7.1. Основная литература
1. Автоматизация подготовки управляющих программ для станков с ЧПУ / В.И. Аверченков, А.А. Жолобов и др. Учебное пособие для вузов. - Брянск: БГТУ, 2012. - 212 с. (электронный ресурс) режим доступа https://www.iprbookshop.ru/avtomatizacziya-podgotovki-upravlyayushhix-programm-dlya-stankov-s-chpu.-uchebnoe-posobie-dlya-vuzov.-chast-2.html
2. Бунаков П. Ю. Сквозное проектирование в T-FLEX. Учебное пособие для вузов. – М.: ДМК Пресс, 2009. – 400 с. (электронный ресурс) режим доступа https://www.iprbookshop.ru/skvoznoe-proektirovanie-v-t-flex.-uchebnoe-posobie.html
3. Лучкин В. К. Разработка управляющих программ для станков с ЧПУ в САПР T-FLEX. Учебное пособие для вузов. Изд. «Тамбовский государственный университет», 2009. - 134 с. (электронный ресурс) режим доступа https://www.twirpx.com/file/413108/
4. Обработка деталей на станках с ЧПУ:учеб. пособие / Е.Э. Фельдштейн, М.А. Корниевич. 2-е изд., испр. – Мн.: Новое знание, 2006. – 287 с. (30 экз.)
5. Сосонкин В.Л., Мартинов Г.М. Системы числового программного управления: Учеб. пособие.- М.: Логос, 2006. –296 с. (10 экз.)
7.2. Дополнительная литература
1. Бровченко О.А., Семенов А.Д. Программирование обработки деталей на станках с ЧПУ. Курс лекций. - Егорьевск: ЕТИ ФГБОУ ВО МГТУ «СТАНКИН», 2015. – 155 с. (электрон. библиотека ЕТИ).
2. ГеММа – 3D. Руководство пользователя. – Жуковский: ЗАО НТЦ ГеММа, 2009. – 458 с. (электрон. библиотека ЕТИ)
3. Семенов А.Д. Программирование обработки деталей на станках с ЧПУ с применением системы Т-FLEX: Методические указания для самостоятельной работы студентов. – Егорьевск: ЕТИ ФГБОУ ВО МГТУ «СТАНКИН», 2015. – 112 с. (электрон. библиотека ЕТИ)
4. Семенов А.Д. Программирование обработки деталей на станках с ЧПУ: Методические указания по выполнению самостоятельной работы студентов. – Егорьевск: ЕТИ ФГБОУ ВО МГТУ «СТАНКИН», 2015. – 23 с. (электрон. библиотека ЕТИ)
5. Семенов А.Д. Программирование обработки деталей на станках с ЧПУ. Методические указания по выполнению лабораторных работ № 1-12. - ЕТИ ФГБОУ ВО МГТУ «СТАНКИН», 2015. - 148с. (15 экз. +электрон. библиотека ЕТИ)
6. Система ЧПУ WinPCNC. Руководство пользователя. – М.: ГОУ ВПО МГТУ «Станкин», 2009. – 45 с. (электрон. библиотека ЕТИ)
7. Sprut CAM 9. Руководство пользователя. – Набережные челны. ЗАО Спрут – Технология, 2013. – 678 с. (электрон. библиотека ЕТИ)
8. T-FLEX NC TRACER 2D. Краткое описание возможностей и способов работы. - М.: АО Топ Системы, 2009. - 16с. (электрон. библиотека ЕТИ)
9. T-FLEX NC TRACER 3D. Краткое описание возможностей и способов работы. - М.: АО Топ Системы, 2009. - 20с. (электрон. библиотека ЕТИ)
10. T-FLEX ЧПУ 2D (3D). Пособие по работе с системой. - М.: АО Топ Системы, 2009.-237с. (электрон. библиотека ЕТИ)
Программное обеспечение и Интернет-ресурсы
7.3.1.Программное обеспечение
Программно-математическое обеспечение систем FMS-3000, WinPCNC, КОМПАС-3D, Т-FLEX, NC-Tracer, SprutCAM, ГЕММА-3D, G-Mill.
