1.. … применяется дляпроверки величин зазоров между поверхностями детали или сопряженными деталями
1. штангенинструменты
2. микрометрические инструменты
3. щуп
2. …… служит для проверки плоскостности плоскостей методом линейных отношений
1. уровень
2. линейка с широкой рабочей поверхностью
3. угломер
3. …… называется разность между наибольшим и наименьшим предельными размерами
1. взаимозаменяемостью деталей
2. посадкой
3. допуском
4. …… - это нанесение разметочных линий в нескольких плоскостях или на нескольких поверхностях
1. плоскостная разметка
2. пространственная разметка
5. …… служат для разметки окружностей, дуг, деления углов и окружностей, перенесения размеров и других геометрических построений
1. разметочные циркули
2. кернер
3. чертилки
6. ….. – это слесарная операция, при которой с помощью молотка или давления пресса заготовкам или деталям придают правильную геометрическую форму
1. правка
2. рубка
3. гибка
7. …… применяют для опиливания баббита, кожи, дерева, резины, кости и т.д.
1. напильники с одинарной насечкой
2. напильники с двойной насечкой
3. напильники с рашпильной насечкой
8. ….. называется процесс образования отверстий в сплошном материале режущим инструментом
1. припасовкой
2. распиливанием
3. сверлением
9. ……..производиться цековками для зачистки торцовых поверхностей
1. цекованием
2. зенкованием
3. зенкерованием
10. ….. называется расстояние от вершины резьбы до ее основания, т.е. высота уступа
1. профилем резьбы
2. шагом резьбы
3. глубиной резьбы
4. наружным диаметром резьбы
РАЗДЕЛ 3.РАЗМЕРНАЯ ОБРАБОТКА ДЕТАЛЕЙ.
Задание – продолжите название изображения или озаглавить.

Рис.1 Приемы использования измерительной _______________________.
(название инструмента)
Отметьте правильные способы использования измерительного средства.

Рис.2 Определение размера по _____________________ с использованием __________________.
(название инструмента) (название инструмента)

Рис.3 Приемы применения _______________ ____________________.
(название инструмента)

Рис.4 ____________________________.
(название инструмента)

Рис. 5 ______________________________.
(название инструмента)

Рис.6 ___________________________.
(название инструмента)

Рис.7 _________________ ____________________.
(название инструмента)

Рис.8 _________________________.
(название инструмента)

Рис.9 _____________________________.
(название инструмента)

Рис.10 _______________ ______________________.
(название инструмента)
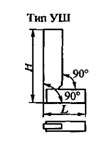
Рис.11 _________________________.
(название инструмента)

Рис.12 __________________________________.
(название инструмента)

Рис. 13 _________________ _______________ ____________________.
(название инструмента)

Рис. 14 _____________ для контроля деталей шлицевых соединений (пробка).
(название инструмента)

Рис. 15 ______________ для контроля деталей шлицевых соединений (кольцо).
(название инструмента)

Рис. 16 ____________________ для контроля ширины шпоночного паза.
(название инструмента)

Рис.17 _________________________.
(название инструмента)

Рис. 18 ____________________ ___________________.
(название инструмента)

Рис. 19 ____________________ ___________________ (все размеры указаны в мм).
(название инструмента)

Рис. 20 ___________________ _____________________.
(название инструмента)

Рис. 21 __________________ ______________________.
(название инструмента)

Рис.22Отклонение плоских поверхностей от формы.
_________________________________________.
(название отклонения)

Рис.23Отклонение плоских поверхностей от формы.
_________________________________________.
(название отклонения)

Рис.24Отклонение от округлости.
_________________________________________.
(название отклонения)

Рис.25Отклонение от округлости.
_________________________________________.
(название отклонения)

Рис.26Отклонение от округлости.
_________________________________________.
(название отклонения)
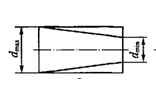
Рис.27Отклонение от профиля продольного сечения.
_________________________________________.
(название отклонения)

Рис.28Отклонение от профиля продольного сечения.
_________________________________________.
(название отклонения)
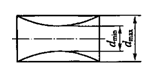
Рис.29Отклонение от профиля продольного сечения.
_________________________________________.
(название отклонения)

Рис. 30 Обозначение ________________ поверхности.
(название параметра)

Рис. 31 ______________________________.
(название инструмента)

Рис. 32 ______________________________.
(название инструмента)

Рис. 33 Приемы контроля измеряемого диаметра вала проходной_____________________________________.
(название)

Рис. 34 ______________ применяют для измерения шага резьбы.
(название инструмента)

Рис. 35 Для проверки цилиндрической крепежной резьбы применяют рабочие, приемные и контрольные __________________.

