Элементы токарного станка
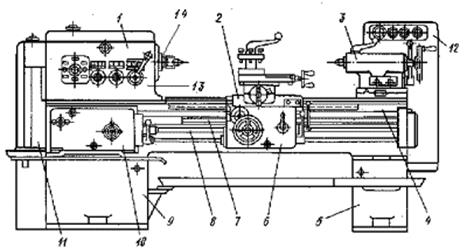
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро -пусковая аппаратура, 13 - коробка скоростей, 14 - шпиндель.
Виды токарной обработки (токарно-винторезные станки, револьверные, карусельные, фрезерные, токарно-координатные)

a) - обработка наружных цилиндрических поверхностей, б) - обработка наружных конических поверхностей, в) - обработка торцов и уступов, г) - вытачивание пазов и канавок, отрезка заготовки, д) - обработка внутренних цилиндрических и конических поверхностей, е) - сверление, зенкерование и развертывание отверстий, ж) - нарезание наружной резьбы, з) - нарезание внутренней резьбы, и) - обработка фасонных поверхностей, к) - накатывание рифлений.
Cтрелками показаны направления перемещения инструмента и вращения заготовки
1) Токарно-винторезные станки являются наиболее универсальной группой токарного оборудования и применяются как для выполнения различных токарных и токарно-винторезных работ, так и для нарезания резьб - метрических, дюймовых, модульных и питчевых.
Токарно-винторезные станки используют не только для единичного, но и для мелкосерийного и серийного производства. У токарно-винторезных станков конструкция и кинематическая схема почти всегда одинакова. Основными конструктивными узлами токарных станков являются:
станина - к которой крепятся все механизмы и узлы станка;
передняя бабка - в ней размещаются шпиндель, коробки подач, скоростей и другие элементы;
коробка подач - осуществляет с необходимым соотношением передачу движения от шпинделя к суппорту (при помощи ходового винта при нарезании резьбы или ходового валика при обработке других поверхностей);
фартук -используется для преобразования вращения ходового винта или вала в продольное движение суппорта с инструментом;
задняя бабка - в пиноли которой обычно устанавливается упорный центр для поддержки обрабатываемой детали или режущий инструмент (развертка, сверло и т. д.) для обработки осевых отверстий в деталях, которые крепятся в патроне;
суппорт - служит для крепления токарных резцов и передачи им движения подачи.
2) Револьверный станок - металлорежущий станок токарной группы, оснащенный многопозиционной поворотной револьверной головкой (См. Револьверная головка), несущей инструменты для обработки наружных и внутренних поверхностей точением, растачиванием, сверлением, зенкерованием, развёртыванием, накатыванием и т.п.
На Р. с. получают детали сложной формы из прутков и штучных заготовок. Прутковые Р. с. имеют механизм для подачи и зажима прутка. Р. с., на которых обрабатывают штучные заготовки, называются патронными; они снабжены патроном с ручным или механизированным зажимом. Различают Р. с. с вертикальным (рис., а), горизонтальным (рис., б) и наклонным расположением револьверной головки; ручные, механизированные и автоматизированные. В ручных Р. с. подача прутка осуществляется вручную, поворот револьверной головки — автоматически при отводе суппорта в исходное положение. Механизированный Р. с. обычно имеют механизированный зажим, подачу прутка и движение суппортов. Автоматизированный Р. с. оснащают устройствами для автоматического переключения скоростей шпинделя и подачи суппортов при повороте револьверной головки. В Р. с. с цикловым программным управлением автоматизация цикла, а также движений рабочих органов осуществляется электромагнитными муфтами, электродвигателями, гидроцилиндрами и т.п. Программа обработки задаётся соответствующей установкой штеккеров, перемещения рабочих органов — переставными упорами, воздействующими на путевые выключатели.
3) Карусельные станки применяют для обработки тяжелых деталей большого диаметра, но сравнительно небольшой длины. На них можно обтачивать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и др. Основными размерами карусельных станков считают наибольшие диаметр и высоту обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку, в 1,25 раза большую по диаметру, чем предыдущая, т. е. у карусельных станков принят знаменатель размерного ряда <р = 1,26.
4) Фре́зерные станки́ — группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т.п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Металлорежущий инструмент фрезерной группы станков. Концевые фрезы.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.