7.3.2. Интернет-ресурсы:
https://www.sprut.ru/productsandservices/spruttp
https://ascon.ru/software/tasks/items/?prcid=8&prpid=420
https://www.tehstanki.ru/index.php?obj=11
https://www.tflex.ru/
https://www.gemma.ru/
https://www.ncmanager.com/
www.ncsystems.ru
Сайт для визуализации и контроля управляющих программ. https://www.ncmanager.com/
Сайт Научно-исследовательской лаборатории систем ЧПУ. www.ncsystems.ru
Методические указания по выполнению контрольной работы.
По данной дисциплине студент должен выполнить одну контрольную работу, состоящую из четырех заданий.
Задание 1.
Разработать фрагмент управляющей программы (УП) по заданной прямолинейной траектории инструмента. Первые три кадра УП закодировать в абсолютной системе координат, остальные – в относительной системе.
Задание 2.
По заданной распечатке управляющей программы построить в масштабе прямолинейную траекторию инструмента.
Задание 3.
Разработать фрагмент управляющей программы по заданной траектории инструмента с применением круговой интерполяции. Первые два кадра УП закодировать в абсолютной системе координат, остальные два кадра – в относительной системе. Координаты центра дуги задать относительно начала системы координат детали.
Номер варианта контрольной работы выдает преподаватель.
Таблица 1
Задания 1, 2 и 3 на контрольную работу.
| № варианта | ||||||||
| Задание 1 | рис. 1 | рис. 2 | рис. 3 | рис. 4 | рис. 5 | рис. 6 | рис. 7 | рис. 8 |
| Задание 2 | УП 1 | УП 2 | УП 3 | УП 4 | УП 5 | УП 6 | УП 7 | УП 8 |
| Задание 3 | тр. 1 | тр. 2 | тр. 3 | тр. 4 | тр. 5 | тр. 6 | тр. 7 | тр. 8 |
| № варианта | ||||||||
| Задание 1 | рис. 9 | рис. 10 | рис. 11 | рис. 12 | рис. 13 | рис. 14 | рис. 15 | рис. 16 |
| Задание 2 | УП 9 | УП 10 | УП 11 | УП 12 | УП 13 | УП 14 | УП 15 | УП 16 |
| Задание 3 | тр. 9 | тр. 10 | тр. 11 | тр. 12 | тр. 13 | тр. 14 | тр. 15 | тр. 16 |
| № варианта | ||||||||
| Задание 1 | рис. 17 | рис. 18 | рис. 19 | рис. 20 | рис. 1 | рис. 2 | рис. 3 | рис. 4 |
| Задание 2 | УП 17 | УП 18 | УП 19 | УП 20 | УП 2 | УП 3 | УП 4 | УП 5 |
| Задание 3 | тр. 17 | тр. 18 | тр. 19 | тр. 20 | тр. 3 | тр. 4 | тр. 5 | тр. 6 |
| № варианта | ||||||||
| Задание 1 | рис. 5 | рис. 6 | рис. 7 | рис. 8 | рис. 9 | рис. 10 | рис. 11 | рис. 12 |
| Задание 2 | УП 6 | УП 7 | УП 8 | УП 9 | УП 10 | УП 11 | УП 12 | УП 13 |
| Задание 3 | тр. 7 | тр. 8 | тр. 9 | тр. 10 | тр. 11 | тр. 12 | тр. 13 | тр. 14 |
| № варианта | ||||||||
| Задание 1 | рис. 13 | рис. 14 | рис. 15 | рис. 16 | рис. 17 | рис. 18 | рис. 19 | рис. 20 |
| Задание 2 | УП 14 | УП 15 | УП 16 | УП 17 | УП 18 | УП 19 | УП 20 | УП 1 |
| Задание 3 | тр. 15 | тр. 16 | тр. 17 | тр. 18 | тр. 19 | тр. 20 | тр. 1 | тр. 2 |
Рисунки для задания 1 выбрать из приложения 1, фрагменты управляющей программы для задания 2 – из приложения 2, траекторию инструмента для задания 3 – из приложения 3.
Рисунок вала и его размеры для задания 4 выбрать из приложения 4.
