Назначение и виды дисковых пил
Дисковые дереворежущие пилы предназначены для продольной, поперечной и смешанной распиловки древесины в виде бревен, брусьев, досок, заготовок и древесных плитных материалов. Они используются в качестве режущего инструмента в круглопильных деревообрабатывающих станках, широко распространенных в лесопильно-деревообрабатывающей промышленности; многопильных, обрезных, прирезных, торцовочных, дилено-реечных, форматных, ребровых и др.
Классификация наиболее распространенных дисковых пил: приведена на рис. 33.

Конструирование дисковых пил
Дисковая пила характеризуется размерами внешнего диаметра диска (включая режущий венец) D, диаметра внутреннего (посадочного) отверстия d и толщины s. Конструкции круглых дисковых пил, чаще всего применяемых на предприятиях, приведены на рис. 34. Круглые пилы, имеющие различную толщину по радиусу диска, характеризуются размерами толщины s у периферии (в области междузубой впадины) и sо в зоне пилы, закрываемой прижимными шайбами. Максимальный диaмeтp дисковой пилы Dмакс и диаметр посадочного отверстия предопределяются конструкцией станка. Минимальный диаметр дисковой пилы (независимо от типа) зависит от размеров распиливаемого материала и конструктивных особенностей станка.

Для станков с верхним расположением пильного диска минимальный диаметр

Для станков с нижним расположением дисковой пилы

В формулах (146), (147) увеличение диаметра на 5—10 мм требуется для создания зазора между торцовой поверхностью зажимных шайб и поверхностями заготовки или стола, а также для выхода зубьев пилы из пропила. Эти формулы справедливы для станков при поступательном движении пилы или материала во время подачи. При качательном движении подачи (маятниковые и педальные торцовочные станки) дополнительно необходимо учитывать ширину распиливаемого материала и расположение его относительно центра качения.
Начальный диаметр дисковой пилы

При выборе начального диаметра пилы, помимо конструктивных соображений, необходимо учитывать и технологические, а также возможность использования изношенной пилы на других станках. Применение пил с возможно меньшим запасом А ведет к уменьшению диаметра пилы, что вызывает повышение ее устойчивости в пропиле. По этой причине для пил меньшего диаметра допускается меньшая толщина, а следовательно, и меньший развод зубьев, что приводит к уменьшению потерь древесины в опилки и мощности на резание. Пилы стремятся выбирать с возможно меньшим начальным диаметром, но с учетом их использования потом на других станках. Выбор оптимального диаметра является общим для всех дисковых пил независимо от их вида. Толщина диска, геометрия режущего венца назначаются в зависимости от разновидности пил. Поэтому дальнейшие вопросы конструирования рассматриваются для каждой разновидности пил отдельно.
Пилы с цельным плоским диском
Полотно пил представляет собой круглый плоский диск равной толщины (рис. 34, а). Диаметр дисковых плоских пил, выпускаемых по ГОСТ 980—63, может быть равным 125—1500 мм, а диаметр посадочного отверстия 27 мм для пил диаметром 125 мм, 32 MM для пил диаметром 160—250 мм, 50 мм для пил диаметром 320—1500 мм. Диаметр посадочного отверстия пил диаметром 400—500 мм при использовании их в многопильных станках для распиловки бруса равен 80 мм. Толщина пил 1—5,5 MM с градацией от 0,2 до 0,5 мм и в зависимости от диаметра определяется эмпирической формулой

ГОСТ 980—63 предусматривается для плоских круглых пил четыре профиля зуба (рис. 34, е). Профили I и II применяются для пил, предназначенных для продольной распиловки, и отличаются друг от друга конструкцией задней грани; профиль I имеет ломаную заднюю грань, профиль II — прямую. Зуб, имеющий профиль I, обладает большей жесткостью, поэтому применяется для распиловки твердых лиственных пород и мерзлой древесины. Профили III и IV используют при поперечной распиловке древесины; они отличаются друг от друга тем, что передний угол профиля III равен нулю, а для профиля IV этот угол является отрицательным. Профиль III используется в пилах, предназначенных для станков с нижним расположением пильного вала, профиль IV — в пилах для станков с верхним расположением пильного вала. Размеры и количество зубьев пил могут быть определены для начального диаметра последующим эмпирическим зависимостям.

