ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
Способы установки обрабатываемых деталей.
Детали средних размеров единичного или мелкосерийного производства устанавливают в машинных тисках с ручным (винтовым) зажимом (рис. 1). Для закрепления деталей цилиндрической формы класса валов (валы, оси, пальцы и т п.) используют приспособления с базированием детали по наружной цилиндрической поверхности (рис.2) или в центровых отверстиях. Крупногабаритные детали класса корпусов (станины, стойки, кронштейны) устанавливаются и крепятся непосредственно на столе продольно - фрезерных, карусельно-фрезерных или барабанно-фрезерных станков специальными крепежными болтами и прихватами за Т - образные пазы.
В массовом и серийном производствах для фрезеровании плоскостей и пазов применяют специальные приспособления с механизированным зажимом деталей. В машиностроении имеются детали цилиндрической формы с равномерным или неравномерным расположением по окружности лазов, канавок, и т.п., которые обрабатываются фрезерованием. Для их установки применяют универсальные делительные головки УДГ - 100. УДГ - 135 и УДГ - 160 (шифры 100,135 и 160 обозначают высоту центров головки), позволяющие осуществлять поворот обрабатываемой детали на любое (четное или нечетное) количество частей.

Рис. 1 Схема установки детали в тисках при фрезеровании.

Рис. 2 Схема базирования детали по цилиндрической поверхности.
Методы выполнения основных операций.
Пазы и уступы фрезеруют на горизонтально- и вертикально-фрезерных станках по различным схемам. На рис. 3а показана схема обработки уступа концевой фрезой, рис. 36 - паза трехсторонней дисковой фрезой, рис. Зв - уступов набором из двух двухсторонних дисковых фрез. Настройку комплектов фрез на заданный размер производят вне станка, чтобы исключить его подналадку при смене инструмента. Комплекты двух- и трехсторонних фрез настроенных на определенный размер целесообразно хранить в сборе с оправками
Т - образные пазы фрезеруют за две операции (рис. 4а): дисковой фрезой основной паз и "грибковый" фрезой Т - образный паз. Пазы типа "ласточкина хвоста" (рис. 46) фрезеруют на вертикально-фрезерном станке также за две операции: скачала основной паз. затем угловой паз угловой фрезой с поворотом шпиндельной головки станка.
Открытые шпоночные пазы фрезеруют концевыми фрезами на полную глубину или за несколько проходов. Специальные и винтовые пазы или поверхности обрабатывают при одновременном вращательно-поступательном движении заготовки. Для этого заготовку устанавливают в делительную головку, включаемую в кинематическую схему подачи фрезерного станка. Движения фрезы и заготовки должны быть согласованы так, чтобы за один полным оборот заготовки фреза переместилась вдоль ее оси на величину шага винтовой канавки.
Винтовые канавки фрезеруют концевой фрезой на вертикально -фрезерном станке или дисковой фрезой на горизонтально - фрезерном станке. Фрезеруемая канавка получает профиль фрезы. При

Рис. 3 Схемы фрезерования пазов и уступов:
а - концевой фрезой; б - трехсторонней дисковой фрезой; б - набором из двух дисковых фрез.
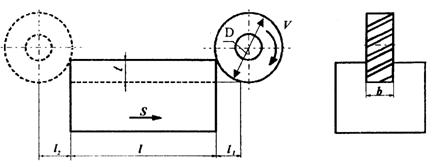
Рис. 4Схема фрезерования паза дисковой фрезой
Определение числа переходов:
| Способ обработки | Переходы | I | R |
| Фрезерование | Обдирка | ||
| Черновое | 15-16 | ||
| Получистовое | 12-14 |
Примечание: Заготовка обработана по всем поверхностям кроме пазов.
Принимаем вместо обдирки черновое фрезерование.
Режимы чернового фрезерования:
T=2мм.
S =0,1об\зуб.
V=35м\мин.
N=2000об\мин.