Контрольная работа выполняется в соответствии с требованиями ГОСТ 2.105.-79* «Общие требования к текстовым документам» на листах формата А4 (ГОСТ 2.301-68) черной пастой или черными чернилами аккуратным, четким почерком. Возможно оформление на ПК с применением текстовых и конструкторско-графических редакторов.
Первый лист контрольной работы оформляется с основной надписью по ГОСТ 2.104-68 (форма 2), остальные – по ГОСТ 2.104-68 (форма 2а). В графе 2 основной надписи указываются аббревиатура института – ЕТИ, шифр дисциплины – ПОД и номер варианта, например: ЕТИ. ПОД. 07.
При выполнении задания 1 необходимо учитывать, что участок линейных перемещений задаётся в одном кадре, который должен содержать подготовительную функцию G01 (если она не была запрограммирована ранее), координаты точки, заданные в абсолютных координатах или в приращениях, под адресами: X, Y, Z.
При работе в абсолютной системе координат (наличие подготовительной функции G90) под соответствующими адресами программируется числовая информация, соответствующая координатам конечной точки перемещения в выбранной системе координат детали.
При задании числовой информации в приращениях (наличие подготовительной функции G91) под соответствующими адресами программируются разности координат данной и предыдущей точек, так называемые приращения по координатам  Х, У, Z.
Х, У, Z.
При решении поставленной задачи произвольно выбираем положение исходной точки 1 (см. рис. 1), стрелками показываем направление движения инструмента (в данном случае – по часовой стрелке) и нумеруем опорные (узловые) точки эквидистанты.

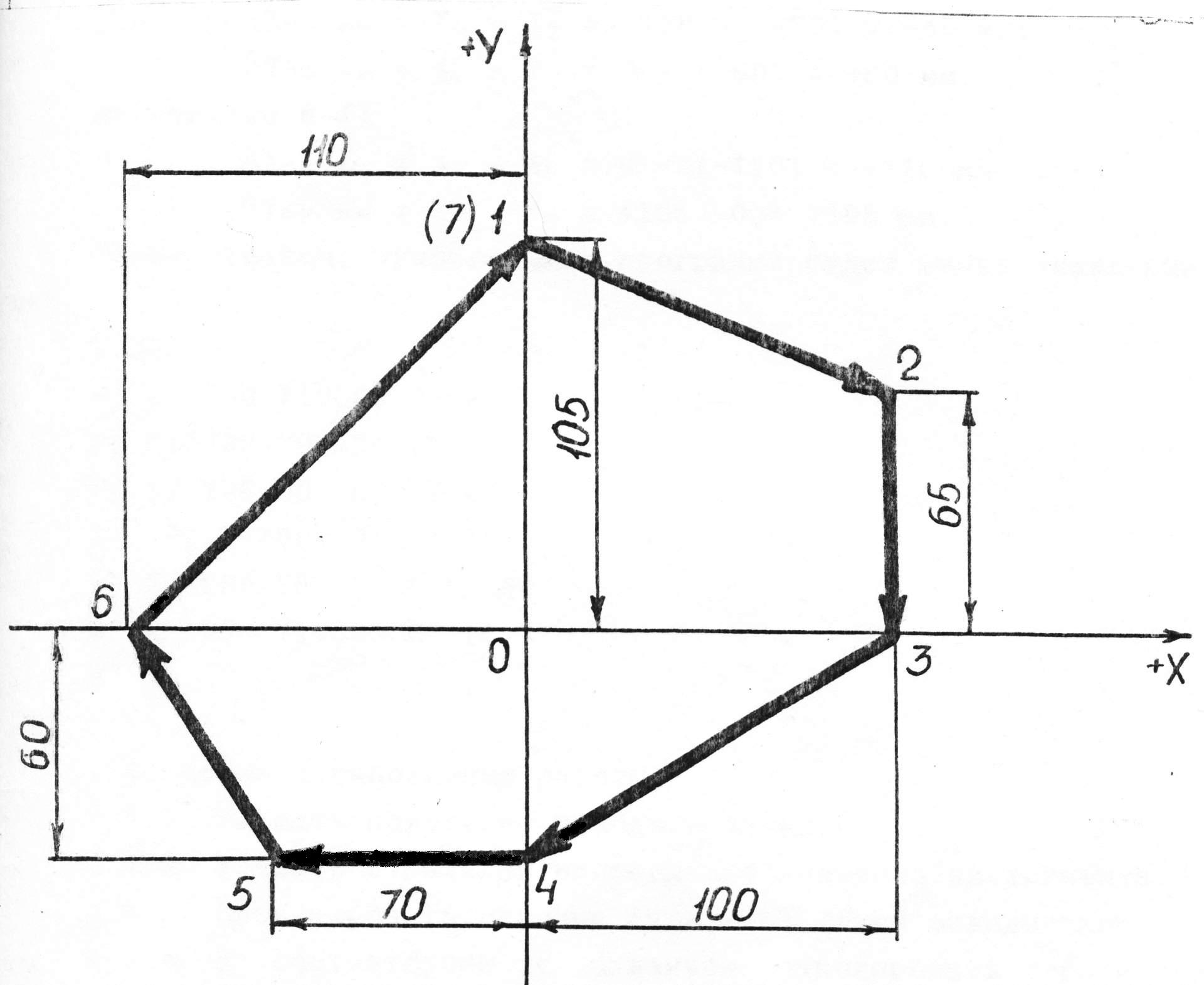
Рис. 1. Траектория инструмента
В соответствии с заданием участки эквидистанты 1-2, 2-3 и 3-4 кодируем в абсолютной системе координат.
Код подачи определяется следующим образом: величину подачи (в мм/мин) надо разделить на её дискретность – 1 мм/мин. Например, Sм=350 мм/мин. Тогда код подачи будет равен 350/1=350.
