Автоматизированный процесс проектирования раскладок состоит из двух этапов:
– формирование задания на раскладку;
– размещения лекал в рамке раскладки.
На первом этапе оператор в интерактивном режиме указывает перечень комплектов изделий, входящих в раскладку, требуемый размеророст каждого из комплектов, задает ширину ткани и ее кромки, вид ткани, величину процента усадки ткани по основе и утку, нормативную величину межлекального зазора. Второй этап – процесс размещения деталей, т. е. непосредственное проектирование раскладки, выполняемое оператором в диалоговом (интерактивном) или в автоматическом режиме. Включение режима автоматической раскладки может производиться на любом этапе работы. Например, крупные детали размещаются интерактивно, а мелкие автоматически. В результате промышленного применения САПР исполнитель освобождается от необходимости решения многократно повторяющихся рутинных задач (соблюдения направления долевой и технологического зазора при размещении каждой детали, соблюдение рисунка при его наличии в ткани и т.д.) Проектировщик, которому принадлежит основная роль в САПР, выполняет работу, используя по своему усмотрению те или иные программные модули. Особенностью программных модулей, ориентированных на диалоговую работу, является возможность доступа к информации, управления ее обработкой и контроля результатов. При выполнении раскладки в интерактивном режиме, проектировщик, используя ранее созданные массивы информации с техническими требованиями к раскладке и параметрами ткани, просто стремится наиболее рационально расположить лекала изделия в рамке раскладки. После размещения лекал деталей в поле раскладке необходимо выполнить контроль раскладки и сформировать ее протокол.
Контроль раскладкизаключается в проверке отсутствия пересечений внешних контуров лекал между собой, с границами рамки раскладки, с линиями стыковки секций раскладки; в проверке наличия установленного технологического зазора между внешними контурами лекал, контроль совмещения деталей с рисунком на материале при его наличии. Контроль раскладки выполняется автоматически.
Формирование протокола раскладки состоит в определении последовательности вырезания всех деталей в раскладке с учетом минимизации хода ножа при раскрое. Протокол раскладки формируется, как правило, в автоматическом режиме. Но в случае необходимости возможен и диалоговый режим.
В настоящее время автоматизация проектирования раскладок является одним из основных факторов повышения эффективности подготовительного производства. Но опыт работы предприятий показал, что автоматическое составление раскладки в полном объеме для выбора оптимального варианта нецелесообразно. Алгоритм составления раскладки в автоматическом режиме ещё не достаточно совершенен, так как данный процесс имеет ряд существенных ограничений по условиям выполнения. В итоге раскладка, полученная в автоматическом режиме, имеет больший процент межлекальных отходов по сравнению с раскладкой, выполненной в интерактивном режиме.
Наиболее широко отечественными предприятиями легкой промышленности освоены следующие системы автоматизированного проектирования различных отечественных и зарубежных фирм-производителей: «Комтенс» (Россия, г. Москва), «Ассоль» (Россия, г. Москва), «Грация» (Украина, г. Харьков) «Julivi» (Украина, г. Луганск), «Eleandr» (Россия, г. Москва), “Gerber” (США), и др.
 САПР раскладка «Comtense» (Россия)
На этапе формирования задания задаются следующие условия выполнения раскладки: ширина материала, вид настилания (в разворот, в сгиб, трубкой), припуск-зазор между деталями, раппорт рисунка и набор размещаемых лекал, - это могут быть лекала одного или нескольких комплектов.
На этапе размещения лекал в рамке раскладки лекала располагают на материале таким образом, чтобы выполнялись все технологические ограничения.
Процесс раскладки лекал может осуществляться в автоматическом и полуавтоматическом режимах. Используемые в САПР "КОМТЕНС" функции автоматической раскладки AutoNester позволяют добиться результатов, сравнимых по качеству с качественно выполненной ручной раскладкой, при существенно меньших затратах времени, значительно облегчая труд раскладчика. Функции раскладчика сводятся к формированию задания на раскладку, контролю результатов и внесению изменений в раскладку (при необходимости) для учета специфических требований раскроя.
В полуавтоматическом режиме, например, имеются возможности разрезания деталей в раскладке с автоматическим добавлением припуска на шов, создания секций, размещения деталей в сгиб.
На любом из этапов построения раскладки возможен переход из одного режима проектирования в другой без потери наработанных результатов. Например, "мелкие" детали могут быть добавлены в раскладку на завершающем этапе построения и автоматически размещены в свободных частях раскладки.
