ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра оборудования и процессы машиностроительных производств
Индивидуальное задание
по дисциплине «Студенческая научно-исследовательская работа»
Выполнил _____________ ________ Карпенко В.А.
Группа: МД – 11
Проверил
доцент, к.т.н. _____________ ________ Огаджанян О.И.
Липецк 2015
Содержание
1 Анализ конструкции штампа …………………………..………………..3
2 Технология сборки штампа………….…………………………………..6
2.1 Подготовка плит…………………...…………………………………...6
2.2 Сборка хвостовика с верхней плитой штампа…………..…………...6
2.3 Сборка направляющих втулок с верхней плитой…………………….7
2.4 Сборка направляющих колонок с нижней плитой…………………...7
2.5 Сборка блока и его приработка………………………...……………...8
2.6 Сборка пуансона с верхней плитой …………………...……………...8
2.7 Сборка корпуса с матрицей …………………………...………………9
2.8 Сборка направляющей и корпусом и нижней плитой……………….9
2.9 Окончательная сборка……….………………………………………..10
2.10 Наладка штампа и контроль………………………………..............10
Библиографический список…………………………………………………….11
Спецификация……………………………………………………………………12
Анализ конструкции штампа последовательного действия
Штамп простого действия для вырубки петли представлен на рисунке 1. Штамп включает в себя блок, состоящий из верхней 6 и нижней 7 плиты, изготовленных литьем. Перемещению верхней плиты относительно нижней способствуют два направляющих узла, состоящих из колонок 19 и втулок 18. Втулки запрессованы в