Следовательно, первый кадр будет иметь следующий вид.
N1 G1 G90 X100 У65 F350 ПС (1-2)
Аналогично во втором кадре кодируем координаты точки 3 (+100; 0), в третьем –
точки 4 (0;-60).
N2 X100 У0 ПС (2-3) или N2 У0 ПС (2-3)
N3 X0 У-60 ПС (3-4)
Оставшиеся участки эквидистанты задаем в приращениях.
Для этого на участке 4-5 определяем приращения координат в мм: 
 Х4-5мм = Х5-Х4 = -70 - 0 = - 70 мм;
Х4-5мм = Х5-Х4 = -70 - 0 = - 70 мм;
У4-5мм = У5-У4 = -60 - (- 60) = 0.
Если приращение какой-либо координаты равно нулю, то это слово может быть опущено в кадре.
N4 G91 X-70 ПС (4-5)
На участке 5-6:
Х5-6мм = Х6 - Х5 = -110 - (-70) = - 40 мм;
У5-6мм = У6 - У5 = 0 - (-60) = 60 мм.
На участке 6-7:
Х6-7мм = Х7 - Х6 = 0 - (- 110) = 110 мм;
У6-7мм = У7 - У6 = 105 – 0 = 105 мм.
Таким образом, управляющая программа будет иметь следующий вид:
N1 G1 G90 X100 У 65 F350 ПС (1-2)
N2 X100 У0 ПС (2-3)
N3 X0 У-60 ПС (3-4)
N4 G91 X-70 ПС(4-5)
N5 X-40 У60 ПС (5-6)
N6 X110 У105 ПС (6-7)
N7 M30 ПС
При выполнении задания 2 необходимо сначала вычертить в масштабе правую прямоугольную систему координат ХY.
Затем в этой системе определить по заданным координатам положение исходной точки (ИТ) инструмента.
После этого, проанализировав содержание первого кадра УП, определить положение второй узловой точки траектории инструмента. Затем соединить прямой линией первую и вторую точки, закончив ее стрелкой и т.д.
Когда в кадре указан относительный метод отсчета координат (G91), то положение очередной узловой точки траектории инструмента определяется по отношению к предыдущей точке.
Если приращение координаты по оси Х положительное, то очередная узловая точка расположена правее предыдущей на заданную в УП величину. Если приращение координаты по оси Х отрицательное, то – левее.
Если приращение координаты по оси Y положительное, то очередная узловая точка расположена выше предыдущей на заданную в УП величину. Если приращение координаты по оси Y отрицательное, то – ниже.
