Назначение методов контроля качества сварных соединений должно производиться с учётом ответственности этих соединений, те е. с учётом категории конструкции, в которые они входят. При этом в общем случае должен быть предусмотрен контроль внешних и внутренних дефектов:
- внешним осмотром и измерениями сварных швов согласно требованиям [6,7].
- просвечиванием рентгено или гаммаграфированием согласно [ 6 ], либо ультразвуковой дефектоскопией согласно рекомендаций [ 7 ]. В курсовой работе необходимо назначить соответствующие методы контроля качества сварных соединений применительно к заданной секции корпуса судна.
Техника безопасности
Мероприятия по охране труда и технике безопасности должны быть разработаны согласно рекомендациям [ 1, 7 ] и с учётом всех способов сварки, нашедшим отражение в курсовой работе. Объём этого подраздела не должен превышать 1-1,5 стр.
В конце КР необходимо привести перечень использованной литературы.
ПРИЛОЖЕНИЯ
Приложение 1
Технологическая последовательность сборки и сварки бортовой секции корпуса судна
Технологическая карта (ТК) на сборку и сварку корпусной конструкции
Таблица П.1.1
| № опе рации | Содержание сборочных и сварочных операций с нумерацией деталей | Усл. обозн. спо-ба сварки | Обозн. сварно го шва | Положение в простр-ве | Сила тока,А. | Напря жение, В. | Скорость сварки, м/ч | Диаметр провол., электр-да мм | Марка пров., электр-да | Марка флюса, защитн. газа |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | 10. | 11. |
| 1. | Собрать узел из деталей 4 и 5 (2шт) | - | - | - | - | - | - | - | - | - |
| 2. | Приварить деталь 4 к детали 5 (2 шт) | УII | Т3 5 | н | 26-28 | 1,6 | Св08гс | Угл. газ | ||
| 3. | Собрать узел шпангоута из дет.1, 2 и 3 (2 шт) | - | - | - | - | - | - | - | - | |
| 4. | Приварить деталь 2 к дет. 3 (2 шт) | УII | Т6 | н | 26-28 | 1,0 | Св08гс | Угл.газ | ||
| 5. | И так далее… | |||||||||
| 6. | Собрать листы на эл. прихватках (дет.10,11,12) | - | - | - | - | - | - | - | - | - |
| 7. | Заварить пазы в разделку, (2 паза) | А | С13=10-12 | н | 28-30 | 4,0 | Св08А | Флюс ОСЦ-45 | ||
| 8. | Установить тавровые балки попер. набора (дет 2-3 на обшивку секции) состыковать на эл. прихватках. | - | - | - | - | - | - | - | - | - |
| 9. | И так далее по техпроцессу | |||||||||
| 10. | Сдать секцию ОТК на конструктивность и качество | |||||||||
| 11. | Произвести грунтовку и покраску |
Технолого-нормировочная карта на сварку секции
Таблица П.1.2
| Наименование операции | Толщина, мм | Положение шва | Тип шва и обозн. | Длина шва,м -------------------- РДС А/ф СО2 | Раз ряд | Норма времени,н-час на 1п.м.шва |
| Приварить дет.2 к дет.3 (сварка 2-х рамных шпангоутов) | н | Т3 5 | - - 20 | 0,05х20+0,11х20=3,2 | ||
| Приварить дет.4 к дет.5 (2 шт.) | н | Т3 5 | - - 4 | 0,05х4+0,11х4=0,64 | ||
| Сварка 2-х пазов обшивки борта (дет 10,11,12) | н | С13=10-12 | - 20 - | 0,029х20+0,2х20=4,58 | ||
| Приварить балки поперечного набора к Н.О. борта (дет.6 и 2 рамных шп-та-8шт.) | 8-12 | н | Т3 6 | - 80 - | 2,4+0,15х80=14,4 | |
| Приварить балку бортового стрингера к Н.О. (дет.7 к Н.О.) | 10-12 | н | Т3 6 | - - 11,2 | 1,12 + 2,0 = 3,12 | |
| Сварить балки поперечного набора со стрингером (дет.7, рамн. шп. и поперечный набор) | 8-10 | в | Т3 5 | - - 5,0 | 0,12х5 + 0,26х5=2,1 | |
| Итого: | - 100 40,2 | 28,04 н-час |

Рис. 3. Эскиз секции борта (55 – 62 шпангоут) Приложение
к Табл.П.1.1. и Табл.П.1.2.
Сечения пор шпангоутам
55 шп. 56 шп.
