Замковая опора (якорь) вставных штанговых насосов вместе с уплотнением насоса должна обеспечивать герметичное закрепление насоса в опорной муфте колонны НКТ на заданной глубине скважины.
Вставные штанговые насосы с неподвижным цилиндром могут иметь в зависимости от исполнения замковые опоры в верхней или в нижней части насоса. Насосы с подвижным цилиндром могут иметь замковые опоры только в нижней части насоса.
Замковая опора может иметь механический или гидравлический якорь, который должен предотвращать срыв насоса под действием усилий трения, возникающих между цилиндром и движущимся вверх плунжером.
Механический якорь должен обеспечивать фиксацию и уплотнение вставного насоса за счет силового воздействия и геометрического замыкания.
Механический якорь опоры типа 31 располагается в верхней части вставного насоса и состоит из фиксирующего и уплотнительного устройства (рис. 2.107, а). Фиксирующее устройство имеет цанговую пружину и ответную деталь — упорный ниппель.
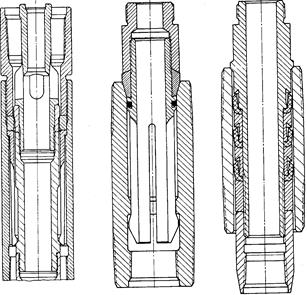
Рис. 2.107. Замки:
а — исполнение 31; б — исполнение 32; в — гидравлический замок.
Уплотнительное устройство состоит из седла и уплотнительного кольца, сопряжение между которыми происходит по конической поверхности. Допускается исполнение уплотнительного устройства с дополнительным уплотнительным неметаллическим кольцом, расположенным в цилиндрической расточке опорной муфты.
Механический якорь замковой опоры типа 32 (рис. 2.107, 6) расположен в нижней части вставного насоса и имеет конструкцию, аналогичную опоре 31.
Гидравлические замки опор 31 и 32 (рис. 2.107, в) состоят из посадочной оправки, несущей на себе посадочные манжеты и опорные кольца, и стакана, являющегося частью опорной муфты колонны НКТ.
Цанговая пружина замковой опоры должна изготавливаться из стали 40Х и подвергаться закалке до твердости HRC 40...45.
Седло уплотнительного устройства должно изготавливаться из стали 30X13 и подвергаться термической обработке до твердости HRC 32...38.
Уплотнительное кольцо должно изготавливаться из коррози-онностойкой стали или из спеченного металлопорошка и подвергается термообработке до твердости HRC 40...45.
Остальные детали замковых опор должны быть изготовлены из конструкционной стали, причем верхнюю часть направляющей клетки и защитную втулку подвергается термической обработке для повышения стойкости против истирания.
Технические характеристики замков представлены в табл. 2.34.
Таблица 2.34
Технические характеристики замков насосов
| Шифр замка | Присоединительная резьба | Габаритные размеры, D×L, мм | |
| нижняя, d1 | верхняя, d2 | ||
| 31-27-32 32-27-32 | М42хЗ | M33xl,5 М38х1,5 | 48,2x410 |
| 31-38-44 32-38-44 | М52 | СпМ44х1,5 М50х1,5 | 59,7x430 |
| 31-50 32-50 | М62х2 | М62х2 | 72,9x475 |
Автосцеп и сливное устройство насосов исполнения ННБА предназначены соответственно для сцепления штанг с плунжером насоса и слива жидкости из полости насосно-компрессорных труб при демонтаже насоса.
Вариант конструктивного исполнения автосцепа и сливного устройства представлен на рис. 2.108.

Рис. 2. 108. Автосцеп и сливное устройство исполнения ННБА:
а — сцепленное положение с закрытым сливным устройством; б — отцепленное положение с открытым сливным устройством, 1 — переводник штока; 2 — муфта; 3 — центратор; 4, 17 — патрубки; 5 — золотник, 6 — шток; 7 — резиновое кольцо; 5 — упор; 9 — цилиндр, 10, 18 — контргайки; 11 — цанговый захват; 12 — сердечник, 13 — стакан захвата; 14 — вкладыш; 15 — кольцо; 16 — пружина, 19 — клетка плунжера
Сливное устройство представляет собой патрубок со сливным отверстием в верхнем конце (см. рис. 2.108). Патрубок ввернут в цилиндр насоса, в расточке которого установлен упор. Внутри патрубка расположен золотник. Технические характеристики сливного устройства представлены в табл. 2.35.
Таблица 2.35