Характеристика станка
Тип станка определяется по номеру модели станка согласно классификации ЭНИМСа.
Модель. Указывается номер модели (например, 1К62,16К20).
Завод-изготовитель. Указывается наименование завода и город, в котором он расположен (например, «Красный пролетарий», Москва).
Габариты станка определяются измерением длины, ширины и высоты станка. Размеры берутся между крайними точками на выдвинутых в предельные положения подвижных частей станка. Результаты измерения округляются с точностью до 10 мм.
Номер модели, завод-изготовитель и год выпуска станка указываются на табличке, укрепленной на передней бабке.
Принадлежности
Патроны. Указывается тип патрона (трехкулачковый или четырехкулачковый).
Люнеты. Указывается тип люнета (подвижный или неподвижный).
Основные данные станка
Высота центров над параллелями определяет наибольший диаметр обрабатываемого изделия, измеряется линейкой от вершины заднего центра до ближайших верхних кромок станины.
Высота центров над суппортом измеряется в вертикальной плоскости линейкой между верхней поверхностью поперечных салазок суппорта и вершиной заднего центра при выдвинутой пиноли.
Наибольшее расстояние между центрами определяет максимальную длину обрабатываемого изделия. Перед измерением устанавливают передний центр в шпиндель и задний центр в пиноль, отодвигают заднюю бабку в крайнее правое положение (без свешивания над станиной) и вдвигают пиноль до отказа. Измерение производится рулеткой между вершинами центров и округляется с точностью до 1мм.
Диаметр отверстия в шпинделе определяет максимальный диаметр обрабатываемого прутка, измеряется со стороны, противоположной патрону.
Конус отверстия пиноли, система, номер определяются при помощи набора нормальных конусов.
Суппорт
Число резцов в резцедержателе определяется по количеству фиксированных позиций при повороте резцедержателя.
Наибольшие размеры державки резца (высота и ширина) определяются размерами В и Н резцедержателя (рис. 3).
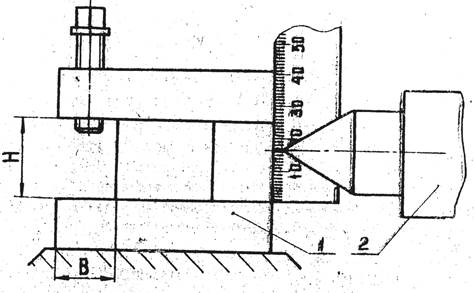
Рис. 3. Схема измерения высоты от опорной поверхности резца до линии центров: 1 – резцедержатель; 2 – пиноль.
Шагом винта называется расстояние между ближайшими одноименными точками винтовой линии.
Шаг ходового винта. Линейкой измеряют длину десяти шагов резьбы и полученный результат делят на десять.
Шаг винта поперечных салазок. Для определения шага винта поперечных салазок 1 поворачивают рукоятку 2 (рис. 4) по часовой стрелке до совмещения нулевого деления лимба с неподвижной риской и карандашом проводят линию а1, прижимая при этом карандаш к торцу поперечных салазок. Затем поворачивают рукоятку на десять оборотов, проводят карандашом линию а2, измеряют расстояние между линиями а1 и а2 и определяют шаг винта как l:10.

Рис. 4. Схема измерения шага винта поперечных салазок.
Цена деления лимба продольной подачи указана у риски на неподвижном кольце лимба.
Цена деления лимба поперечной подачи определяется шагом винта поперечной подачи, поделенным на общее число делений лимба.
Механизмы главного движения и подачи.
Число оборотов шпинделя без перебора и с перебором, величины продольной и поперечной подач, шаг нарезаемой резьбы указаны на табличках передней бабки и коробки подач.
Типы токарных резцов
Проходные резцы – прямые и отогнутые, правые и левые предназначены для обработки цилиндрических поверхностей. Отогнутые резцы (см. рис. 5). более универсальны (они позволяют обрабатывать торцовые поверхности)
Проходные упорные резцы (рис. 2.1) – правые и левые; предназначены для обтачивания ступенчатых деталей, подрезки торцов, буртиков, угол φ=90˚.

Рис. 5. Проходные резцы.

Рис. 6 Подрезные резцы
Подрезные резцы (рис. 6) – предназначены для обтачивания ступенчатых деталей (в том числе с большим отношением длины к диаметру), подрезки торцов, буртиков; углы φ≈100˚, φ1 ≈10˚.
Расточные резцы – предназначены для увеличения диаметра предварительно подготовленных отверстий. Подразделяются на: расточные для расточки сквозных отверстий (рис. 7,а), для расточки глухих отверстий (рис. 7.б).
Стержневые расточные инструменты подразделяют на короткие, длинные. Применяют для растачивания отверстий при вращении обрабатываемой заготовки.
Корпус резца изготавливают из круглого стержня с отогнутой рабочей частью (резец оснащается пластиной твердого сплава). Установку и крепление резца на станке осуществляют с помощью пружинящей колодки.
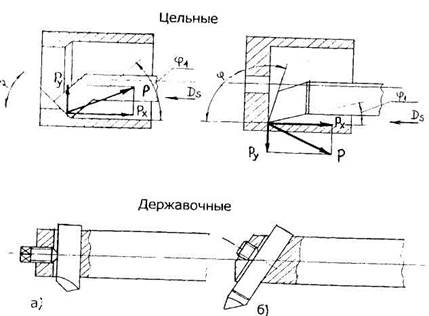
Рис. 7. Расточные резцы
Резцы для прорезных и отрезных работ – предназначены для прорезания канавок и отрезки (рисунок 8).
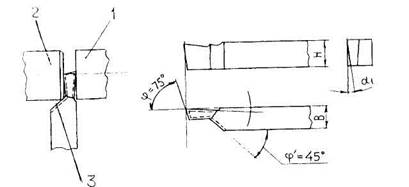
Рис. 8. Прорезные и отрезные резцы
Резцы резьбовые – предназначены для нарезания метрических и дюймовых резьб.
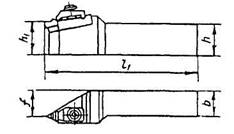
Рис. 9. Резьбовой резец