(применить для 55,60,шп.) (Применить для 56,57,58,59,61,62, шп)
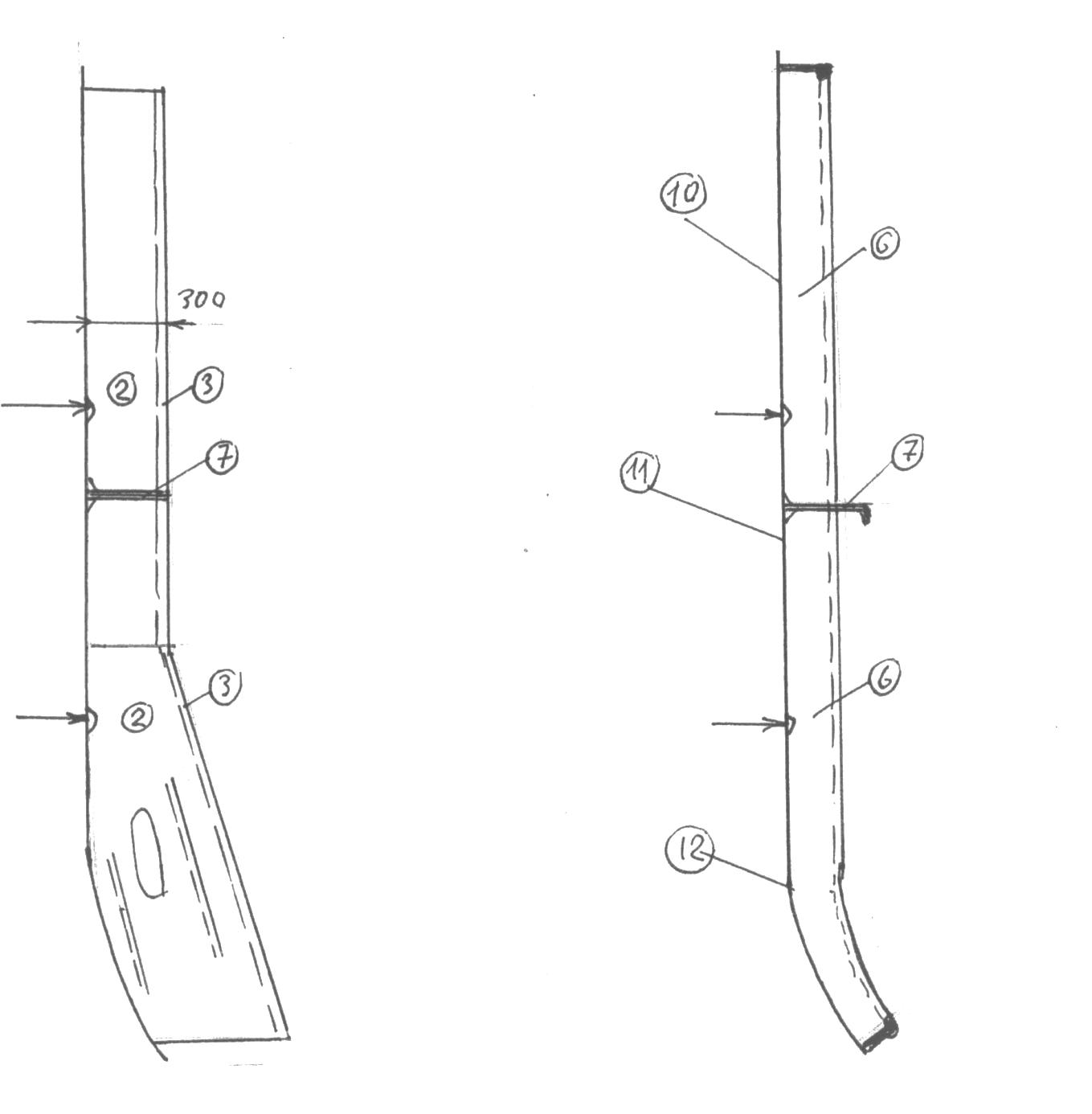
Рис. 3.1. Эскиз сечений к Табл.П.1.1 и П..2.
Приложение 2
Выбор диаметра электрода для РДС
Таблица П.2.1
| Толщина свариваемого металла, мм | Диаметр электрода для РДС, мм |
| 0,5 -1,0 | 1 – 1,5 |
| 1 - 2 | |
| 2 - 5 | 3 - 4 |
| 5 - 10 | 4 - 5 |
| 10 и более | 5 - 6 |
Сварочные материалы, применяемые при сварке
судовых корпусных конструкций
Таблица П.2.2
| Марка стали | Метод сварки | Марка св. проволоки или электрода | Марка флюса или защитн. газа |
| Вст.3сп, ВС.Ксп, Вст.5сп3, 09Г2, 10ХСНД, 20Л, 25Л, 08ГДНЛ | Автоматическая под флюсом Полуавтоматическая под флюсом. Полуавтоматическая в СО2 Автоматическая в СО2 | Св-08А, Св-08, Св10ГН СВ 08Г2С, Св08ГС, Св08ГСНТ - // - | ОСЦ-45, ФЦ-9, АН-348А, АН-348АМ Сварочный углекислый газ 1 или 2-го сорта |
| ВСт.3СП, ВС4СП, ВСт5СП3 10ХСНД, 20Л, 25Л, | Ручная дуговая сварка | АНО-4, АНО-6, МР-3, АНО-9, ОЗС-12, УОНИ 13/45, УОНИ 13/45А УОНИ 13/55 | - |
Нормы времени для расчётов трудоёмкости на проведение сварочных