Реферат
по дисциплине: Метрология, стандартизация и сертификация
На тему:
«Понятие о совместимости и взаимозаменяемости.
Основные понятия и определения о допусках и посадках.
Единая система допусков и посадок, принципы её построения».
Выполнил: студент группы 141 ЭТ Ромашов Н.А..
Проверил: Малюгин С.И.
Санкт Петербург
 Содержание:
Содержание:
1.Введение
2. Понятие о совместимости и взаимозаменяемости.
3. Основные понятия и определения о допусках и посадках
4. Единая система допусков и посадок, принципы её построения
5.Заключение
6.Список источников
 |
Введение
Стандартизация решает проблемы взаимозаменяемости и совместимости, помогает организации производства, обеспечивает безопасность самого изделия и инфраструктуры, обслуживающей его эксплуатацию, охраняет природу от вредных воздействий. Сочетание относительно низкой стоимости и высокого качества продукции также можно обеспечить, повышая степень стандартизации составных частей изделий.
Понятие о совместимости и взаимозаменяемости
 Взаимозаменяемость – это свойство независимо изготовленных деталей и узлов машин, и приборов обеспечивать возможность беспригоночной сборки (или замены при ремонте) сопрягаемых деталей в сборочную единицу, а сборочных единиц – в изделия при соблюдении предъявляемых к ним требований. Взаимозаменяемыми могут быть и изделия в целом.
Взаимозаменяемость – это свойство независимо изготовленных деталей и узлов машин, и приборов обеспечивать возможность беспригоночной сборки (или замены при ремонте) сопрягаемых деталей в сборочную единицу, а сборочных единиц – в изделия при соблюдении предъявляемых к ним требований. Взаимозаменяемыми могут быть и изделия в целом.
Взаимозаменяемость обеспечивается соблюдением в заданных пределах не только геометрических параметров сопрягаемых деталей, но и электрических, гидравлических, пневматических и других физико-механических параметров деталей и сборочных единиц машин, а также соблюдением кинематических и динамических параметров звеньев механизмов и т.п. Взаимозаменяемость может быть полной и неполной (ограниченная).
При полной взаимозаменяемости любая деталь или сборочная единица могут быть поставлены на соответствующие места в машине без дополнительной обработки, пригонки, подбора или регулирования. Полностью взаимозаменяемыми могут быть самые разнообразные детали машин, начиная от самых простых (валики, втулки, пальцы и т.п.) и кончая наиболее сложными (зубчатые колеса, червяки, резьбовые детали и др.).
Ограниченно взаимозаменяемыми называются такие детали, при сборке или смене которых может потребоваться групповой подбор деталей (селективная сборка), применение компенсаторов, регулирование положения некоторых частей узла, пригонка.
Полностью или ограниченно взаимозаменяемыми могут быть не только детали, но и сборочные единицы, например блоки цилиндров, муфты
сцепления, подшипники качения, свечи зажигания к двигателям внутреннего сгорания, агрегатные узлы и т.п.
Тот или иной уровень взаимозаменяемости определяется эксплуатационными требованиями и требованиями рационального производства.
Взаимозаменяемость базируется на стандартизации, нормативно-техническим документом которой является стандарт, устанавливающий комплекс норм, правил и требований к объекту стандартизации.
Вопросы взаимозаменяемости в машиностроении и приборостроении регламентируют следующие системы стандартов: «Основные нормы взаимозаменяемости» (ОНВ) и «Единая система допусков и посадок»  (ЕСДП). При разработке стандартов используют стандарты Международной организации по стандартизации ИСО.
(ЕСДП). При разработке стандартов используют стандарты Международной организации по стандартизации ИСО.
Основные понятия и определения о допусках и посадках
При изготовлении изделий неизбежно возникают погрешности размеров.
Погрешности вызываются разными причинами и бывают систематическими и случайными. Ряд причин можно устранить и этим Уменьшить погрешность. Однако полностью исключить их влияние невозможно. Погрешность размера, при которой сохраняется работоспособность изделий, называют допустимой погрешностью или допуском размера.
При сборке машины детали тем или иным образом соединяются между собой. Две или больше соединенных между собой деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, также называют сопрягаемыми. В соединениях, в которых одна деталь входит в другую, есть охватывающие и охватываемые поверхности. Например, в соединении втулки с валом поверхность расточки втулки — охватывающая, поверхность вала — охватываемая, в шпоночном соединении паз — охватывающий, поверхность шпонки — охватываемая. Охватывающие поверхности условно называют отверстиями, а охватываемые — валами.
Основные определения допусков и посадок для деталей и соединений установлены ГОСТ 25346—82 и стандартом Совета Экономической Взаимопомощи (СТ СЭВ 145—75).
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизовать режущие инструменты и калибры, облегчает конструирование, производство и достижение взаимозаменяемости изделий и их частей, а также обусловливает повышение их качества.
В настоящее время большинство стран мира применяет системы допусков и посадок ИСО. Системы ИСО созданы для унификации национальных систем допусков и посадок с целью облегчения международных технических связей в металлообрабатывающей промышленности. Включение международных рекомендаций ИСО в национальные стандарты создает условия для обеспечения взаимозаменяемости однотипных деталей, составных частей и изделий, изготовленных в разных странах. Советский Союз вступил в ИСО в 1977 году, а затем перешёл на единую систему допусков и посадок (ЕСДП) и основные кормы взаимозаменяемости, которые базируются на стандартах и рекомендациях ИСО.