отверстия верхней плиты, а колонки в отверстия нижней. В центральной части верхней плиты имеется хвостовик 20, предназначенный для ее крепления к ползуну пресса. Также плиты содержат необходимое количество сквозных, глухих, резьбовых отверстий, служащих для крепления к ним инструмента. В рассматриваемом штампе содержится один вырубной пуансон. Он соединен штифтами и винтами с верхней плитой. Рассмотрим сборку инструментов нижней плиты. Сначала, при помощи винтов 17, к нижней части плиты прикручивается крышка 3. Затем корпус 2, при помощи винтов 12, закрепляется матрица 4. При помощи штифтов 24, корпус 2 с матрицей 4 закрепляется на нижней плите, после чего окончательно закрепляется винтами 13 вместе с направляющей 5. Следующим шагом, при помощи винтов 15, на корпусе закрепляется съемник 9.

Рисунок 1. Штамп простого действия для вырубки: 2-корпус,
3-крышка, 4-матрица, 5-направляющая, 6-верхняя плита, 7-нижняя плита, 8-пуансон, 9-съемник, 10-упор, 11,12,13,15,17-винты, 18-втулка направляющая, 19-колонна направляющая, 20-хвостовик, 22,24-штифты
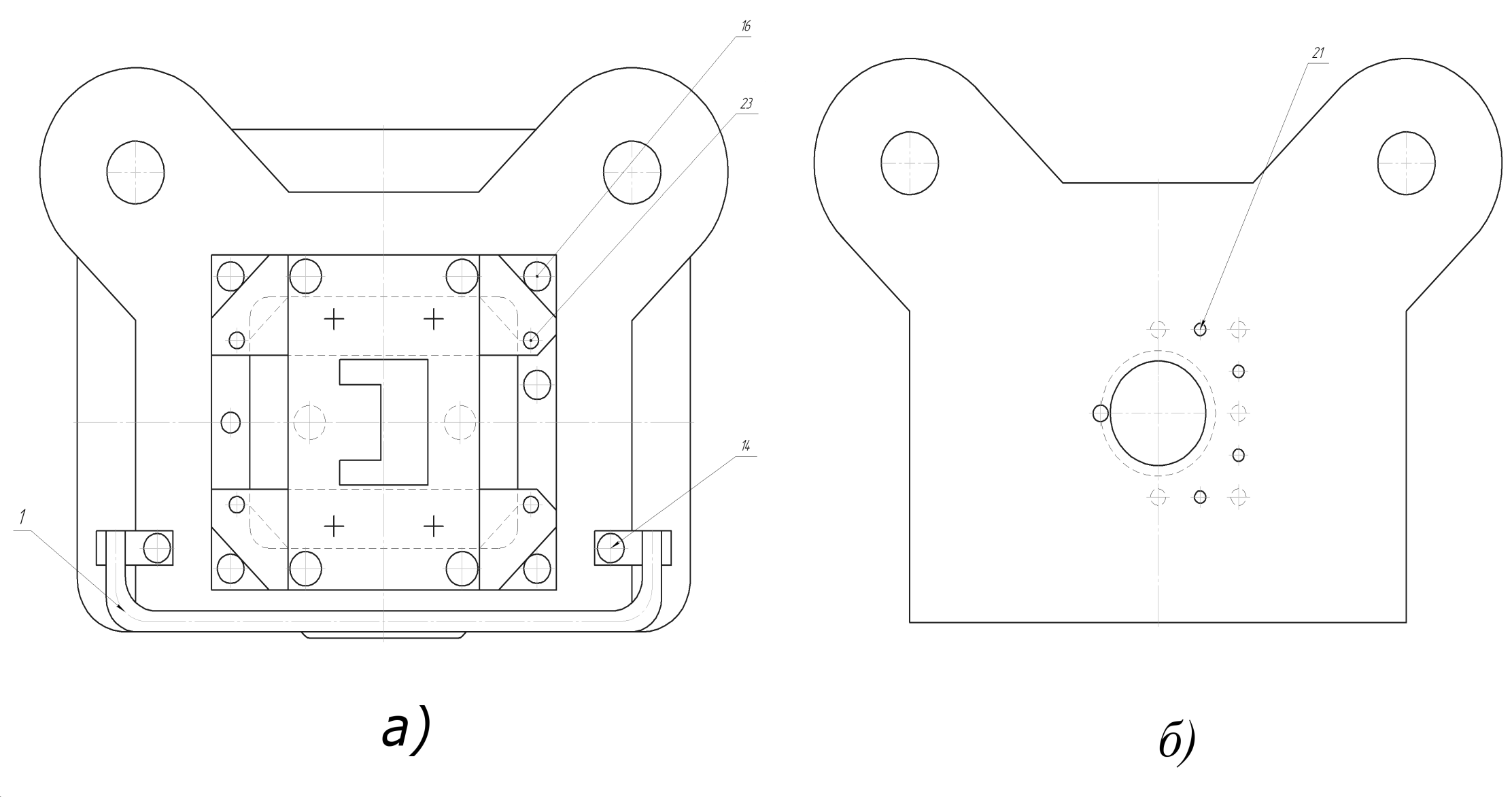
Рисунок 2. План: а) низа: 1-ограждение, 14,16-винты, 23-штифт;
б) верха: 21-штифт
Технология сборки штампа
2.1 Подготовка плит
Подготовка плит 6 и 7 к растачиванию отверстий под колонки, втулки, хвостовик, винты, штифты. При этом поверхности плит необходимо прошлифовать.
Выбираем метод обработки поверхностей на координатно-расточном станке.
