Лекция 10.
Технологическая схема, работающая под давлением 0,716 МПа.
Мощность производства азотной кислоты по схеме, работающей под давлением 0,716 МПа, определяется количеством агрегатов. Мощность одного агрегата составляет 120 тыс. тон в год (в пересчете на 100% азотную кислоту). В каждом агрегате осуществляется подготовка аммиачно-воздушной смеси (очистка и сжатие воздуха, испарение жидкого аммиака, очистка газообразного аммиака); конверсия аммиака; утилизация тепла реакции образования оксидов азота; охлаждение нитрозных газов; получение азотной кислоты; подогрев отходящих газов; очистка отходящих газов; рекуперация тепла отходящих очищенных газов.
Принципиальная технологическая схема производства азотной кислоты, работающей под давлением 0,716 МПа, представлена на рисунке.

Первоначально атмосферный воздух проходит очистку от механических примесей в аппарате очистки воздуха (1). После очистки воздух сжимается в компрессоре (2), охлаждается водой в воздухоохладителе (3), сжимается в центробежном нагнетателе до давления 0,716 МПа. Сжатый воздух подогревается до 180-230 С за счет горячих нитрозных газов; и поступает в смеситель (7), где образуется аммиачно-воздушная смесь при добавлении в воздух газообразного аммиак.
Жидкий аммиак испаряется в испарителе (19), при этом его температура составляет примерно 30 С. Затем он проходит через фильтр (18) и нагревается до температуры 100-120 С в нагревателе (17). После этого он поступает в смеситель (7).
Смесь снова подвергается очистке. Очищенная аммиачно-воздушная смесь поступает в контактный аппарат (9), где при температуре 890-910 С происходит окисление аммиака до NO. В качестве катализаторов окисления аммиака могут использоваться как платиноидные, так и двухступенчатые катализаторы.
Нитрозные газы последовательно проходят пароперегреватель, размещенный в нижней части контактного аппарата, котел-утилизатор (10), окислитель со встроенным подогревателя воздуха (5), подогреватель отходящих газов (6), и холодильники-конденсаторы (8 и 8а), где охлаждаются и освобождаются от основной массы реакционной влаги. Окисленные газы из холодильников конденсаторов при 50-60 С поступают в нижнюю часть абсорбционной колонны (11), в которой расположено 47 ситчатых тарелок. Азотная кислота, образующаяся в холодильниках конденсаторах, самотеком поступает в абсорбционную колонну.
Орошение тарелок абсорбционной колонны осуществляется охлажденным до 35 С конденсатом или обессоленной водой. Тепло образования азотной кислоты отводится оборотной водой, которая циркулирует в змеевиках, расположенных на тарелках колонны.
Продукционная кислота из абсорбционной колонны поступает в колонну отдувки оксидов азота (14), отдувка производится воздухом при 50-60 С и давлении равном давлению в системе абсорбции.
Смесь воздуха с оксидами азота после отдувки поступает в абсорбционную колонну.
Выходящие из абсорбционной колонны газы содержат 0,08-0,12 об.% оксидов азота. Они проходят сепаратор (12), подогреватели (13) и (6) и поступают в камеру сгорания (15), где подогреваются до температуры 380-500 С путем смешения с горячими дымовыми газами, полученными при сжигании природного газа. Там же они смешиваются с природным газом в количестве, необходимом для восстановления оксидов азота. Из камеры сгорания газовая смесь поступает в реактор каталитической очистки (16). Восстановление оксидов азота происходит на двухступенчатой катализаторе. В результате протекающих реакций температура газа повышается и на выходе из реактора составляет 705-710 С. После реактора очищенные хвостовые газы смешиваются с воздухом, топочными газами камеры сгорания газотурбинного агрегата (4) и при температуре около 700 С поступают в газовую турбину. Содержание оксидов азота в отходящих газах после каталитической очистки составляет не более 0,005 об.%. После газовой турбины очищенные газы при температуре 400 С проходят котел-утилизатор (20), подогреватели питательной воды (21) и (22) и выбрасываются в атмосферу через выхлопную трубу (23).
Основные показатели технологического режима:

На рисунках представлены конструкции основных аппаратов, используемых в схеме производства азотной кислоты, работающей под давлением 0,716 МПа, представлена на рисунке.
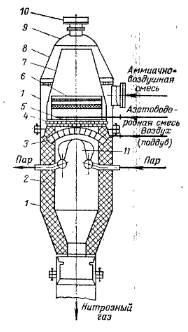
| Рис. Контактный аппарат: 1 – обечайка; 2 – футеровка; 3 – свод; 4 – поддерживающее устройство; 5 – платиноидные сетки; 6 – распределительные устройства; 7 – внутренний корпус; 8 – внешний конус; 9 – днище; 10 – взрывная пластина; 11 – пароперегреватель. |

| Рис. Окислитель с подогревателем воздуха: 1 – обечайка; 2 – днище; 3 – трубные доски; 4 – теплообменные трубки; 5 – люк; 6 – фильтр улавливания платины. |
Крупнотоннажный агрегат АК-72.

Принципиальная технологическая схема агрегата АК-72 представлена на рисунке.







На рисунках представлены конструкции основных аппаратов, используемых в технологической схеме АК-72.

| Рис. Контактный аппарат (схема АК-72): 1 – силовой корпус контактного аппарата; 2 – внутренний корпус; 3 – фильтры тонкой очистки аммиачно-воздушной смеси; 4 – смеситель; 5 – огнепреградитель; 6 – розжиговое устройство; 7 – платиноидные сетки; 8 – корзина для неплатиноидного катализатора; 9 – силовой корпус котла-утилизатора; 10 – пароперегреватель; 11 – испарительный пакет котла. |

| Рис. Реактор каталитической очистки (схема АК-72): 1 – силовой корпус реактора; 2 – внутренний корпус реактора; 3 – смеситель; 4 – распределительная решетка; 5 – катализатор первой ступени; 6 – катализатор второй ступени; 7 – колосниковое устройство; 8 – штуцер для выхода газа с защитной решеткой. |