Рис. 36 _____________ _________________ служат для определения отклонений действительного профиля зуба от теоретического.
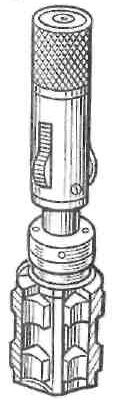
Рис. 37 ______________________________.
(название инструмента)

Рис. 38 ______________________________.
(название режущего инструмента)

Рис. 39 ______________________________.
(название операции)

Рис. 40 ______________________________.
(название операции)
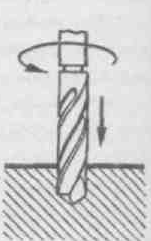
Рис. 41 ______________________________.
(название операции)

Рис. 42 ______________________________.
(название операции)

Рис. 43 ______________________________.
(название операции)

Рис. 44 ______________________________.
(название операции)

Рис. 45 ______________________________.
(название операции)

Рис. 46 ______________________________.
(название операции)

Рис. 47 ______________________________.
(название станка)

Рис. 48 ______________________________.
(название станка)

Рис. 49 ______________________________.
(название станка)

Рис. 50 ______________________________.
(название станка)
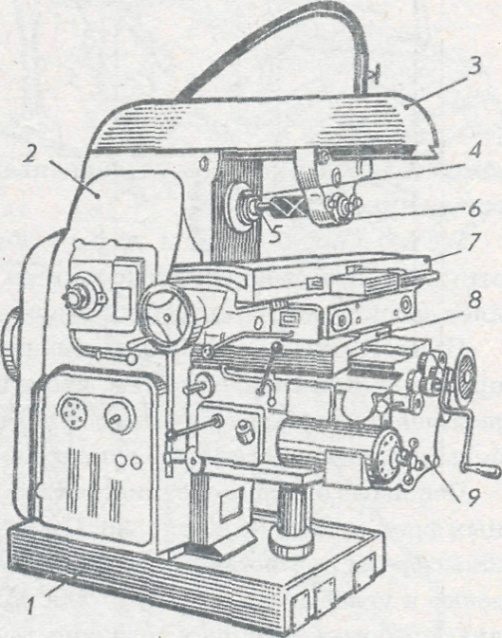
Рис. 51 ______________________________.
(название станка)
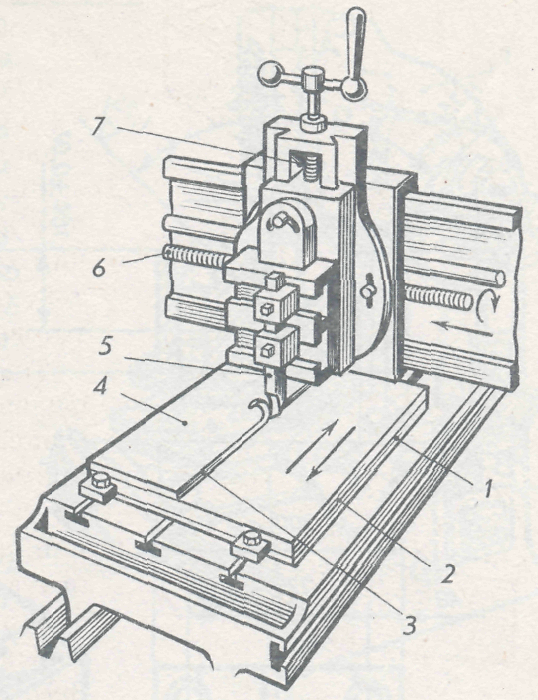
Рис. 52 ______________________________.
(название станка)

Рис. 53 ______________________________.
(название инструмента)

Рис. 54 ______________________________.
(название инструмента)

Рис. 55 ______________________________.
(название инструмента)
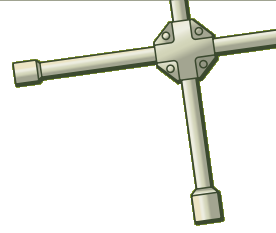
Рис. 56 ______________________________.
(название инструмента)

Рис. 57 ______________________________.
(название инструмента)

Рис. 58 ______________________________.
(название инструмента)

Рис. 59 ______________________________.
(название инструмента)

Рис. 60 ______________________________.
 (название инструмента)
(название инструмента)
Рис. 61 ______________________________.
(название инструмента)

Рис. 62 ______________________________.
(название инструмента)

Рис. 63 ______________________________.
(название инструмента)

Рис. 64 ______________________________.
(название инструмента)

Рис. 65 ______________________________.
(название инструмента)
Рис. 66 ______________________________.
(название инструмента)
Рис. 67 ______________________________.
(название инструмента)

Рис.68______________________________.
(название инструмента)
Рис. 69 ___________________________. 
(название инструмента)

Рис. 70 ______________________________.
(название инструмента)
Рис. 71 ______________________________.
(название инструмента)

Рис. 72 ______________________________.
(название инструмента)
Рис. 73 ______________________________. 
(название инструмента)
РАЗДЕЛ 4. СРЕДСТВА МЕТРОЛОГИИ, СТАНДАРТИЗАЦИИ И СЕРТИФИКАЦИИ.
Прочитайте показания микрометра.

| |
|
| |
|
| |
|
|