Годовая производительность одной поточно-агрегатной технологической линии, в метрах кубических, определяется по формуле
 , (1)
, (1)
где P – годовая производительность технологической линии, м3; V – объем одновременно формуемых изделий в одной форме, м³; t ц – время одного цикла формования; h – количество рабочих часов в сутки (продолжительность смены принимается при двухсменной работе h = 2 × 8 = 16 ч); T – годовой фонд времени работы формовочного оборудования, сут.;
Годовая производительность формовочного поста, шт.
 , (2)
, (2)
где с – количество одновременно формуемых изделий;
Продолжительность циклов формования, мин., дана в табл. П4 приложения.
Количество ямных пропарочных камер для одной агрегатно-поточной линии:
 , (3)
, (3)
Размеры пропарочных камер определяются по эскизу (рис. 1).
Длина пропарочной камеры определяется по формуле
 , (4)
, (4)
где n – количество форм, укладываемых по длине камеры (если длина изделия больше 4 м, то размещается одна форма и n принимается равным единице); L – длина формы, м; l – расстояние между торцом формы и стенкой камеры и между торцами соседних форм;
Ширина пропарочной камеры определяется по формуле
 , (5)
, (5)
где B к – ширина камеры, м; n – количество форм, укладываемых по ширине камеры (если ширина изделия более 1,5–2 м, то n = 1); В – ширина формы, м; b – расстояние между формами и стенкой камеры и между формами бортов формы, принимается равной 0,25 – 0,30 м;
Глубина пропарочной камеры определяется по формуле:
 , (6)
, (6)
где H к – глубина пропарочной камеры, м; n – число рядов изделий по высоте камеры; Н – высота изделия и поддона, м; α – расстояние в свету между рядами изделий по высоте равно между днищем формы и верхом изделия и принимается равным 0,1–0,15 м; Н 1 – расстояние между днищем нижней формы и дном камеры, Н 1= 0,15 м; Н 2 – расстояние между верхним изделием и крышкой камеры, Н 2 = 0,1–0,05 м.
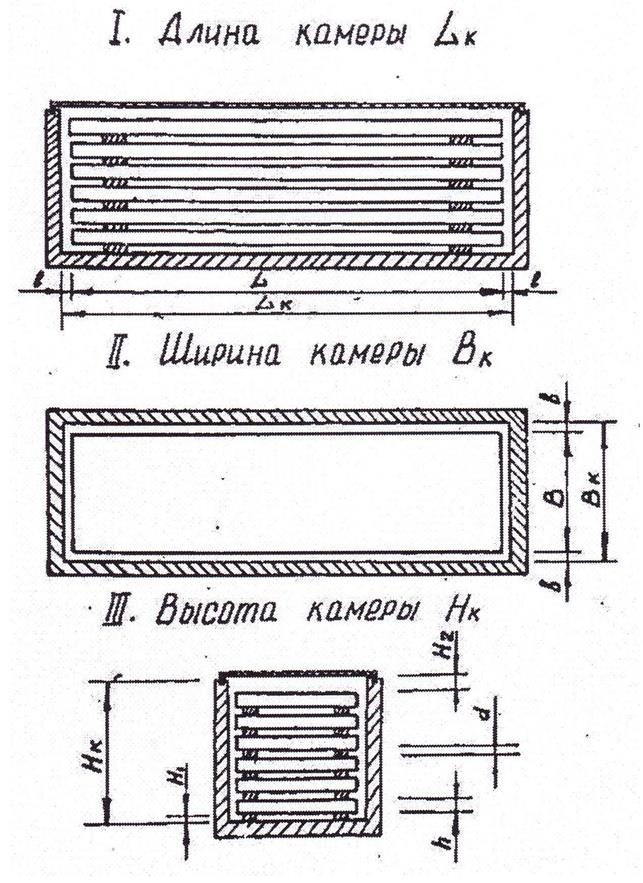
Рис. 1. Размеры ямной пропарочной камеры
При двухсменной работе с h = 16 ч
 , (7)
, (7)
где М – количество пропарочных камер, шт.; T к – средняя продолжительность оборота ямной камеры, ч, по графику рисунка 2; m – количество форм с изделиями, размещаемых в камере.
Количество форм, необходимых для одной агрегатно-поточной линии с ямными пропарочными камерами
 , (8)
, (8)
T ф – среднее время одного оборота формы, ч
 , (9)
, (9)
где Т р, – время, необходимое для выполнения операций по распалубке изделий, чистки и смазки поверхностей формы, армированию, сборки и перемещению формы на пост формования.

Рис. 2. Определение средней продолжительности оборота ямной камеры при двухсменной работе формовочного цеха
Стендовое производство
Производительность одной стендовой линии определяется по формуле
 , (10)
, (10)
где ∑ v – объем изделий в одной стендовой форме, м3; n – число форм, размещаемых на стендовой линии; Т – расчетное число рабочих суток в году; d – продолжительность одного оборота стендовой линии, сут., определяется по циклограмме работы стендовой линии.
Для коротких стендов на одну форму и для силовых форм d = 1 сут. для длинных протяжных стендов d может быть в пределах 1,5–2 сут.
Время оборота форм на стенде равно времени оборота стендовой линии.
Требуемое общее количество форм для одной стендовой линии определяется по формуле
 , (11)
, (11)
где 1,05 – коэффициент, учитывающий, что пять процентов форм находится на ремонте.
Кассетное производство
Годовая производительность одной стендовой кассетной установки определяется по формуле
 , (12)
, (12)
где ∑ V – суммарный объем бетона всех изделий, изготавливаемых в кассетной установке, м3; Т – расчетное количество рабочих суток в году, Т = 253 сут.; K об – коэффициент оборачиваемости одной кассетной установки за сутки, определяется по циклограмме работы всех кассетных установок пролета.
Средний коэффициент оборачиваемости кассетных установок конструкции института «Гипростроммаш» за сутки допускается принимать Коб = 1,15.
Если в кассетных установках предусматривается изготавливать большой изменяемый ассортимент продукции, то годовая производительность одной кассетной установки может быть рассчитана по формуле
 , (13)
, (13)
где ∑ V 0 – суммарный объем всех отсеков кассетной установки, м3. K з – коэффициент заполнения кассетных отсеков, K з = 0,9.
Производительность стендовой кассетной технологической линии определяется путем суммирования производительности всех установок на технологической линии.