Важно отметить, что на любом из этапов проектирования раскладки любые начальные условия могут быть изменены, это обеспечивает значительное уменьшение затрат времени при необходимости перестроения готовой раскладки.
Используемая в программе раскладки новая технология автоматического уплотнения раскладок - ShapeShifter, позволяет, не меняя схемы размещения, добиться улучшения качественных результатов раскладки (в среднем на 1-2%) за счет локального перемещения лекал в раскладке.
Одним из дополнительных преимуществ использования ShapeShifter является возможность оперативной автоматической "подгонки" раскладок при небольших изменениях ширины раскраиваемого материала (1-5 см), что позволяет быстро перестроить раскладку в случае, когда ширина материала меньше ширины раскладки.
САПР раскладка «Comtense» (Россия)
На этапе формирования задания задаются следующие условия выполнения раскладки: ширина материала, вид настилания (в разворот, в сгиб, трубкой), припуск-зазор между деталями, раппорт рисунка и набор размещаемых лекал, - это могут быть лекала одного или нескольких комплектов.
На этапе размещения лекал в рамке раскладки лекала располагают на материале таким образом, чтобы выполнялись все технологические ограничения.
Процесс раскладки лекал может осуществляться в автоматическом и полуавтоматическом режимах. Используемые в САПР "КОМТЕНС" функции автоматической раскладки AutoNester позволяют добиться результатов, сравнимых по качеству с качественно выполненной ручной раскладкой, при существенно меньших затратах времени, значительно облегчая труд раскладчика. Функции раскладчика сводятся к формированию задания на раскладку, контролю результатов и внесению изменений в раскладку (при необходимости) для учета специфических требований раскроя.
В полуавтоматическом режиме, например, имеются возможности разрезания деталей в раскладке с автоматическим добавлением припуска на шов, создания секций, размещения деталей в сгиб.
На любом из этапов построения раскладки возможен переход из одного режима проектирования в другой без потери наработанных результатов. Например, "мелкие" детали могут быть добавлены в раскладку на завершающем этапе построения и автоматически размещены в свободных частях раскладки.
Важно отметить, что на любом из этапов проектирования раскладки любые начальные условия могут быть изменены, это обеспечивает значительное уменьшение затрат времени при необходимости перестроения готовой раскладки.
Используемая в программе раскладки новая технология автоматического уплотнения раскладок - ShapeShifter, позволяет, не меняя схемы размещения, добиться улучшения качественных результатов раскладки (в среднем на 1-2%) за счет локального перемещения лекал в раскладке.
Одним из дополнительных преимуществ использования ShapeShifter является возможность оперативной автоматической "подгонки" раскладок при небольших изменениях ширины раскраиваемого материала (1-5 см), что позволяет быстро перестроить раскладку в случае, когда ширина материала меньше ширины раскладки.
|
| РАСКЛАДКА ЛЕКАЛ В САПР «АССОЛЬ» САПР «Ассоль» — универсальная система, способная оптимальным образом решать задачи проектирования изделий на предприятиях легкой промышленности различного профиля и объема производства. На настоящий момент в состав САПР «Ассоль» входят восемь подсистем и среди них подсистема ввода лекал в компьютер с помощью цифрового фотоаппарата – фотодигитайзер. Раскладка лекал, один из важнейших модулей, составляющих САПР. Внедрение подсистемы Раскладка в комплексе с подсистемой Расчет куска, позволяет установить полный контроль за расходом ткани и получить значительную экономию материала при производстве изделий. В подсистеме Раскладка САПР «Ассоль» поддерживается как ручной, так и автоматический режимы работы. Ручной режим присутствует во всех промышленных САПР. Работая в ручном режиме, раскладчик выполняет на экране компьютера практически ту же работу, что и на столе. Качество выполнения раскладки в этом случае в большой степени зависит от мастерства раскладчика, а производительность его труда определяется удобством пользовательского интерфейса подсистемы раскладки. В САПР «Ассоль» ручной режим раскладки имеет современный пользовательский интерфейс, позволяющий создавать как одно-, так и многокомплектные раскладки (без