 Основные нормы взаимозаменяемости включают системы допусков и посадок на цилиндрические детали, конуса, шпонки, резьбы, зубчатые передачи, и др. Системы допусков и посадок ИСО и ЕСДП для типовых деталей машин основаны на единых принципах построения, включающих:
Основные нормы взаимозаменяемости включают системы допусков и посадок на цилиндрические детали, конуса, шпонки, резьбы, зубчатые передачи, и др. Системы допусков и посадок ИСО и ЕСДП для типовых деталей машин основаны на единых принципах построения, включающих:
 систему образования посадок и видов сопряжений;
систему образования посадок и видов сопряжений;
систему основных отклонений;
уровни точности;
единицу допуска;
предпочтительные поля допусков и посадок;
диапазоны и интервалы номинальных размеров;
нормальную температуру.
Система образования посадок и видов сопряжений предусматривает посадки в системе отверстия (СА) и в системе вала (СВ).
Посадки в системе отверстия - это посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием
Посадки в системе вала - это посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом).
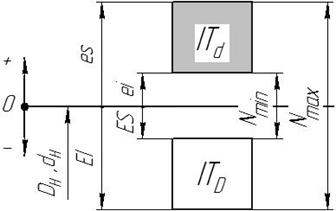
Рис. 3.1. Примеры расположения полей допусков для посадок: а - в системе отверстия; б - в системе вала
Для всех посадок в системе отверстия нижнее отклонение отверстия EI = 0, т. е. нижняя  граница поля допуска основного
граница поля допуска основного  отверстия, всегда совпадает с нулевой линией. Для всех посадок в системе вала верхнее отклонение основного вала es = 0, т. е. верхняя граница поля допуска вала всегда совпадает с нулевой линией.
отверстия, всегда совпадает с нулевой линией. Для всех посадок в системе вала верхнее отклонение основного вала es = 0, т. е. верхняя граница поля допуска вала всегда совпадает с нулевой линией.
Поле допуска основного отверстия откладывают вверх, поле допуска основного вала - вниз от нулевой линии, т. е. в материал детали.
Система основных отклонений представляет собой ряд основных отклонений валов в СА и отверстий в СВ, обозначаемых соответственно строчными и заглавными буквами латинского алфавита, например a, b, …, zb, zc; A, B, …, ZB, ZC.
Значение основного отклонения определяется соответствующей буквой и зависит от номинального размера.
В системах допусков и посадок разных типов деталей установлено разное число основных отклонений, наибольшее их количество содержится в системе допусков и посадок гладких цилиндрических деталей.
Уровни точности могут называться по-разному: квалитеты точности - для гладких деталей, степени точности - для резьбовых деталей и зубчатых колёс или классы точности - для подшипников качения, но в любом случае они определяют требуемую ступень точности деталей для выполнения своих функций. Обозначаются уровни точности, как правило, арабскими цифрами, чем меньше цифра, тем выше уровень точности, т.е. точнее деталь.
Единица допуска - это зависимость допуска от номинального размера, которая является мерой точности, отражающей влияние технологических, конструктивных и метрологических факторов. Единицы допуска в системах допусков и посадок установлены на основании исследований точности механической обработки деталей. Значение допуска можно рассчитать по формуле T = a·i, где a - число единиц допуска, зависящее от уровня точности (квалитет или степень точности); i - единица допуска.
Предпочтительные поля допусков и посадок представляют собой совокупность отобранных из числа наиболее часто применяемых в производстве изделий полей допусков и составляемых из их числа посадок или видов сопряжений. Эти поля допусков и посадок составляют ряды предпочтительных и рекомендуемых и должны в первую очередь использоваться при проектировании изделий.
 Диапазоны и интервалы номинальных размеров учитывают влияние масштабного фактора на значение единицы допуска. В пределах одного диапазона размеров зависимость единицы допуска от номинального размера - постоянна. Например, в системе допусков и посадок гладких деталей для диапазона размеров от 1до 500 мм единица допуска равна;для диапазона размеров свыше 500 до 3150 мм единица допуска равна i = 0,004D + 2,1.
Диапазоны и интервалы номинальных размеров учитывают влияние масштабного фактора на значение единицы допуска. В пределах одного диапазона размеров зависимость единицы допуска от номинального размера - постоянна. Например, в системе допусков и посадок гладких деталей для диапазона размеров от 1до 500 мм единица допуска равна;для диапазона размеров свыше 500 до 3150 мм единица допуска равна i = 0,004D + 2,1.
Для построения рядов допусков каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Поскольку назначать допуск для каждого номинального размера экономически нецелесообразно для всех размеров, объединенных в один интервал, значения допусков приняты одинаковыми. В формулах единиц допусков в системе ИСО и ЕСДП в качестве размеров подставляют среднее геометрическое крайних размеров каждого интервала.
Размеры по интервалам распределены так, чтобы допуски, подсчитанные по крайним значениям в каждом интервале, отличались от допусков, подсчитанных по среднему значению диаметра в том же интервале, не более чем на 5-8 %.
Нормальная температура, при которой определены допуски и отклонения, устанавливаемые стандартами, принята равной + 20 °С (ГОСТ 9249-59). Такая температура близка к температуре рабочих помещений производственных помещений. Градуировку и аттестацию всех линейных и угловых мер и измерительных приборов, а также точные измерения следует выполнять при нормальной температуре, отступления от нее не должны превышать допускаемых значений, содержащихся в ГОСТ 8.050-73 (Государственная система измерений).
Температура детали и измерительного средства в момент контроля должна быть одинаковой, что может быть достигнуто совместной выдержкой детали и измерительного средства в одинаковых условиях (например, на чугунной плите). Если температура воздуха в производственном помещении, контролируемой детали и измерительного средства стабилизированы и равны 20 °С, температурная погрешность измерения отсутствует при любой разности температурных коэффициентов линейного расширения. Таким образом, для устранения температурных погрешностей необходимо соблюдать нормальный температурный режим в помещениях измерительных лабораторий, инструментальных, механических и сборочных цехов.