Конструкторско-технологическая характеристика
….
….
….
….
….
Характеристики качества поверхностей и методы их обеспечения могут быть выполнены по ниже приведенной методике
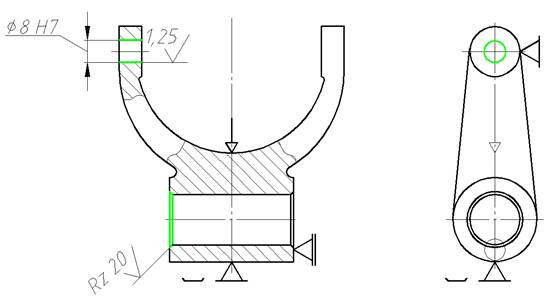
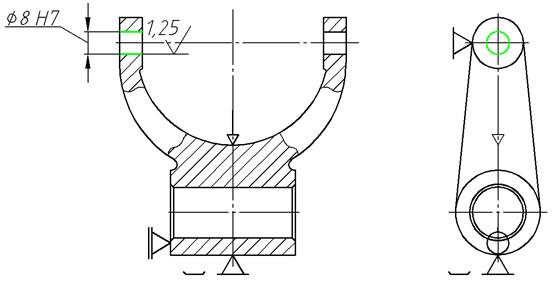
Для каждой из поверхностей в таблице 2.2 приведены параметры точности размеров, формы и расположения поверхностей, значения шероховатости, а также технологические методы, обеспечивающие получение заданных технических требований. Нумерация поверхностей представлена на рисунке 2.3.
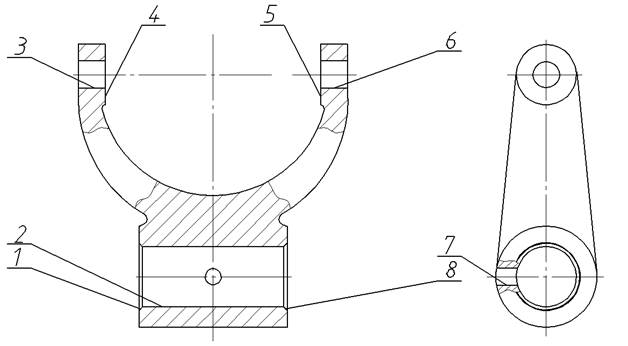
Рисунок 2.3 – Нумерация поверхностей
Таблица 2.2 –Заданные параметры качества и методы их обеспечения
| № поверхности | Параметры | Технологические методы обеспечения параметров качества | ||
| Точность | Форма и расположение | Шерохо ватость | ||
| IT7 | Допуск перпендикулярности 0,1 мм отн. базовой пов-ти Б, допуск параллельности 0,1 мм, отн. базовой пов-ти Б | 1,25 | Сверление предварительное, растачивание получистовое, чистовое на станках нормальной точности | |
| IT7 | Допуск на соосность 0,1 мм относительно базовой поверхности А. | 1,25 | Сверление предварительное, растачивание получистовое, чистовое на станках нормальной точности | |
| IT7 | - | Rz20 | Растачивание черновое, получистовое, чистовое на станках нормальной точности | |
| 4,5 | IT12 | Допуск на перпендикулярность 0,1 мм отн. базовой пов-ти Б. | Ra3.2 | Фрезерование черновое, получистовое на станках нормальной точности. |
| IT12 | - | Ra6.3 | Сверление черновое на станках нормальной точности | |
| 1, 8 | IT14 | - | Ra3.2 | Фрезерование черновое, получистовое на станках нормальной точности. |
Приведенные данные по точности размеров, формы и взаимного расположения детали определяются ее служебным назначением. Согласно результатам анализа можно предположить, что обработка будет производиться на станках нормальной точности, при этом для обеспечения требований по взаимному расположению целесообразно проводить обработку детали от единых технологических баз.
2.2……
2.3……
Составление технологического маршрута обработки
Разработка маршрутов изготовления основных поверхностей
В таблице 2.3 для поверхностей (рисунок 2.3) приведены маршруты их обработки, достигаемые параметры точности и шероховатости, а также номер схемы установки, которая может быть использована при их обработке.
Таблица 2.3 – Заданные параметры качества и методы их обеспечения
| № поверхности | Маршрут обработки поверхности | Достигаемые параметры | Схема установки | |
| Точности | Шерохо ватость, Ra | |||
| 3,6 | Сверление | Н12 | 6,3 | 1.1 |
| Растачивание получист. | Н9 | 2,5 | ||
| Растачивание чистовое | Н7 | 1,25 | ||
| Растачивание черновое | Н12 | 6,3 | 1.1 | |
| Растачивание получист. | Н9 | 2,5 | ||
| Растачивание чистовое | Н7 | 2,5 | ||
| 4,5 | Фрезерование черновое | IT14 | 6,3 | 1.1 |
| Фрезерование получист. | IT12 | 3,2 | ||
| Сверление | IT14 | 6,3 | 1.1 | |
| 1, 8 | Фрезерование черновое | IT14 | 6,3 | 1.1 |
| Фрезерование получист. | IT12 | 3,2 |
Разработка маршрутной технологии
На основе анализа типовых технологических процессов изготовления детали в условиях серийного производства было установлено, что при использовании рассмотренных схем базирования и установки вилка может быть обработана по варианту, приведенному в таблице 2.4. Для обработки всей совокупности поверхностей детали может быть использован сверлильно-фрезерно-расточной станок, например 2206ВМФ4.
Таблица 2.4 – Технологический маршрут
| Операция 005 Сверлильно-фрезерно-расточная Оборудование: Сверлильно-фрезерно-расточной станок мод. 2206ВМФ4 |

|
Позиция II
 Позиция III
Позиция III
|
Позиция IV

| ||
| Слесарная | ||
| Контрольная |