ограничения числа комплектов). В многокомплектных раскладках могут участвовать одинаковые или разные размеро-роста одной или нескольких разных моделей. Особенно удобно, что комплекты или отдельные лекала можно заменять, убирать и добавлять в процессе выполнения раскладки. На этапе выполнения раскладки соблюдаются все параметры, заданные на этапе формирования задания: ворс, раппорт рисунка, способы настилания, а также зазоры между лекалами и припуски на окантовку. Есть возможность выполнения секционной раскладки. При необходимости, секции можно создавать в процессе работы. Параметры материала могут быть изменены в процессе выполнения раскладки (чаще всего требуется изменить ширину). В процессе работы система автоматически отслеживается свойства лекал: симметричность, парность, количество одинаковых деталей, допустимый угол отклонения от долевой, разрешение или запрещение поворота детали на 90. Лекала можно объединять в группы, которые будут выделяться и перемещаться, как единое целое. Для быстрого вызова команд используется удобный механизм «горячих клавиш». В готовой раскладке можно заменять комплекты, быстро получая целые семейства раскладок с одинаковым расположением деталей на разные сочетания размеро-ростов. Затем их можно редактировать, добиваясь идеально плотной укладки деталей в каждой раскладке. В САПР «Ассоль» имеется автоматический режим раскладки лекал OPTiPACK. Результаты автоматической раскладки САПР «Ассоль» по проценту выпадов сравнимы с работой опытного раскладчика. В случае многокомплектных раскладок (более 100 лекал) автомат превосходит человека в плотности раскладок, и многократно превосходит по скорости. Характеристикиавтораскладки OPTiPACK: ·Среднее время расчета раскладки 3-10 минут ·Среднее снижение расхода материала 1-5% ·Средний срок окупаемости — 3-6 месяцев Преимущество перед западными аналогами в том, что в АССОЛЬ результат адаптирован не только для автоматизированного, но и для ручного раскроя, при этом можно задать более широкий спектр технологических ограничений. |
Подсистема раскладки ГРАЦИЯ
Подсистема РАСКЛАДКИ предназначена для проектирования оптимальных раскладок лекал в соответствии с требованиями, указанными в Задании на раскладку, в ручном, автоматическом и полуавтоматическом режиме.
Основу процессов проектирования раскладок составляют математические методы геометрического проектирования, которые обеспечивают автоматическое выполнение геометрических и технологических ограничений, высокую точность и скорость построения.
При формировании «Задания на раскладку» указываются модели, размеры, роста и полноты, кратность, вид полотна, направление ворса, ширина материала, межлекальное расстояние, ширина кромки, тип настила. Также могут задаваться величина усадки, величина раппорта, полосы брака, секции и другие параметры раскладки.
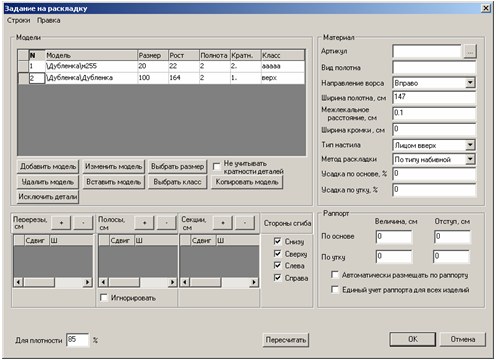 Рис. Задание на раскладку в системе Грация
Система может рассчитать, какие размеры и роста моделей лучше сочетаются в одной раскладке.
Реализованы три основных режима проектирования раскладок:
1. Автоматический. Все лекала с учетом заданных технологических ограничений раскладываются в автоматическом режиме (без участия раскладчика). Этот способ является наиболее быстрым и удобным, но не всегда обеспечивает технологичность раскладок, не учитывает многолетний опыт раскладчика.
2. Ручной. Все лекала раскладываются раскладчиком в удобном интерфейсе. В этом режиме затрачивается больше времени, но предоставляются все возможности для построения не только экономичных, но и технологичных раскладок. Учитывается многолетний опыт Раскладчика, особенности применяемого раскройного оборудования, рисунка ткани и другие, трудно формализуемые условия.
3. Полуавтоматический режим. Часть лекал по своему усмотрению укладывает Раскладчик, а остальные укладываются в автоматическом режиме. Раскладчик в любой момент может поменять расположение лекал и перейти в автоматический режим. Этот режим позволяет использовать опыт Раскладчика и быстродействие Компьютера. Вместе они быстрее построят экономичную и технологичную раскладку, чем каждый из них в отдельности.
Реализованы 5 способов проектирования раскладок с учетом особенностей рисунка ткани. Учтены все разумные пожелания специалистов предприятий и учебных заведений.