Количество зубьев пил по ГОСТ 980—63 принято равным для профилей I и II 36; 48; 60; 72, для профилей III и IV 72; 96; 120. Угловые величины зубьев по ГОСТ 980—63 приведены в табл. 19.

У пил для поперечной распиловки с целью обеспечения лучших условий резания делают косую заточку по передней и задней граням под углом φ. В результате угол резания боковой режущей кромки становится меньше 90°. Угол φ берут в пределах 40—45°.
При продольной распиловке фанерованных деталей и фанеры для улучшения чистоты пропила и устранения сколов по задней и передней граням также дают косую заточку под углом φ=25°, а передний контурный угол γ уменьшают до 5—10°.
Для распиловки древесностружечных и древесноволокнистых плит зубья затачивают со следующими угловыми значениями: γ = 10÷15°, α = 10÷20°, φ = 5÷15°.
Конические пилы
Конические пилы применяют в основном для ребровой продольной распиловки досок, брусьев, для получения дощечек толщиной до 12—18 мм. Их периферийная часть выполнена в виде конуса с вершиной у внешнего диаметра (рис. 34, б, в, г). Конические пилы обеспечивают чистый и узкий пропил шириной не более 2—2,5 мм вместо 4—4,5 мм у плоских, что уменьшает в 1,5—2 раза расход древесины в опилки. У односторонних конических пил одна боковая поверхность плоская, вторая наклонена под углом к средней плоскости пилы. В зависимости от положения конуса (по направлению подачи) относительно плоской части пилы односторонние конические пилы подразделяются на левоконические и правоконические.
Двусторонними коническими пилами материал распиливается на равные, а односторонними — на неравные части, при этом отпиливаемая дощечка располагается со стороны конусной поверхности.
Конические пилы изготовляют по техническим условиям СТУ 1204104—64 ГМЗ. Основные размеры их приведены в табл. 20.

Профиль зубьев конических пил такой же, как и дисковых плоских для продольной распиловки (см. рис. 34, е). Угловые значения зубьев по СТУ 1204104—64 ГМЗ приведены в табл. 21.

Линейные размеры зуба определяются по формулам (150), (151), (152) для пил при продольной распиловке. При работе односторонними коническими пилами развод на сторону конуса должен быть больше на 0,1—0,15 мм, чем на плоскую сторону пилы.
Строгальные пилы
Строгальные пилы в отличие от двусторонних конических имеют обратный конус (рис. 34, д). Поднутрение боковых поверхностей пилы к плоскости распила под углом λ = 20÷35' значительно снижает их трение о стенки пропила. В результате отпадает необходимость развода или плющения зубьев этих пил, а точное расположение боковых поверхностей зуба относительно средней плоскости пилы позволяет получить высокое качество пиления, приближающееся к строганию. Отсюда название пил — строгальные (бархатные). Они применяются для продольной или поперечной распиловки деталей под склеивание, шлифование или окраску. Пилы для продольной распиловки изготовляются по нормалям MH 134—63, а для поперечной распиловки по нормалям MH 139—63. Размеры пил по указанным нормалям приведены в табл. 22.
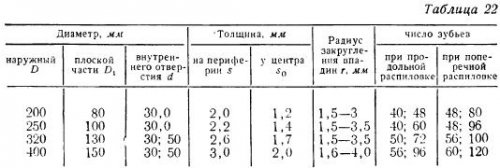
Зубья строгальных пил для продольной распиловки имеют профиль II с прямой задней гранью, для поперечной — профиль IV с отрицательным передним углом (см. рис. 34, а). Углы зубьев пил при продольной распиловке принимают равными: α = 25°, β = 45°, γ = 20° и φ = 5°; при поперечной распиловке: α = 40°, β = 65°, γ = -15°, φ = 30°.