4.7.1 Выбор сварочного оборудования
Для сварки кольцевых стыков на трассе предусматривается использовать следующие способы сварки:
- автоматическая односторонняя сварка проволокой сплошного сечения в защитных газах [38];
- механизированная импульсно-дуговая сварка методом STT корневого слоя шва проволокой сплошного сечения в углекислом газе с применением с
проволоки сплошного сечени SuperArcL-56.
- ручная электродуговая сварка с электродами основного типа покрытия, применяется для исправления дефектов (ремонта) сварных швов, специальных сварных соединений.
Автоматическая односторонняя дуговая сварка проволокой сплошного сечения в защитных газах (АПГ) сварочными комплексами (установками) в составе сборочно-сварочных колонн рекомендуется для сварки неповоротных кольцевых стыковых соединений труб протяженных участков газопроводов.
В состав сборочно-сварочной колонны должны входить:
- сварочные комплексы (установки) автоматической односторонней сварки;
-внутренний самоходный центратор с медным подкладным кольцом с пневмо- или гидроприводом (один на сварочную колонну);
- станок подготовки кромок труб с электроприводом в составе грузоподъемной гусеничной техники (один или два на сборочно-сварочную колонну);
- передвижная мастерская (блок-контейнер или на базе колесной техники) или самоходная мастерская на базе колесной или гусеничной техники (одна на сварочную колонну) для наладки, ремонта оборудования и хранения запасных частей сборочно-сварочной колонны.
Для автоматической сварки используется установка для автоматической сварки не поворотных стыков трубопроводов (УАСТ-1). Технические характеристики УАСТ-1 приведены в таблице 4.10.
Для сварки используются два вида проволок:
- сварка корневого прохода сплошной проволокой СВ08Г2С в CO2;
- сварка остальных проходов самозащитной проволокой типа InnershieldNR207.
Состав установки УАСТ-1:
- сварочная головка ГАСТ-1;
- блок управления УАСТ;
- пульт дистанционного управления УАСТ;
- источник инверторный - ДС 400.33УКП;
- направляющий пояс;
- заземляющий пояс.
Таблица 4.7.1 - Технические характеристики УАСТ-1
| Технические характеристики | |
| Диапазон диаметров cвариваемых труб, мм | 325-1420 |
| Скорость вращения сварочной головки ГАСТ-1, мм/сек | 0,5-12 |
| Скорость подачи электродной проволоки, мм/сек | 16-200 |
| Скорость колебаний горелки, мм/сек | 10-100 |
| Амплитуда колебания горелки, мм | 0-20 |
| Масса,кг головки блока управления источника ДС400.33 (ДС400.33УКП) | 19 8 40 |
Температурный диапазон работы, 
| от -40 до +40 |
Сварочная головка ГАСТ-1 ( Рисунок 4.8) состоит из следующих узлов:
- катушки со сварочной проволокой в кожухе;
- ручек для установки и снятия головки;
- разъёмов для кабеля управления;
- механизма регулировки высоты горелки;
- сварочной горелки (4 вида для разных типов проволоки);
- механизма подачи сварочной проволоки;
- механизма поперечного колебания горелки с возможностьювыставления
колебаний по линии горизонтапри сварке трубопроводов на уклонах до 300;
- 2-х зажимов для крепления на направляющем поясе;
- механизма изменения угла наклона горелки.
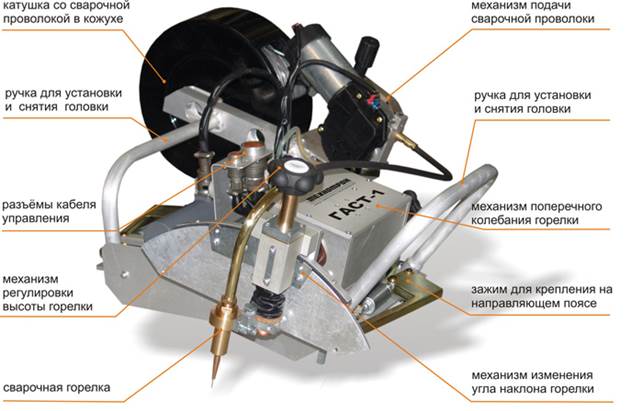
Рисунок 4.7.1 - Сварочная головка ГАСТ-1.
Блок управления УАСТслужит для управления:
-питанием сварочной головки;
-приводами перемещения и колебаний головки;
- подачей сварочной проволоки;
- газовым клапаном;
- имеет соответствующие разъёмы, том числе и для управления с дистанционного пульта.
Пульт ДУ УАСТпредназначен для управления:
- перемещением сварочной головки;
- механизмом подачи проволоки;
- механизмом колебания горелки;
- величиной сварочного напряжения;
- имеет защитное стекло для контроля процесса сварки.
Источник ДС 400.33УКП - предназначен для автоматической и механизированной сварки с управляемым каплепереносом. Обеспечивает сварку корневого прохода с гарантированным обратным валиком(режим УКП), а также заполняющих и облицовочного прохода во всех пространственных положениях проволоками сплошного сечения, порошковыми газозащитными и самозащитными проволоками типа Innershield.
Направляющие пояса - предназначены для установки и перемещения головки вокруг трубы. Пояс устанавливается на изоляцию или тело трубы.
Объем контроля стыков определяется в зависимости от категории участка магистрального трубопровода и принимается для надземных трубопроводов:
– визуальный и измерительный контроль – 100 %;
– радиографический контроль – 100 %;
– ультразвуковой контроль – 50 %.