Рис. Задание на раскладку в системе Грация
Система может рассчитать, какие размеры и роста моделей лучше сочетаются в одной раскладке.
Реализованы три основных режима проектирования раскладок:
1. Автоматический. Все лекала с учетом заданных технологических ограничений раскладываются в автоматическом режиме (без участия раскладчика). Этот способ является наиболее быстрым и удобным, но не всегда обеспечивает технологичность раскладок, не учитывает многолетний опыт раскладчика.
2. Ручной. Все лекала раскладываются раскладчиком в удобном интерфейсе. В этом режиме затрачивается больше времени, но предоставляются все возможности для построения не только экономичных, но и технологичных раскладок. Учитывается многолетний опыт Раскладчика, особенности применяемого раскройного оборудования, рисунка ткани и другие, трудно формализуемые условия.
3. Полуавтоматический режим. Часть лекал по своему усмотрению укладывает Раскладчик, а остальные укладываются в автоматическом режиме. Раскладчик в любой момент может поменять расположение лекал и перейти в автоматический режим. Этот режим позволяет использовать опыт Раскладчика и быстродействие Компьютера. Вместе они быстрее построят экономичную и технологичную раскладку, чем каждый из них в отдельности.
Реализованы 5 способов проектирования раскладок с учетом особенностей рисунка ткани. Учтены все разумные пожелания специалистов предприятий и учебных заведений.
 Рис. Раскладка в системе Грация
В Подсистеме «Раскладки» предоставлены широкие возможности работы с отдельными лекалами: вращение, разрезание, сгиб, выход за кромку, увеличение. Можно задавать горизонтальные и вертикальные полосы брака, перерезы, секции, объединять лекала в группы.
Построенную раскладку можно вывести на широкоформатный или узкий плоттер. При выводе широкой раскладки на узкий плоттер она автоматически разбивается на несколько полос с учетом ширины бумаги, выводятся отдельные полосы и склеиваются. При этом погрешность на 7 метрах не превышает 0,5 миллиметра. Стоит узкий плоттер в 3-4 раза дешевле и работает практически с любой бумагой.
Напечатанная на бумаге в натуральную величину раскладка может быть использована разметки (намеловки) при раскрое настила механизированным способом.
По готовой раскладке может быть выполнен раскрой настила на автоматизированной раскройной установке зарубежного или отечественного производства.
Качество раскладок является одним из основных факторов экономного использования материалов, что непосредственно влияет на себестоимость производимых изделий и конкурентоспособность продукции.
Раскладка, созданная в САПР "ГРАЦИЯ" будет не только экономичной, но технологичной, учитывая разнооттеночность ткани, рисунок, особенности применяемого раскройного оборудования и другие трудно формализуемые факторы.
Рис. Раскладка в системе Грация
В Подсистеме «Раскладки» предоставлены широкие возможности работы с отдельными лекалами: вращение, разрезание, сгиб, выход за кромку, увеличение. Можно задавать горизонтальные и вертикальные полосы брака, перерезы, секции, объединять лекала в группы.
Построенную раскладку можно вывести на широкоформатный или узкий плоттер. При выводе широкой раскладки на узкий плоттер она автоматически разбивается на несколько полос с учетом ширины бумаги, выводятся отдельные полосы и склеиваются. При этом погрешность на 7 метрах не превышает 0,5 миллиметра. Стоит узкий плоттер в 3-4 раза дешевле и работает практически с любой бумагой.
Напечатанная на бумаге в натуральную величину раскладка может быть использована разметки (намеловки) при раскрое настила механизированным способом.
По готовой раскладке может быть выполнен раскрой настила на автоматизированной раскройной установке зарубежного или отечественного производства.
Качество раскладок является одним из основных факторов экономного использования материалов, что непосредственно влияет на себестоимость производимых изделий и конкурентоспособность продукции.
Раскладка, созданная в САПР "ГРАЦИЯ" будет не только экономичной, но технологичной, учитывая разнооттеночность ткани, рисунок, особенности применяемого раскройного оборудования и другие трудно формализуемые факторы.

 Рис. Вывод раскладки на печать в системе Грация
САПР "ГРАЦИЯ" предоставляет возможность использовать для этого наиболее эффективный режим построений раскладок - полуавтоматический, который позволяет использовать опыт раскладчика и быстродействие компьютера.
