1. Сваркой называют:
1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок;
2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии;
3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение;
4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания;
5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов.
2. Холодной (механической) сваркой называют:
1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок;
2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии;
3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение;
4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания;
5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов.
3. Термомеханической сваркой называют:
1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок;
2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии;
3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение;
4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания;
5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов.
4. Контактной сваркой называют:
1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок;
2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии;
3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение;
4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания;
5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов.
5. Диффузионной сваркой называют:
1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок;
2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии;
3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение;
4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания;
5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов.
| 6. На рисунке изображена схема: | 
|
| 1) контактной сварки; 2) точечной сварки; 3) сварки взрывом; 4) диффузионной сварки; 5) холодной сварки. |
| 7. На рисунке изображена схема: | 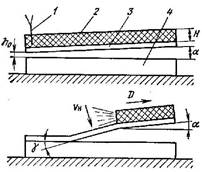
|
| 1) контактной сварки; 2) точечной сварки; 3) сварки взрывом; 4) диффузионной сварки; 5) холодной сварки. |
| 8. На рисунке изображена схема: | 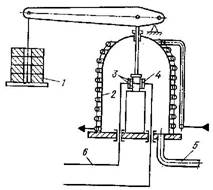
|
| 1) контактной сварки; 2) точечной сварки; 3) сварки взрывом; 4) диффузионной сварки; 5) холодной сварки. |
| 9. На рис. изображено: | |
| 1) распределение температуры в сварном шве; 2) распределение деформации в зоне термического влияния сварного шва; 3) распределение твердости в зоне термического влияния сварного шва; 4) схема образования горячих трещин в зоне сварного шва; 5) схема образования холодных трещин в зоне сварного шва; | 
|
| 10. На рисунке изображена схема: | 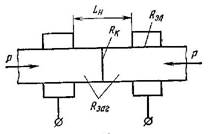
|
| 1) контактной сварки; 2) точечной сварки; 3) сварки взрывом; 4) диффузионной сварки; 5) холодной сварки. |
11. Предварительный подогрев заготовок применяют:
1) при сварке низкоуглеродистых сталей;
2) при сварке меди и ее сплавов, при сварке чугуна;
3) при сварке углеродистых сталей с содержанием углерода более 0,3%;
4) при сварке легированных сталей.
12. Какие источники тепловой энергии используются при плазменной сварке?
1) Электрическая сварочная дуга;
2) струя разогретого до высоких температур газа, пропускаемого через электрическую дугу;
3) теплота, образующаяся при прохождении электрического тока через расплавленную шлаковую ванну;
4) теплота, образующаяся при прохождении электрического тока через контакт свариваемых деталей.
| 13. Кривая 1 на рисунке изображает: | 
|
| 1) статическую вольтамперную характеристику электрической дуги при ручной дуговой сварке; 2) внешнюю характеристику источника сварочного тока при ручной дуговой сварке; 3) статическую вольтамперную характеристику электрической дуги при автоматической дуговой сварке под флюсом; 4) внешнюю характеристику источника сварочного тока при автоматической дуговой сварке под флюсом. |
14. При газовой сварке максимальная температура достигается:
1) в ядре газового пламени;
2) в факеле газового пламени;
3) в средней зоне газового пламени;
4) на краю газового пламени.
| 15. Кривая 2 на рисунке изображает: | 
|
| 1) статическую вольтамперную характеристику электрической дуги при ручной дуговой сварке; 2) внешнюю характеристику источника сварочного тока при ручной дуговой сварке; 3) статическую вольтамперную характеристику электрической дуги при автоматической дуговой сварке под флюсом; 4) внешнюю характеристику источника сварочного тока при автоматической дуговой сварке под флюсом. |
16. Максимальная температура газового ацетиленового пламени составляет:
1) около 3500 °С;
2) около 3100 °С;
3) около 2800 °С;
4) около 2500 °С;
5) 5000 – 6000 °С.
17. При возникновении электрического разряда (при зажигании дуги) с ростом тока наблюдается:
1) стабилизация напряжения между электродами;
2) увеличение напряжения между электродами;
3) уменьшение напряжения между электродами;
4) крутопадающая характеристика.
| 18. Кривая 1 на рисунке изображает: | 
|
| 1) статическую вольтамперную характеристику электрической дуги при ручной дуговой сварке; 2) внешнюю характеристику источника сварочного тока при ручной дуговой сварке; 3) статическую вольтамперную характеристику электрической дуги при автоматической дуговой сварке под флюсом; 4) внешнюю характеристику источника сварочного тока при автоматической дуговой сварке под флюсом. |
| 19. Режиму короткого замыкания на рисунке соответствует: | |
| 1) точка А; 2) точка В; 3) точка С; 4) точка Д. | 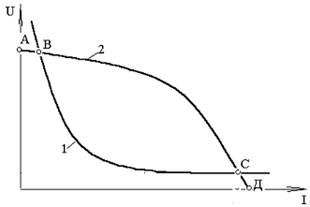
|
| 20. Режиму холостого хода на рисунке соответствует: | |
| 1) точка А; 2) точка В; 3) точка С; 4) точка Д. | 
|
| 21. Зажиганию дуги на рисунке соответствует: | |
| 1) точка А; 2) точка В; 3) точка С; 4) точка Д. | 
|
| 22. На рисунке изображена: | 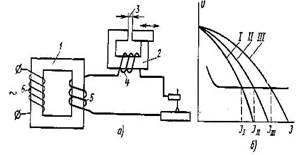
|
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. |
| 23. На рисунке изображена: | 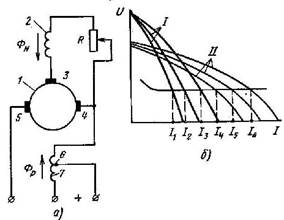
|
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. |
24. Разновидность контактной сварки, позволяющая получать прочное и плотное соединение листовых заготовок в виде сплошного герметичного шва – это:
1) контактная стыковая сварка;
2) контактная стыковая сварка оплавлением;
3) контактная стыковая сварка сопротивлением;
4) контактная точечная сварка;
5) шовная сварка.
| 25. На рисунке изображена: | 
|
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. |
| 26. На рисунке изображена: | 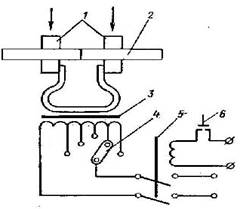
|
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. | |
| 27. На рисунке изображена схема: | 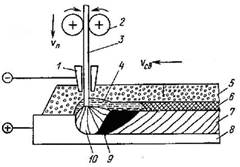
|
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. | |
28. Разновидность контактной сварки, при которой заготовки соединяются в отдельных точках – это:
1) контактная стыковая сварка;
2) контактная стыковая сварка оплавлением;
3) контактная стыковая сварка сопротивлением;
4) контактная точечная сварка;
5) шовная сварка.
| 29. На рисунке изображена схема: | 
|
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. |
| 30. На рисунке изображена схема: | 
|
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. |
| 31. На рисунке изображена схема: | 
|
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. |
| 32. На рисунке изображена схема: | 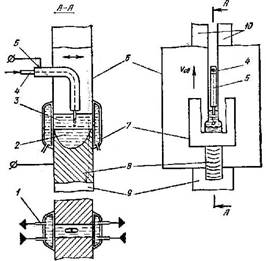
|
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. |