При выполнении задания 3 сначала необходимо по выданному варианту вычертить траекторию инструмента.
Затем при кодировании круговой интерполяции надо выполнить следующие четыре условия:
1. Задается плоскость обработки
функцией G17 - плоскость XY
G18 - плоскость XZ
G19 - плоскость YZ
2. Указывается направление перемещения инструмента
G02 – по часовой стрелке
G03 – против часовой стрелки
Направление по часовой стрелке и против часовой стрелки определяется, если смотреть:
на плоскость XY с положительного направления Z в отрицательное
на плоскость ZX с положительного направления Y в отрицательное
на плоскость YZ с положительного направления X в отрицательное (см. рис. 2)
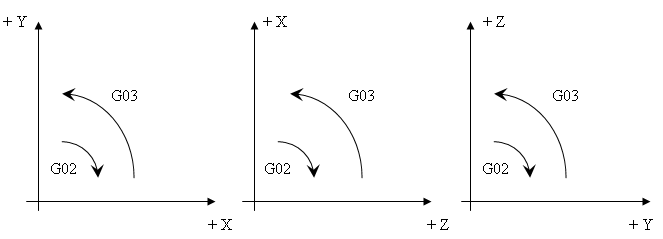
Рис. 2. Направление перемещения инструмента при круговой интерполяции
3. Под адресами X, Y и Z кодируются координаты конечной точки дуги в абсолютной системе отсчета координат или в приращениях.
4. Задание дуги окружности через координаты центра дуги относительно начала рабочей системы координат.
При установке технологического параметра задания координат центра дуги окружности черезрасстояния относительно начала рабочей системы координат значения величин I, J, K,задающих положение центра дуги, определяется всегда в абсолютной системе отсчета,независимо от G90 или G91.
Примеры фрагментов управляющей программы:
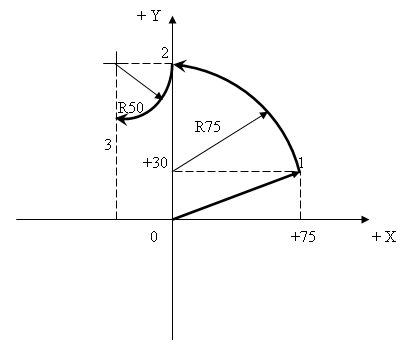
Рис 3. Пример программирования круговой интерполяции
При абсолютном методе отсчета координат:
N10 G90 G1 X75 Y30 ПС (0-1)
N11 G17 G3 X0 Y105 I0 J30 ПС (1-2)
N12 G2 X-50 Y55 I-50 J105 ПС (2-3)
При относительном методе отсчета координат:
N10 G91 G1 X75 Y30 ПС (0-1)
N11 G17 G3 X-75 Y75 I0 J30 ПС (1-2)
N12 G2 X-50 Y-50 I-50 J105 ПС (2-3)
Задание 4.
Разработать управляющую программу обработки вала по следующим данным:
Припуск на чистовую обработку цилиндрических, конических и торцовых поверхностей – 1мм.
Обработку черновой зоны провести за два рабочих хода с одинаковой глубиной резания.
Безударный подход и перебег инструмента – 1мм.
Сх=50мм.; Сz=30мм.
Номер варианта контрольной работы выдает преподаватель.
По варианту задания (Приложение 4, табл. 1) определить номер рисунка, размеры вала и режимы чистовой обработки. Для многопроходной обработки черновой зоны частоту вращения шпинделя n уменьшить на 20%, а подачу S увеличить в 2 раза.
При решении поставленной задачи вначале на отдельном листе бумаги вычертить заготовку (круглый прокат длиной l 1 и диаметром, равным наибольшему диаметру вала). Затем выбираем положение нулевой точки системы координат детали (в данном случае на левом торце и оси вращения заготовки) и указываем оси координат Х и Z (рис. 4).
После этого прочерчиваем траекторию инструмента, последовательно нумеруя опорные точки. Для того, чтобы не затруднять чтение чертежа, рекомендуется траекторию инструмента изображать ниже оси Z на свободном месте, причем масштаб по оси X может быть для наглядности увеличен.