Рис. Вывод раскладки на печать в системе Грация
САПР "ГРАЦИЯ" предоставляет возможность использовать для этого наиболее эффективный режим построений раскладок - полуавтоматический, который позволяет использовать опыт раскладчика и быстродействие компьютера.
|
| Раскладчик лекал Julivi "Раскладчик лекалJulivi " - программа с набором функциональных возможностей, необходимых для выполнения раскладок лекал в ручном, автоматическом и полуавтоматическом режиме, имеет простой и удобный интерфейс, позволяющий учитывать все варианты настилания и технологии кроя. При размещении лекала в раскладке, система всегда предлагает место для его размещения на полотне. Раскладчик может сразу положить лекало на предложенное место или перенести на любое другое. Программа учитывает особенности ткани (гладкая, полоска, клетка, есть возможность задать рапорт, бракованные участки). Зазор между лекалами можно менять в процессе раскладки лекал. Область применения: · Швейные фабрики с любой формой собственности и объемом производства. · Индивидуальный пошив одежды. Высшие и средние учебные учреждения, а так же система профессионального образования - для обучения специальностям "конструктор одежды" и "модельер одежды". Раскладчик - базовый комплект Раскладка лекал на полотне с учетом типа настилов:программа поддерживает все известные типы настила - лицом вверх, лицом вниз, лицо с лицом, в сгиб и круглое полотно. По умолчанию, выставлен режим настилания наиболее часто использующийся на фабрике. В зависимости от типа настилания, программа контролирует поворот лекал, способ их укладывания и комплектность. Создание раскладок с произвольным и заданным заранее количеством комплектов:для удобства использования в программе существует два типа вывода лекал: основной и специальный. В Основном режиме все выбранные для раскладки лекала выводятся с учетом количества деталей кроя. Специальный тип вывода лекал используется в случаях, когда надо уложить много комплектов мелких лекал, оптимально используя ширину ткани. В этом случае контроль используемых комплектов отключен. Контроль изменений в модели, вносимых конструктором:в системе существует единая база моделей и раскладок, в состав раскладок всегда включаются лекала последней версии, т.е. при любом изменении лекал конструктором сразу меняются и лекала в раскладке. Естественно это может приводить к наложению лекал, о чем программа предупредит оператора, до вывода раскладки на плоттер. Кроме наложения, система предупреждает о том, что не все лекала лежат в раскладке. Это может произойти в том случае, если после создания раскладок конструктор добавляет лекала в модель. В процессе подготовки модели к производству автоматически формируются протоколы работы с моделью и раскладками. По ним можно узнать о том кто, сколько и на какой рабочей станции работал с моделью или раскладкой, какие производились операции. Ведение базы заказов:на некоторых фабриках работу по созданию и ведению раскладок организовывают в рамках заказа фирмы. Это удобно, если идет большая повторяемость моделей в течение довольно длительного времени. Вывод раскладок на печать:программа позволяет прорисовать выбранные раскладки лекал на плоттере, сформировав предварительно очередь прорисовок. Также она позволяет распечатать на принтере схемы раскладок (мини-маркеры), а также выводить на печать информацию о площадях комплектов лекал. Дополнительно подключаемые к базовому комплекту опции (могут быть добавлены к базовому комплекту по желанию заказчика) Автоматическое создание болванок лекал с заданным рапортом:при создании раскладки есть возможность кругового наращивания величины лекала с необходимыми значениями подлине и ширине. Что удобно использовать при работе с усадочными тканями и тканями с рисунком. Раскладка лекал с привязкой к рисунку ткани:рисунок может состоять из комбинации основных рисунков: клетки, горизонтальной и вертикальной полоски. Это позволяет работать с любым реальным рисунком. Сейчас в производстве используются две технологии создания раскладок на полотне с рисунком: увеличение лекала для последующей подгонки рисунка на каждом лекале и совмещение определенных точек лекала с рисунком. Как показал опыт эксплуатации программы, реально одновременно используются оба способа. Задается связь засечек с рисунком и друг с другом, а для учета перекоса ткани в настиле лекала увеличиваются на 0.5-1 см. Такая комбинация позволяет получить требуемое качество кроя при минимальном расходе сырья и времени на подкраивание. Автоматическое создание объединенных болванок на несколько лекал (суперболванка):при создании раскладки для автоматического раскроя имеется возможность объединить несколько лекал в одно и на раскройном комплексе вырезать блок из нескольких лекал для дальнейшего их подкраивания. Раскладка лекал с