– контроль внутритрубными приборами – 100%
| 
|
Рисунок 4.7.2 – Разделка кромок, сварочный шов.
Внешний вид и геометрические параметры сварных соединений магистральных трубопроводов, оцениваемые по результатам визуального и измерительного контроля должны соответствовать требованиям операционно-технологической карты аттестованной технологии сварки, в частности:
–облицовочный слой шва должен перекрывать основной металл на 1,5-2,5 мм с каждой стороны разделки без образования подрезов по кромкам и иметь усиление 1-3 мм;
–участки поверхности облицовочного слоя с грубой чешуйчатостью (превышение гребня над впадиной составляет 1 мм и более), а также участки с превышением усиления шва следует обработать шлифовальным кругом или напильником;
–в случае выполнения облицовочного слоя шва должны выполняться следующие условия:
–каждый последующей проход (валик) должен перекрывать предыдущий не менее чем на 1/3 его ширины;
–глубина межваликовой канавки должна быть не более 1,0 мм, что определяется разностью между высотой валика в его верхней точке и высотой шва в месте расположения соседней канавки при установке шаблона на тело трубы;
–усиление шва по периметру межваликовой канавки не менее 1,0 мм;
–высота усиления по периметру центральной оси каждого из валиков не должна превышать 3,0 мм.
Таблица 4.7.2 – Перечень и последовательность операций сборки и сварки
| № п/п | Операция | Оборудование и инструмент |
| 1. | Подготовка и очистка труб | Скребок, щетка, и т.п. |
| 2. | Подготовка кромок | шаблон сварщика УШС-3, линейка, пост резки, штангенциркуль, шлифмашинка |
| 3. | Подогрев стыка | Газовая горелка, контактный термометр, термокарандаш |
| 4. | Сборка стыка | Внутренний центратор ЦВ85, шаблон сварщика УШС-3, линейка, сварочный источник, |
| 5. | Сварка стыка | Сварочные источники, металлическая щетка, линейка, шаблон сварщика, шлифмашинка. |
| 6. | Маркировка | Маркер |
| 7. | Контроль качества | Набор ВИК, ультразвуковой дефектоскоп, рентгеновский аппарат |
Сварка опор, ригелей к оголовкам свай и элементов конструкции фермы к опорам осуществляется ручной дуговой сваркой покрытыми электродами.
Следует применять сварочные электроды, прошедшие входной контроль, включающий:
– проверку сертификатов завода – изготовителя;
– проверку свидетельства об аттестации сварочных материалов;
– проверку сохранности упаковки;
– проверку внешнего вида покрытия на отсутствие поверхностных дефектов и следов ржавчины на электродных стержнях, проверку разнотолщинности электродного покрытия;
– замер диаметра электрода.
Непосредственно перед сваркой электроды должны быть прокалены в течение 1,5 – 2 часов при температуре от 350ºС до 380ºC. Конкретные режимы прокалки электродов должны соответствовать указаниям на упаковке.
Электроды, прокаленные в стационарных условиях, доставляют на место производства работ в герметичных контейнерах или термопеналах. Такие электроды следует использовать в течение одной рабочей смены (~ 8-10 час.).
Таблица 4.7.3 – Режимы сварки
| Сварочные слои | Марка электрода | Диаметр, мм | Полярность | Сварочный ток, А |
| Элементы опоры | Э50А | обратная | 90 – 110 120 – 160 |
Сварку следует вести на короткой дуге.
Запрещается зажигать дугу на поверхности трубы или детали.
ЗАКЛЮЧЕНИЕ
В результате выполнения работы разработан проект магистрального нефтепровода для перекачки нефти на расстояние 440 км с производительностью 15 млн. т./год в условиях перепада температур от -2 °С до 10 °С.
Технологический расчет нефтепровода проведен для самых невыгодных условий (какими являются условия с наиболее низкими температурами), т. к. при низких температурах вязкость нефти, а, следовательно, и гидравлические потери максимальны.
Для определения экономически наивыгоднейшего проекта нефтепровода выполнены гидравлический и механический расчеты для 3-х конкурирующих диаметров нефтепровода: 529 мм, 720 мм, 820 мм; определяющие число нефтеперекачивающих станций и толщину стенки нефтепровода.
Оптимальным оказался диаметр 820 мм, для него же был произведен выбор основного оборудования.
Для определения рабочей точки произведено построение совмещенной характеристики трубопровода и насосных станций в летних и зимних условиях, что позволяет проверить работу трубопровода при изменении климатических показателей, и как следствие свойств нефтепродуктов.
Были произведены расчеты на прочность и по деформациям, нагрузок и воздействий, слабоизогнутого компенсационного участка, нагрузок на опоры трубопровода, описана организация и технология строительства. Укладка трубопровода осуществляется слабоизогнутыми компенсационными участками. Этот способ укладки является наиболее приемлемым при данных климатических и геологических условиях.
Надземная прокладка трубопроводов имеет ряд преимуществ перед более распространенной подземной.
К этим преимуществам можно отнести:
− возможность производства строительно-монтажных работ при тяжелых климатических условиях в течение всего года;
− уменьшение до минимума земляных работ;
− значительное удешевление прокладки;
− возможность постоянного наблюдения за состоянием трубопровода и всех его конструкций;
− упрощение и ускорение ремонтных работ в зависимости от времени года.
На сегодняшний день надземная прокладка широко применяется не только в Казахстане, но и за рубежом.