При производстве многослойных изделий (транспортерные ленты, покрышки, рукава, ремни) отдельные детали или полуфабрикаты для сборки изготовляются на специальных заготовительных участках.
Большинство заготовительных операций являются механическими и заключаются в вырубании или разрезании материалов под разными углами.
Для каждой группы операций используют специальные машины.
Заготовка деталей резинотехнических изделий, обычно связана с резанием, раскраиванием, вырубкой резиновых, резинотканевых и прочих материалов.
Для этих целей применяется значительное количество различных резательных, вырубных станков и машин, к которым предъявляются следующие основные требования: высокая точность размеров нарезаемых заготовок; минимальное количество отходов материалов при раскрое; высокая производительность; отсутствие сминания материалов при раскрое; возможность быстрого перехода с одного размера или конфигурации заготовки на другой; высокий уровень механизации и автоматизации процесса; простота и надежность работы машины; безопасность для работающих на машине.

Основными приемами заготовки деталей из резины и прорезиненных тканей являются вырезка и вырубка.
Вырезка. Заготовки вырезают при помощи плоских, дисковых (гладких и расчлененных), спиральных и ленточных ножей или вырубают разнообразными по форме резаками (штанцевыми ножами), имеющими замкнутый контур режущей кромки и конфигурацию, соответствующую форме заготовки.
На рис. 16 представлены схемы заготовки деталей и типы режущих инструментов, наиболее широко применяемых в различных отраслях резиновой промышленности.
Ножи 1 с острозаточенной режущей кромкой прямоугольной формы (рис. 16, а) неподвижны, а ткань 2 перемещается и при этом разрезается. Этот способ применяется для продольной резки тяжелых тканей (прорезиненный бельтинг) в производстве ремней и транспортерных лент.
Вращающиеся дисковые ножи 4 с острой кромкой (рис. 16, б) разрезают вдоль нитей основы движущуюся ткань 2. Применяются для раскроя однослойных и дублированных прорезиненных тканей в производстве шин, РТИ и обуви.
Подвижный нож (рис. 16, в) - с острозаточенной клинообразной режущей кромкой. Ткань 2 во время резки неподвижна. Во избежание образования складок при движении ножа ткань зажимается между планками 7 и 8, которые разжимаются при передвижении ткани и обратном ходом ножа перед следующим отрезом, при этом нож отводится от ткани. Эти ножи применяются для раскроя под углом однослойных прорезиненных тканей на вертикальных диагонально-резательных машинах.
Ножевое устройство (рис. 16, г) содержит вращающийся и перемещающийся по линии реза дисковый нож 9 с прямоугольной режущей кромкой и неподвижный нож 11 с такой же встречной кромкой. Разрезаемый материал 2 удерживается во время реза прижимной планкой 10. Такое устройство применяют в производстве шин из металлокорда и резинотросовых транспортерных лент.
Ножевое устройство (рис. 16, д) содержит барабан (ротор) 12 с закрепленными на его поверхности по спирали пластинчатыми ножами 13 с расстоянием между ними и с углом подъема спирали, соответствующими геометрии закроя ткани, и прижимной барабан 14. Линейная скорость передвижения ткани равна окружной скорости вращения барабанов. Такой способ применяется для резки однослойных прорезиненных тканей в шинном производстве.
Вращающийся дисковый нож 15 (рис. 16, ё) с нарезанными по окружности зубцами в виде перьев с закругленными и острозаточенными кромками. Нож при раскрое ткани 2 одновременно с вращением передвигается вдоль линии резания, при этом ткань приподнимается к ножу с помощью направляющей лапки 16. Эти устройства применяются для раскроя под углом преимущественно однослойных прорезиненных тканей.
Ленточный нож 19 (рис. 16, ж) выполнен в виде бесконечной стальной ленты с острозаточенной кромкой, движущейся с большой скоростью в щели стола 18, на который укладывается стопкой разрезаемая ткань 2. Перемещением ткани по шаблону 20 навстречу режущей кромке ножа получают заготовки сложной конфигурации. Такое устройство используют в производстве резиновой обуви и резинотехнических изделий.
Для вырубки заготовок сложной конфигурации при обеспечении высокой точности и производительности используют штанцевые ножи 22 (рис. 16, з). Лезвие штанцевого ножа затачивается с наружной стороны под углом 18-25°, а внутренняя полость ножа несколько расширяется кверху (на 2-4 мм).
Очень большое число операций выполняется закройными машинами. Они могут резать по шаблонам или вдоль, поперек и под углом к направлению каландрования или нитей основы.
Для резки по шаблону используют ленточные, циркулярные и гильотинные ножи.
Имеются машины для поперечной резки трубок, шнуров, профилей на заготовки заданной толщины (например, кольца к крышкам для консервирования).
Специальные машины применяются для резки обрезиненных тканей и текстильного корда.
Для резки вдоль и поперек направления основы применяют продольно-резательные машины (ПРМ), под углом – диагонально-резательные (ДРМ) с дисковыми ножами. Ширина реза в них определяется скоростью движения транспортера.
Вырубание – это получение заготовки с помощью замкнутого ножа, повторяющего профиль заготовки.
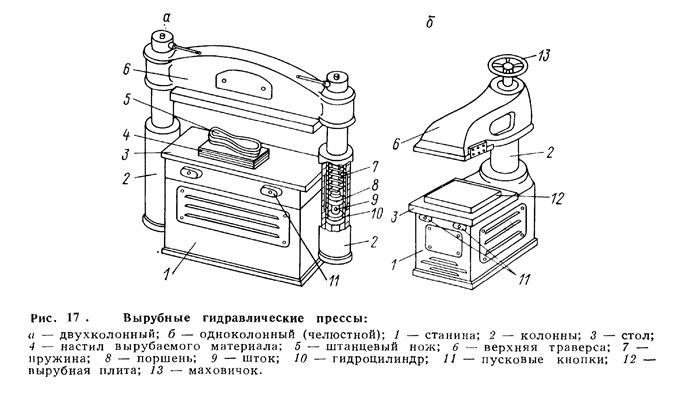
Вырубные прессы применяются для вырубки заготовок деталей из многослойного настила прорезиненной ткани или листовой резиновой смеси при помощи штанцевых ножей.
Сборочные операции
Изделия сложной конфигурации собираются на специальных станках, число конструкций которых столь же велико, как и число изделий.
В основном проводится послойная сборка с прикаткой каждого слоя специальными прикатчиками. Для выхода остатков воздушных пузырей, собранные заготовки прокалываются в нескольких местах.
При изготовлении ряда изделий, особенно покрышек, собранная заготока имеет форму, далекую от формы готового изделия. В этих случаях предварительное формование при невысоких температурах на предформовщиках или экспендерах. Предварительное формование позволяет сократить потери резиновых смесей, так как выпрессовка получается невулканизованной и может быть повторно использована.