«Ф.Т.Р.» выпускает несколько групп продукции: форменная одежда — 25% от оборота ХФТР. Театральные костюмы и реквизит — 5% спортивный трикотаж — 70%.
По группе "форменная одежда", «Ф.Т.Р.» имеет довольно устойчивые позиции, владея 50% рынка при общей его емкости 150 тыс. ед./год. Основным конкурентом для этой товарной группы является Промкомбинат Минобороны Украины.
Эта товарная группа имеет все особенности государственного заказа: с одной стороны, постоянный гарантированный спрос, с другой — трудности с его оплатой.
Вторая товарная группа, "театральные костюмы и реквизит", самая сильная в ассортименте «Ф.Т.Р.», которая контролирует 90% этого рынка. Представляется, что работа именно с этой товарной группой позволит достичь предприятию его стратегических целей, используя его сильные стороны и не обращая внимания на мелких конкурентов. Вместе с тем, если потерять время и не продвигать свою продукцию, этим могут воспользоваться наиболее активные конкуренты и, приобретя опыт, они смогут представлять опасность для «Ф.Т.Р.».
Третья товарная группа, "спортивный трикотаж", приносит «Ф.Т.Р.» около 70% доходов. В то же время, «Ф.Т.Р.» имеет только 30% рынка. Создается впечатление, что предприятие так и не сформировало свое лицо на этом рынке: делается попытка конкурировать по ценам при наличии более дешевой импортной продукции; производство медленно перестраивается на выпуск новойпродукции, при условии, что зарубежные производители делают это быстрои умело. Представляется, что эта товарная группа требует еще более глубокого изучения, в первую очередь, изучение потребителей и их запросов.
К органам управления обществом относятся:
· Общее собрание акционеров, являющееся высшим органом управления.