После этого наносим контур вала и проставляем его размеры. Прочерчиваем чистовую зону обработки на расстоянии 1мм от контура детали. Черновую зону обработки над ступенью вала наименьшего диаметра разбиваем на 2 рабочих хода с одинаковой глубиной резания.
В нашем случае величина черновой зоны равна:

 [ 75 - (50 + 1× 2)]: 2 = 11,5 мм.
[ 75 - (50 + 1× 2)]: 2 = 11,5 мм.
Глубина резания в каждом рабочем ходе составляет 11,5: 2 = 5,75 мм (см. рис. 5).
Затем определяем координаты точек пересечения траектории рабочих ходов с контуром вала, полученным после черновой обработки. Это можно сделать с использованием тригонометрических функций, конструкторско-графических редакторов или по миллиметровке, увеличив масштаб изображения. Например, координаты т.3 в нашем случае будут равны: Х = 63,5мм; Z = 85,58 мм.
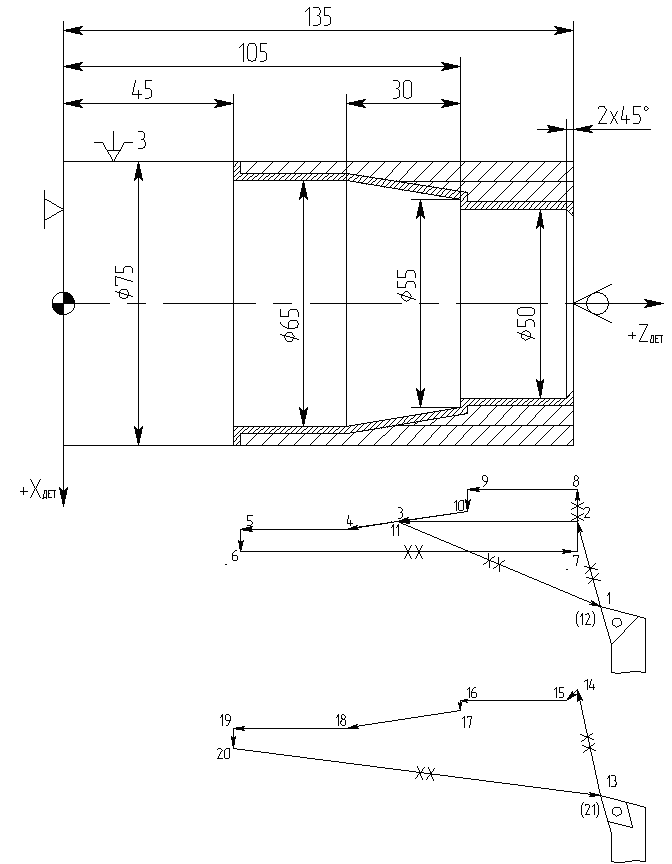
Рис. 4. Операционный чертёж детали с траекторией инструмента
| т. 3 |
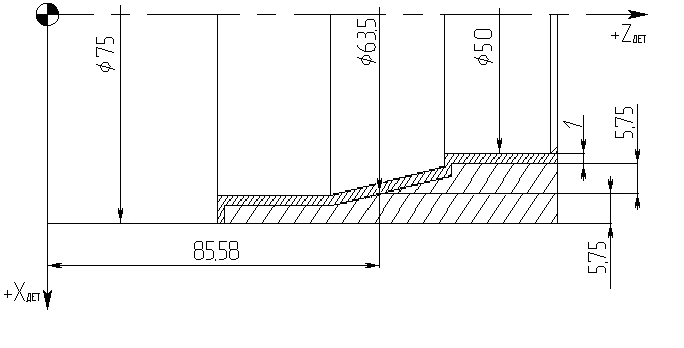
Рис. 5. Размеры черновой зоны обработки
После этого определяем положение исходной точки инструмента -точки 1 (12), 13 (21). Выбираем ее на расстоянии 30 мм от правого торца заготовки и 50 мм от наибольшего диаметра заготовки (см. рис. 6).

Рис. 6. Координаты исходной точки инструмента
Таким образом:
Х = 75: 2 + 50 = 87,5 мм (175 мм);
Z = 135 + 30 = 165 мм.