- Виды и характеристики изнашивания.
Изнашивание – процесс разрушения и отделения материала с поверхности твердого тела или накопление остаточной деформации, проявляющееся в изменении размеров и формы детали (ГОСТ 27674-88).
Износ – результат изнашивания, определяемый в единицах длины, объема, массы.
Скорость изнашивания γ – отношение значения износа Δh к интервалу времени Δt, в течение которого он возник.
Интенсивность изнашивания I – отношение износа Δh к пути L.
Износостойкость - свойство материала оказывать сопротивление изнашиванию в определенных условиях трения, оцениваемое величиной, обратной скорости изнашивания или интенсивности изнашивания. Существует 10 классов износостойкости: U = 103…1012, обозначаемые цифрами от 3 до 12.
Относительная износостойкость - безразмерный показатель, характеризующий соотношение абсолютных величин износа двух материалов, из которых один принят за эталон.
Показатели изнашивания не сохраняют постоянных значений. Они изменяются во времени преимущественно по кривой В.Ф. Лоренца (рисунок).
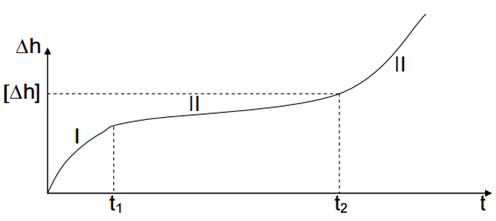
I – приработка; II – износ с постоянной скоростью; III – катастрофическое изнашивание; Δ[h] – предельный износ.
Процесс приработки (I) характеризуется повышенным тепловыделением, изменением микрогеометрии поверхности и отделением с поверхности частиц износа. Процесс установившегося трения (II) с малой интенсивностью изнашивания продолжается до тех пор, пока геометрические размеры детали не повлияют на режим работы механизма или до наступления предела усталости материала. Детали из одной партии могут изнашиваться по-разному. Это обусловлено вероятностной природой контактирования шероховатых поверхностей, разбросом свойств конструкционных и смазочных материалов, полем допусков на изготовление деталей, погрешностями сборки конструкции, эксплуатационными характеристиками и т.д.
В соответствии с ГОСТ 27.674-88 изнашивание делится на три основные группы: механическое, происходящее в результате только механического взаимодействия материалов трущихся поверхностей, коррозионно-механическое, характеризующееся процессом трения материалов при химическом и (или) электрическом взаимодействии со средой, и изнашивание при действии электрического тока.
Наиболее распространенными разновидностями механического изнашивания являются абразивное и усталостное. Абразивное изнашивание — процесс разрушения поверхности резанием и царапанием твердыми абразивными частицами среды, в которой происходит работа деталей. Твердость абразивных частиц выше, чем металла, что способствует разрушению поверхности деталей и резко увеличивает их износ. Усталостное изнашивание — процесс разрушения деталей, характеризующийся усталостными явлениями в поверхностных слоях металла. Оно наблюдается в условиях высоких контактных нагрузок циклического действия. Развитие прогрессирующего усталостного изнашивания начинается с появления усталостных трещин. Смазочный материал, попадая в трещины, способствует их расклиниванию и выкрашиванию частиц металла. Этот вид изнашивания является основным для зубьев тяжело нагруженных шестерен. Интенсивность усталостного изнашивания зависит от нагрузки и температуры, твердости материала и шероховатости поверхности, применяемых смазочных материалов.
При трении металлических пар иногда происходит заедание вследствие схватывания контактирующих участков, что приводит к глубинному вырыванию материала, переносу его с одной поверхности на другую. Этот вид изнашивания обладает высокой интенсивностью и приводит к отказу сопряжения. Скорость изнашивания равна 10-15 мкм/ч.
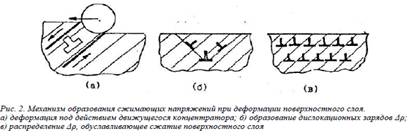
Гидроэрозионное (газоэрозионное) изнашивание поверхности происходит в результате воздействия потока жидкости (газа), а гидроабразивное (газоабразивное) — в результате действия твердых тел, увлекаемых потоком жидкости (газа) (рис. 2). Кавитационное изнашивание происходит в результате высоких локальных давлений или температур, возникающих вследствие захлопывания пузырьков газа вблизи поверхности твердого тела при его движении относительно жидкости (рис. 3). Изнашивание при фреттинге — механическое изнашивание соприкасающихся тел при колебательном микросмещении (рис. 4). Электроэрозионное изнашивание — эрозионное изнашивание поверхности в результате воздействия разрядов при прохождении электрического тока.