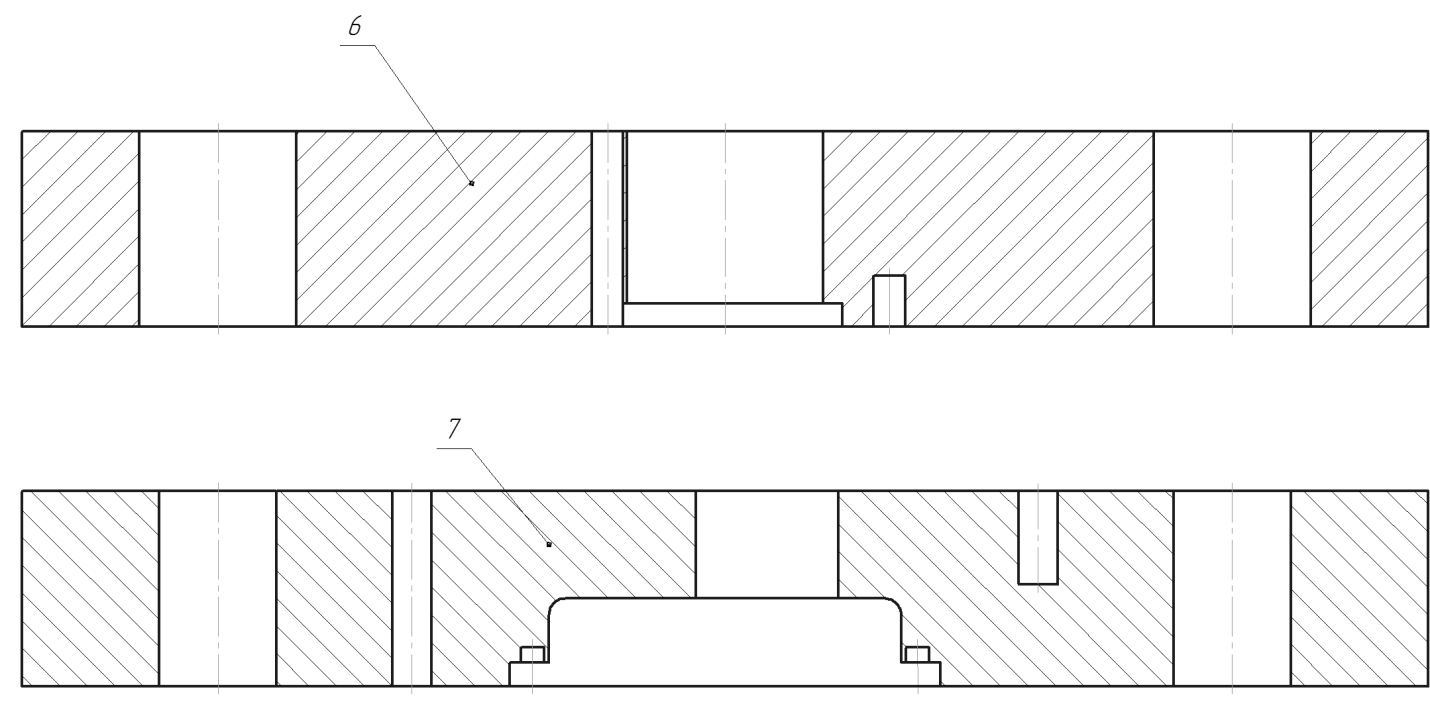
Рисунок 3. Обработанные отверстия в плитах
2.2 Сборка хвостовика с верхней плитой штампа
Вставить хвостовик 20 в отверстие верхней плиты 6 и зафиксировать штифтом 2.

Рисунок 4. Схема сборки хвостовика с плитой
2.3 Сборка направляющих втулок с верхней плитой
Запрессовать направляющие втулки 18 в соответствующие отверстия верхней плиты 6.

Рисунок 5. Схема сборки направляющих втулок с верхней плитой
2.4 Сборка направляющих колонок с нижней плитой
Запрессовать направляющие колонки 19 в нижнюю плиту 7.
