Ручные трубогибочные приспособления применяют при гибке труб из алюминиевого сплава АМцМ диаметром до 20мм, а из Д16, сталей 20А и 1Х18Н9Т --- диаметром до 12мм. При этом можно получать минимальные радиусы изгиба, равные трём диаметрам трубы. В приспособлениях осуществляется гибка труб без наполнителя и с наполнителем. 
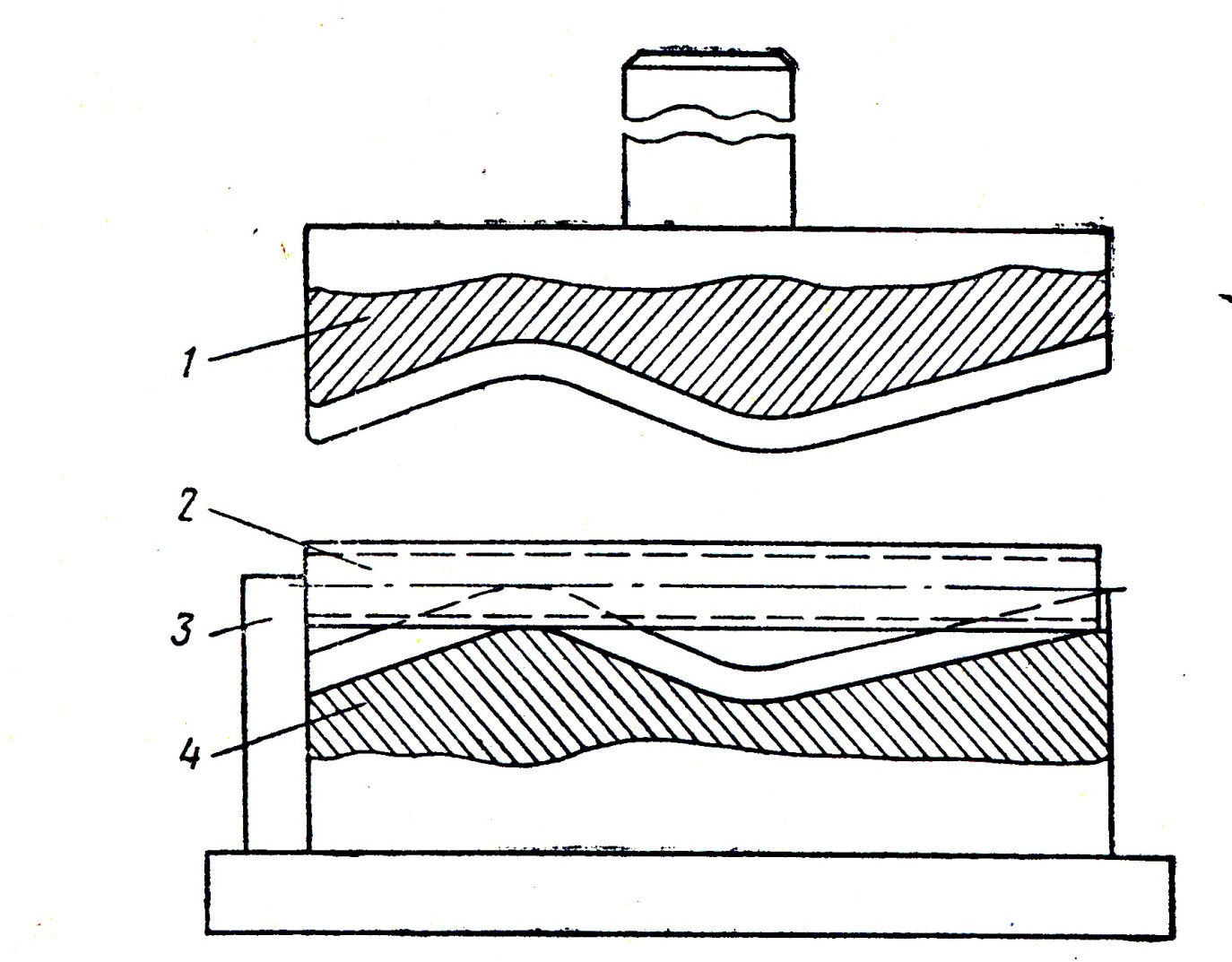
Общий вид и конструкция трубогибочного приспособления.
1—труба, 2—ползун с рычагом, 3—серьга, 4—ось гибочной оправки, 5—гибочная оправка, 6—прижим.
Гибочная оправка 5 имеет проточенную канавку на полдиаметра трубы. Радиус оправки соответствует радиусу гиба трубы. Оправка 5 с помощью шпонки неподвижно посажена на ось 4. На этой же оси свободно вращается серьга 3, на другом конце которой болтом прикреплён ползун с рычагом 2. В ползуне проточена канавка также на полдиаметра трубы. На срезанной плоскости оправки шарнирно закреплён прижим 6. Ось 4 оправки зажимают в тиски. Трубу 1 вставляют в отверстие между ползуном и оправкой, при этом прижим опущен. При повороте рукой рычага создаётся изгибающий момент М, который изгибает трубу, причём ползун огибает трубу по оправке, предотвращая искажение её сечения. После получения необходимого угла изгиба рычаг отводят в исходное положение, поворачивают прижим и вынимают трубу.