· Совет общества, принимающий решения в пределах своей компетенции, в перерыве между проведением общих собраний акционеров.
· Директор, который является исполнительным органом
· Ревизионная комиссия, осуществляющая контроль, за финансово- хозяйственной деятельностью общества.
· Органы управления обществом избираются и отзываются общим собранием акционеров, сроком не менее 10 лет согласно Устава общества.
В состав органов управления обществом избраны лица, средний возраст которых 45 лет, образование - высшее, профессионализм и компетентность достаточны для обеспечения планирования, функционирования, выполнения производственных и социальных задач, жизнеобеспечения общества, а также для его перспективного развития.
5.Технологическая последовательность изготовления изделия

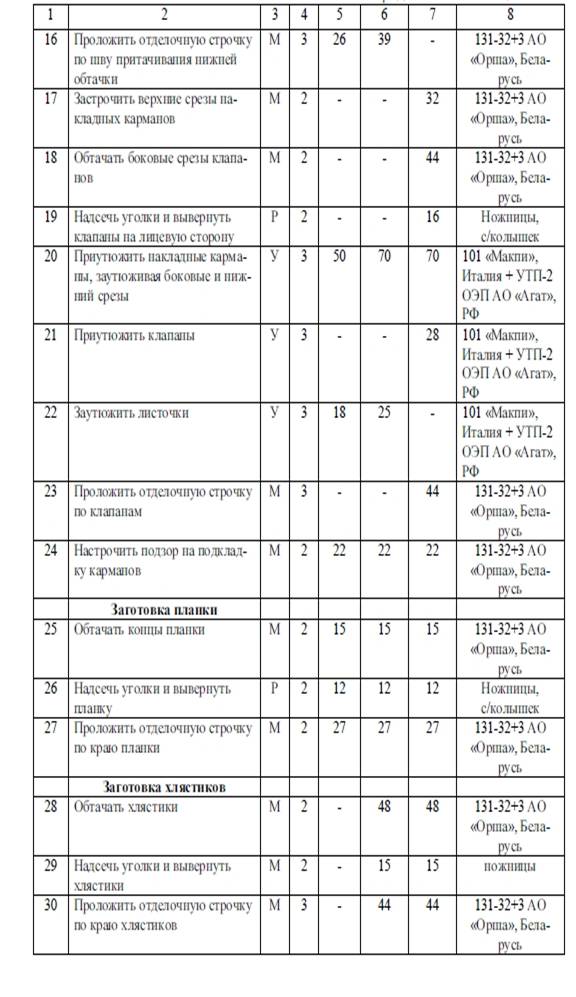


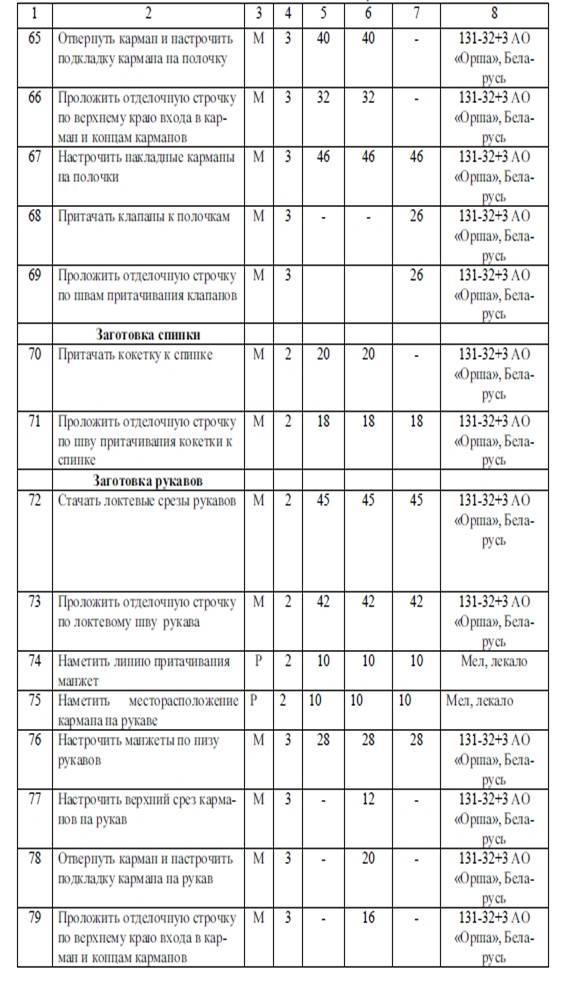

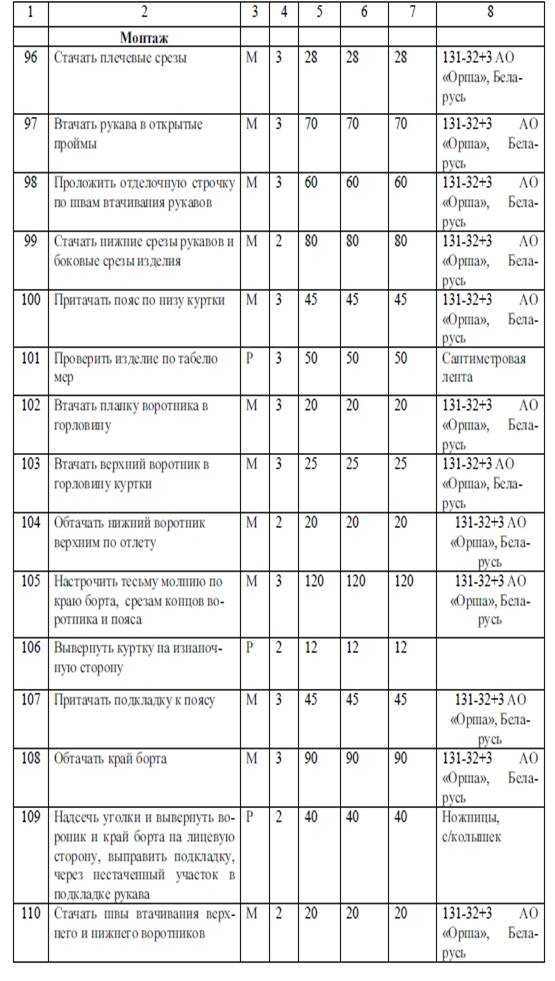


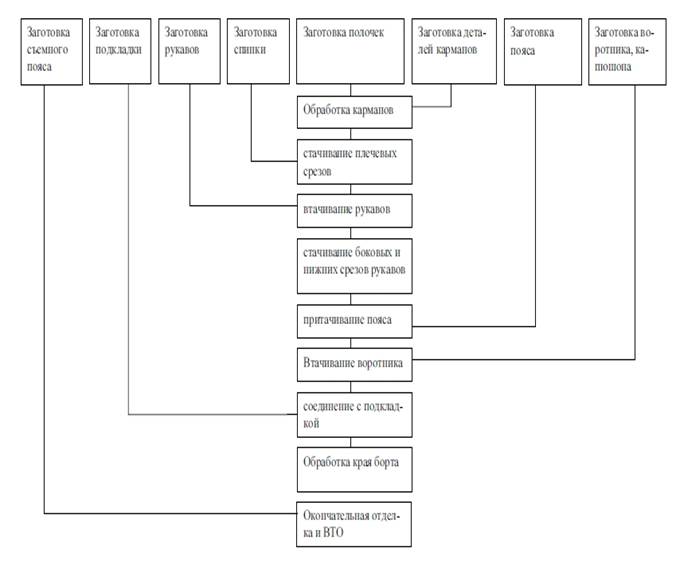
Схема обработки куртки
7. Вывод
В ходе практики я закрепила теоретические знания, полученные в процессе обучения, ознакомилась с основными этапами производства одежды на швейной фабрике массового пошива. Приобрела навыки выполнения более сложных технологических операций в более сложных условиях цеха, практической работы в рабочих коллективах, бригадах.
Также изучила структуру управления фабрикой, цехом; основные показатели эффективности производства, характеристику оборудования, методику исследования технологических операций, задачи и функции контролера и технолога потока, управление качеством продукции на предприятии.
Ознакомилась с технологическими процессами массового производства одежды, изучила технические условия для технологических операций с практическим выполнением двух-трех операций не ниже 3-го разряда на каком- либо производственном участке. Ознакомилась с задачами и функциями контролера, мастера потока и технолога цеха, поучаствовали в общественной жизни коллектива фабрики.
