготовительное помещение, в котором устанавливают бетоносмеситель, ларь с портландцементом, несколько ларей для хранения песка и гравия, ящики с красителями, верстак для изготовления каркасов и небольшой станок для гнутья арматуры. Требования, предъявляемые к помещению и устройству верстаков, такие же, как для цеха отливки гипсовых изделий.
Бетонные изделия твердеют определенное время, поэтому в больших мастерских требуется дополнительная площадь для их выдерживания. Цех целесообразно оборудовать пропарочной камерой, что значительно сокращает сроки твердения изделий.
На складе гипс и цемент хранят отдельно: гипс - по сортам в отдельных ларях в сухих помещениях, цемент - в закрытых мешках в закрытом помещении отдельными партиями в соответствии с марками цемента. Заполнители (песок и щебень) могут находиться в одном складе с цементом, но они должны быть отделены друг от друга соответственно по фракциям (крупности) деревянными щитами. Глину хранят в больших ларях. Стальную арматуру размещают в сухом помещении во избежание коррозии. Остальные материалы (краски, лаки, различные смазки, клей, желатин, формопласт) можно хранить на складе в той фабричной упаковке, в которой они получены.
Гипсовые лепные изделия хранят в сухих, закрытых помещениях, оборудованных хорошей вентиляцией. Изделия, не имеющие тонких выступающих деталей (например, балясины, базы колонн, тянутые капители), хранят в несколько рядов с прокладкой между рядами досок, щитов; изделия с тонким рисунком орнамента - в один ряд.
Цементные лепные изделия после получения ими достаточной прочности (примерно через семь дней) можно хранить как в закрытых помещениях, так и под навесами.
Массовое производство лепных деталей индустриальным методом организуют или на специализированных заводах, или на заводах железобетонных изделий (выделяют специальный цех).
В состав завода архитектурно-строительных деталей обычно входят следующие цехи: 1. Подготовки материалов (сортировка, дробление, приготовление сухих смесей). 2. Заготовки арматуры. 3. Бетоносмесительный. 4. Формозаготовительный (деревообделочный, слесарно-механический, гипсолитейный и формопластовый). 5. Формовочный. 6. Пропарочно-сушильный. 7. Обработки и доводки поверхностей изделий. 8. Складирования готовых изделий.