В трубогибочных приспособлениях можно гнуть в одной и нескольких плоскостях с углом изгиба до 180 градусов. Эти приспособления являются частично универсальными, так как на одной оправке можно гнуть трубы с одинаковым наружным диаметром и радиусом изгиба, но с различной толщиной стенки трубы и с разными углами изгиба от 0 до 180 градусов.
Для уменьшения трения вместо ползуна можно ставить ролик с проточенной канавкой под трубу.
Для определения угла изгиба на верхнюю плоскость гибочной оправки наносят деления, указывающие угол изгиба в градусах. При выполнении процесса необходимо учитывать пружинение материала.
Недостатками процесса гибки труб в трубогибочных приспособлениях являются:
1.Применение наполнителей при гибке труб с малыми радиусами изгиба.
2.Ограниченные возможности гибки труб с диаметрами более 20мм.
3.Большие затраты физического труда рабочего.
Поэтому даже в мелкосерийном производстве целесообразно применять станки для гибки труб.
ГИБКА ТРУБ В ШТАМПАХ
Гибка труб в штампах является наиболее производительным способом гибки из всех рассмотренных выше. Однако гибка труб в штампах имеет существенные недостатки, ограничивающие её применение, в частности:
1) значительное искажение диаметра трубы (смятие) в местах начального контакта её с пуансоном и матрицей;
2) невозможность гибки в двух и более плоскостях на одном штампе;
3) сложность доработки штампа на пружинение. Трубы со стенкой менее 1мм в штампах гнуть не рекомендуется, так как большая скорость штамповки увеличивает смятие трубы. Поэтому гибку таких труб рекомендуется выполнять на гидравлических прессах.
Гибку труб в штампах производят без наполнителя и с наполнителем Применение наполнителя уменьшает искажение сечения трубы.
Штамп для гибки труб
1—пуансон, 2—труба, 3—упор, 4—матрица.
Диаметр ручья штампа выполняется меньше наружного диаметра трубы на 0,3—0,4мм. Материалом для изготовления пуансона и матрицы могут служить стали, цинк и балинит.
Для уменьшения смятия поперечного сечения трубы применяют штампы, у которых матриц имеет качающиеся щёки. 
Штамп с качающейся матрицей для гибки труб.
1—пуансон, 2—качающиеся щёки матрицы, 3—корпус матрицы,
4—ось матрицы, 5—возвратная пружина, 6—упор щеки, 7—прижим- -выталкиватель, 8—труба.
В исходном положении качающиеся щёки 2 матрицы находятся в горизонтальном положении под действием возвратных пружин 5. Горизонтальное положение щёк фиксируется упорами 6. Труба 8 укладывается на щёки, имеющие ручей по наружному диаметру трубы. Средняя часть трубы опирается на прижим-выталкиватель 7. При ходе пуансона 1 вниз труба изгибается и щёки 2, поворачиваясь, обкатывают трубу вокруг пуансона, что уменьшает смятие трубы. При ходе пуансона вверх выталкиватель 7 поднимает трубу 8, а пружины 5 возвращают качающиеся щёки 2 в исходное положение.
Контроль согнутых труб
Контроль согнутых труб является наиболее сложным и требует специальной оснастки для проверки формы. Ниже показано приспособление для контроля согнутых труб с ниппельным соединением.

Приспособление для контроля согнутых труб.
1—фиксатор, 2—накидная гайка, 3—труба, 4—подвижный фиксатор ниппеля, 5—конусный ниппель, 6—ложементы, 7—плита.
Приспособление состоит из основания 7, на котором смонтированы ложементы 6 и фиксаторы торцов трубы 1 и 4. Монтаж ложементов и фиксаторов, как правило, производится по эталонам трубопровода, отстыкованным на самолёте.
Для сокращения сроков подготовки производства и уменьшения затрат на специальную контрольную оснастку применяют универсальные контрольные приспособления. Плита 7 изготавливается с пазами или с вмонтированными электромагнитами для крепления. Ложементы 6 и фиксаторы выполняются шарнирными и регулируются по высоте.
Перед приёмкой партии деталей в приспособление закладывают эталонную трубу для контроля приспособления, так как этими приспособлениями измеряют детали в процессе гибки и прихватки штуцеров, ниппелей и стаканов.
Овальность в местах изгиба трубы проверяют штангенциркулем или специальным шаблоном. Для проверки утонения стенки трубы в местах изгиба необходимо разрезать трубу. Ввиду этого в технологии указывается минимальное количество труб из партии, проверяемое на утонение стенки.