Окислительное изнашивание происходит в результате появления на поверхности трения защитных пленок вследствие взаимодействия материала и кислорода. При этом происходит образование пленок твердых растворов кислорода с материалом изделия, что резко изменяет свойства трущихся поверхностей и вносит свою специфику в появление других видов изнашивания. Окислительный процесс наблюдается на стенках цилиндров двигателей при неполном сгорании топлива и работе при температуре ниже оптимальной. Скорость изнашивания составляет 0,1-0,5 мкм/ч.
Фреттинг-коррозия является многостадийным процессом химико-механических взаимодействий трущихся поверхностей. На участках с этим видом изнашивания первоначально наблюдается процесс схватывания, упрочнения поверхностей контакта, циклическая текучесть подповерхностных слоев и разрушение окисленных пленок. Вторая стадия характеризуется появлением коррозионно-активной среды в микротрещинах деталей. Изнашивание связано с удалением образовавшихся окисленных пленок в зоне контакта. Третья стадия характеризуется высокой интенсивностью разрушения поверхностных слоев, предварительно разрыхленных усталостными и коррозионными процессами.
Эволюция структуры поверхностного слоя при трении. Масштабные уровни. Механизм образования сжимающих напряжений и ротационных движений в твердом теле при трении.
Трение является диссипативным процессом, в котором основная часть работы внешних сил затрачивается на пластическую деформацию поверхностного слоя и выделение тепла. При этом напряженно-деформированное состояние поверхностных слоев при трении имеет свои особенности. Так, в отличие от объемного напряженно-деформированного состояния, при трении максимальные напряжения возникают в микрообъемах поверхностного слоя, связанных с пятнами касания.
 При трении в поверхностном слое выделяют характерны
При трении в поверхностном слое выделяют характерны
 зоны, отделенные друг от друга границами (рис. 1). Самый верхний слой (1), представляет собой слой адсорбированных молекул жидкостей и газов, включая ПАВ. Слой 2, называемый "третье тело" или слой переноса, отличается от нижележащих областей, состоящих только из материала основы, тем, что в нем присутствуют частицы контробразца и продукты химических реакций. В зависимости от условий трения и контактирующих материалов структура зоны переноса может быть в виде или тонкого слоя оксидов, или мелкокристаллической смеси материалов трущихся тел. Эта зона является результатом действия физико-химических процессов и механического перемешивания.Внутри зоны 3, в которой имеют место градиенты деформации и субзеренная структура, зарождаются несплошности и трещины как результат накопления элементов трибодеструкции, обусловленной влиянием циклов
зоны, отделенные друг от друга границами (рис. 1). Самый верхний слой (1), представляет собой слой адсорбированных молекул жидкостей и газов, включая ПАВ. Слой 2, называемый "третье тело" или слой переноса, отличается от нижележащих областей, состоящих только из материала основы, тем, что в нем присутствуют частицы контробразца и продукты химических реакций. В зависимости от условий трения и контактирующих материалов структура зоны переноса может быть в виде или тонкого слоя оксидов, или мелкокристаллической смеси материалов трущихся тел. Эта зона является результатом действия физико-химических процессов и механического перемешивания.Внутри зоны 3, в которой имеют место градиенты деформации и субзеренная структура, зарождаются несплошности и трещины как результат накопления элементов трибодеструкции, обусловленной влиянием циклов
переменных напряжений. Обычно границы данной зоны определяются металлографически. Материал зоны 4 претерпевает только квазиупругие деформации со следами скольжения. Его структура практически не отличается от исходной.
По методам исследования можно выделить следующие характерные масштабные уровни.

Поверхностные слои имеют мезоскопические размеры по толщине и макроскопические - вдоль поверхности: Это вызывает ряд свойств со смешанными характерными масштабами lm, ljr и lM. Прежде всего, это плоский слой со средними напряжениями сжатия - рис. 2.