учетом брака в материале:если раскладку необходимо создать на ткани с некоторыми типами дефектов (полоса другого оттенка или любой дефект по всей длине рулона ткани), программа позволяет ввести и показать их на экране, запретить укладку лекал на дефектные участки. Секции:для работы с тканями типа купон, или при использовании концевых остатков программа позволяет создавать раскладки, состоящие из нескольких секций. Секция - это некоторая законченная часть полотна раскладки, которая может повторяться несколько раз. При этом оператор может подобрать количество повторов секций для соблюдения комплектности изделия. Настилы:для обеспечения рационального использования материалов программа позволяет создавать раскладки с учетом разной комплектации лекал (например, мелкие лекала укладываются отдельно и в большем количестве, чем в основном настиле). То есть для каждой секции в раскладке подбирается своя высота настила ткани, но программа при этом контролирует комплектность лекал, и она в целом не нарушается. Работа с группами:в процессе работы с раскладкой есть возможность создать несколько групп лекал и работать с ними как с отдельным лекалом. Полуавтоматическая раскладка:программа значительно ускоряет процесс создание раскладок, аналогичных имеющимся в базе. До 70 процентов раскладок можно создать в полуавтоматическом режиме, используя в качестве подсказки шаблоны ранее созданных схем. Этот режим используется при создании раскладок одной модели для разных размеров или ширины полотна. Раскладка для автоматического раскроя с дополнительным управление ножом:в программе существует набор функций оптимизации автоматического раскроя: нумерация лекал, направления обхода лекал, точки входа ножа. Автоматическая раскладка:использование алгоритмов автоматической раскладки лекал позволяет существенно сократить время работы раскладчика, так как в этом случае его функции сводятся только к заданию параметров исполнения раскладки. Автоматическая раскладка в системе JULIVI осуществляется при помощи использования подпрограммы «Раскладчик-Автомат», которая встраивается в любую конфигурацию программы «Раскладчик», таким образом, ручные режимы раскладки также сохранены. Создается пакет раскладок для автомата и обработка его в ночное время. Автоматически генерируются все варианты компоновок комплектов и ширин материала, используемых в заказе. На основе данной информации автоматически определяются оптимальные сочетания комплектов и ширин. |
Модуль раскладки «Eleandr»
 Модуль раскладки предназначен для выполнения раскладки: ручной, автоматической и комбинированной (полуавтоматической). Комбинированная раскладка позволяет пользователю разложить часть комплекта в автоматическом режиме. Существует возможность раскладывать один или несколько комплектов лекал одного или нескольких изделий.
Система показывает границу материала для заданного нормативного процента отходов, а также подсчитывает процент межлекальных выпадов и длину выполненной раскладки. Для удобства пользования неиспользуемые детали можно хранить в панели подачи деталей и при необходимости помещать их на поле.
Модуль раскладки является многораскладочным, т.е. позволяет:
·разложить лекала одного или нескольких изделий на материалы различного типа (детали верха, детали прокладок, детали подкладки и т.д.);
·разложить один и тот же комплект деталей на материалы различной ширины, для получения наиболее рациональной раскладки.
Модуль позволяет задавать основные параметры раскладки: нормативный процент межлекальных выпадов; межлекальный зазор; кромки, отступы и секции на материале; тип ткани. Существует возможность градации деталей по цветам. Модуль раскладки предназначен для выполнения раскладки: ручной, автоматической и комбинированной (полуавтоматической). Комбинированная раскладка позволяет пользователю разложить часть комплекта в автоматическом режиме. Существует возможность раскладывать один или несколько комплектов лекал одного или нескольких изделий.
Система показывает границу материала для заданного нормативного процента отходов, а также подсчитывает процент межлекальных выпадов и длину выполненной раскладки. Для удобства пользования неиспользуемые детали можно хранить в панели подачи деталей и при необходимости помещать их на поле.
Модуль раскладки является многораскладочным, т.е. позволяет:
·разложить лекала одного или нескольких изделий на материалы различного типа (детали верха, детали прокладок, детали подкладки и т.д.);
·разложить один и тот же комплект деталей на материалы различной ширины, для получения наиболее рациональной раскладки.
Модуль позволяет задавать основные параметры раскладки: нормативный процент межлекальных выпадов; межлекальный зазор; кромки, отступы и секции на материале; тип ткани. Существует возможность градации деталей по цветам.
|
|