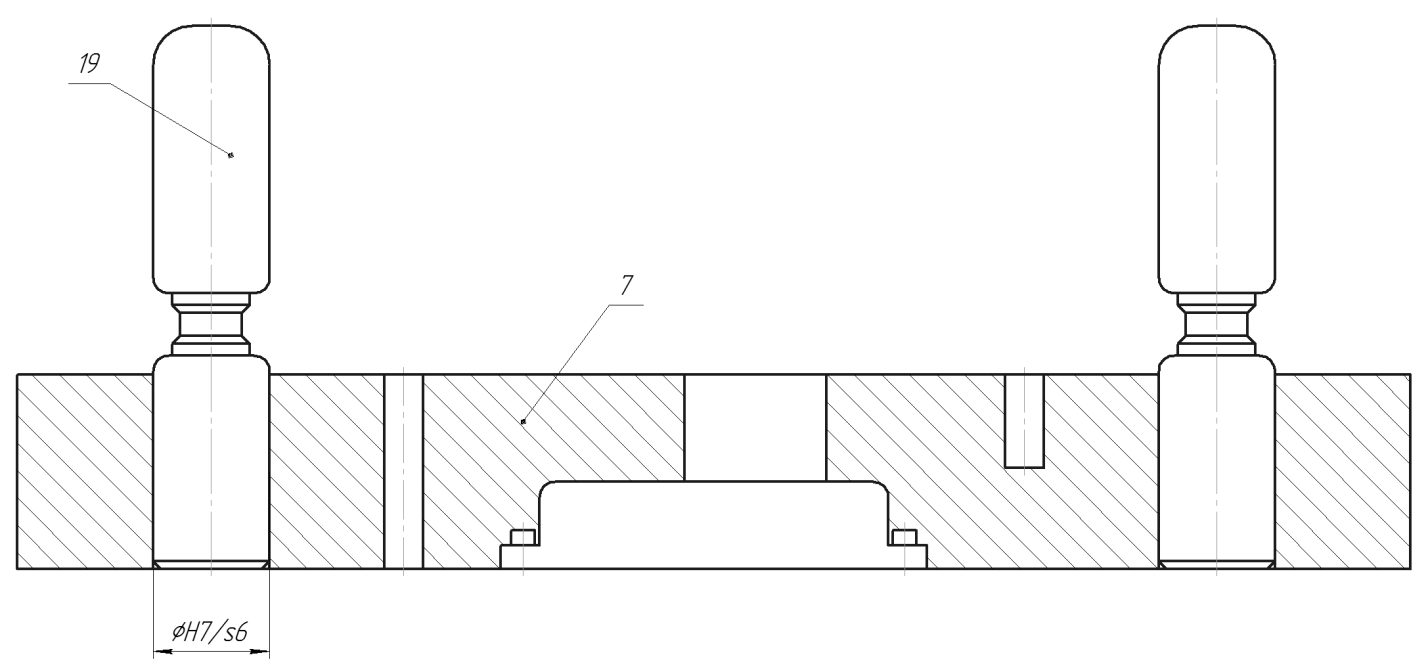
Рисунок 6. Схема сборки направляющих колонок и ограничителей хода с нижней плитой
2.5 Сборка блока и его приработка
Сборка штампового блока осуществляется установкой верхней плиты на колонки. Приработка собранного блока осуществляется в течение 20-30 минут непрерывного движения верхней части относительно нижней при наличии обильной смазки (т.е. блок устанавливают на пресс и включают его на автоматический ход). Затем разбирают блок, промывают в растворителе и снова смазывают.
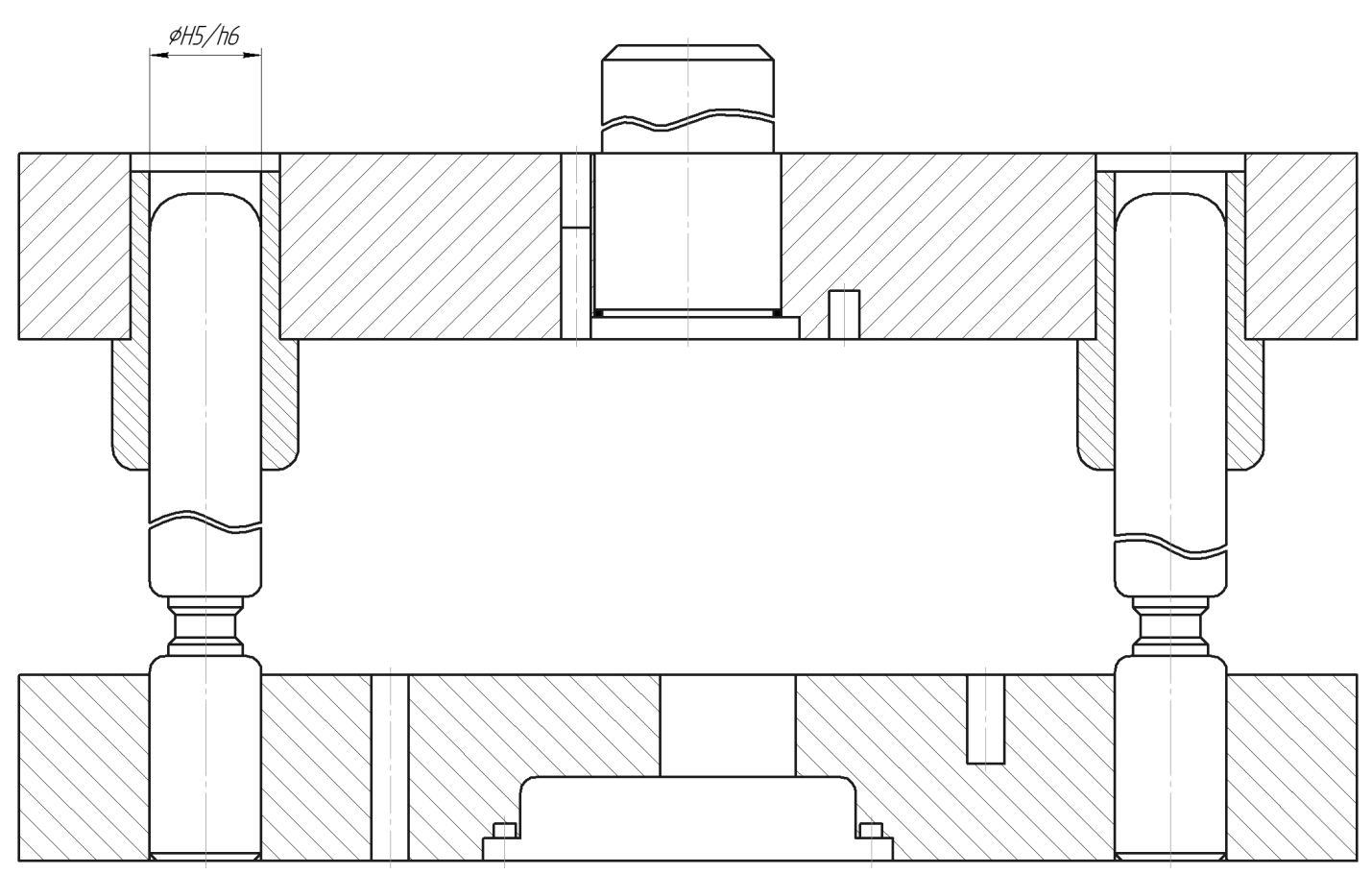
Рисунок 7. Схема сборки штампового блока
2.6 Сборка пуансона с верхней плитой
Обрабатывают опорную поверхность пуансона 8. Пуансон 8 крепится к верхней плите 6 штифтами 21 и винтами 11.

Рисунок 8. Схема сборки пуансона с верхней плитой
2.7 Сборка корпуса с матрицей
Матрица 4 крепится к корпусу 2 винтами 12.

Рисунок 9. Схема сборки матрицы с корпусом
2.8 Надевают верхнюю плиту 6 в сборе на колонки 19 и выставляют зазор между матрицей 4 и пуансоном 8. В этом положении затягивают винты 13, соединяющие корпус 2 и направляющую 5 с нижней плитой 7. Далее, верхнюю плиту 6 снимают с колонок 19 и фиксируют корпус 2 с матрицей 4 штифтами 24.

Рисунок 10. Схема сборки направляющей и корпуса с нижней плитой
2.9 Окончательная сборка
Снимают верхнюю часть штампа с колонок 19, устанавливают упор 10.
Съемник 9 крепят к корпусу 2 винтами 15. Затем устанавливают крышку 3, при помощи винтов 17.

Рисунок 11. Схема окончательной сборки штампа простого действия
2.10 Наладка штампа и контроль
Верхнюю часть штампа надевают на колонки и транспортируют к прессу. Осуществляют установку на пресс, фиксируя нижнюю плиту с помощью прихватов на подштамповой плите стола, а верхнюю, с помощью хвостовика крепят к ползуну. Включают пресс и штампуют пробную деталь.