Чтобы усовершенствовать процесс в массовой обработке сорочки мужской из хлопчатобумажной ткани, на предприятиях используют различное оборудование.
Для уменьшения затрат времени пошива сорочки используется параллельный способ обработки всех внутренних швов изделия (боковых, плечевых, среднего шва спинки, внутренних швов рукава) на стачивающе-обметочной машине. Для хлопчатобумажной тканей используется 408-А класс, двухигольная машина пятиниточного цепного стежка.
Используют оборудование полуавтоматического действия, для пришивания пуговиц. Полуавтомат 1095 класса позволяет пришивать плоские диаметром 11-36мм.
Используют машины беспосадочного шва для выполнения соединительных операций и операций прокладывания отделочных строчек, оснащенных приспособлениями, позволяющими автоматизировать отдельные технологические приемы (выполнение закрепок в начале и конце строчки, остановка иглы в заданном положении, подрезание строчки). Это – 1957 М ПО - "Промшвеймаш"-212-115105/Е112 фирма "Дюркопп"(Германия)
Используют приспособления малой механизации на универсальных машинах, позволяющие сократить затраты времени при выполнении отдельных операций, а также исключить ряд вспомогательных ручных операций предшествующих основным.
Приспособление для формирования двойного подгиба низа, при выполнении операции – застрачивание припуска подгиба низа изделия:
1) если ширина шва застрачивания равна 10 мм-2-11М МОМЗ ЦНИИШП
2) если ширина шва застрачивания равна 20 мм-3051924702000 ПО "Промшвеймаш". Также используют приспособления, позволяющие обеспечить посадку одного из стачиваемых срезов (при притачивании)-1-69 МОМЗ ЦНИИШП.