Для выполнения принятого состава операций и переходов по образованию замыкающих головок у группы заклёпок необходимо знать технические возможности клепальных прессов, позволяющие реализовать заданные условия клёпки: установку заклёпок в отверстие шва, выравнивание поверхности сборочной единицы в зоне клёпки относительно осей рабочих агрегатов пресса, сжатие пакета склёпываемых деталей в зоне обработки, отвод и подвод клепального инструмента плоскости прессования, обход препятствий и мест, не подлежащих обработки, а также перемещение изделия или рабочих агрегатов с соответствующим инструментом на групповой шаг клёпки и др.
В таблице 6 приведён типаж прессов для групповой клёпки, где указана степень механизации основных операций и переходов процесса клёпки сборочных единиц — циклы работ для типовых моделей прессов.
В соответствии с назначением клепальные прессы различаются мощностью, габаритными размерами и конструктивной компоновкой в которых (аналогично оборудованию для образования отверстий) применяются унифицированные узлы, агрегаты и элементы различных систем управления. Технические характеристики некоторых моделей прессов для групповой клёпки приведены в таблице 7.
Количество заклёпок, расклёпываемых инструментом за один ход клепально-силового агрегата (плунжера) пресса, определяется из условия n= Pn/ Pз, где Pn — усилие на плунжере пресса, Pз — усилие, потребное для образования замыкающей головки и клёпки.
Прессы типа КП-602 и КП –602М полуавтоматического действия с тремя циклами работы,: автоматическим, полуавтоматическим и ручным. Автоматический цикл обеспечивает клёпку одного шва независимо от его расположения на изделии. При полуавтоматическом цикле изделие перемещается на групповой шаг клёпки оператором с пульта управления, а подвод и отвод клёпальных головок осуществляется автоматически. Ручной цикл применяется для настройки и проверки действия всех систем пресса.
Конструктивная схема прессов типа КП-504П несколько отличается от прессов КП-602, что позволяет выполнить продольный заклёпочный шов за счёт перемещения портала, а поперечный — перемещением кареток верхнего плунжера и нижней клепально-силовой головки по порталу от единого привода. При этом выравнивание панелей достигается вращением её вокруг продольной и поперечной оси (рис. 7).
Прессы типа КП-503М, КП –403М, КП-405М (рис. 8) с пневмотическим приводом образуют особую группу полуавтоматических прессов. Конструкции таких прессов выполнены в виде комбинаций из отдельных унифицированных узлов и агрегатов: клепально-силового, поддерживающего, автоматического управления и др. применение таких узлов агрегатов позволяет создавать прессы специального назначения.
Автоматический цикл работы у этих прессов обеспечивает выполнение всех переходов, связанных с образованием замыкающих головок у группы заклёпок. Однако существенным недостатком является отсутствие выравнивающих и поддерживающих устройств.
Таблица 6
Типаж прессов для групповой клёпки
| СБОРОЧНЫЕ | ТИПОВОЕ ОБОРУДОВАНИЕ | |||
| ЕДИНИЦЫ | Группа | Тип | Модель | Степень механизации |
| Плоские узлы | С перемещающимися | с неподвижным | КП- 602 | Автоматический цикл - выравни-ание |
| и панели | клепальными головками | порталом | изделия относительно оси клепальных | |
| одинарной | поперёк изделия | КП- 602М | заголовок,отвод и подвод клепальных | |
| кривизны | штампов, образование замыкающих голо- | |||
| вок и перемещение изделия на групповой | ||||
| шаг клёпки. | ||||
| Полуавтоматический - перемещение изде- | ||||
| лия на групповой шаг с пульта управления | ||||
| Фюзеляжные | Сперемещающимися | С подвижным | КП-504П1-8,5 | Полуавтоматический цикл - выравнивание |
| панели одинар | клёпальными головками | порталом | изделия в продольном и поперечном нап- | |
| ной и двойной | поперёк и вдоль изделия | КП-504П1-13,5 | равлениях, перемещение портала вдоль | |
| кривизны | изделия, перемещение кареток верхнего | |||
| плунжера и нижней клепальной головки | ||||
| поперёк изделия. Клёпка одного шва - | ||||
| автоматическая | ||||
| Плоские кар- | Без поддерживающих | Станинные | КП - 503М | Автоматический цикл - опускание верхнего |
| касные узлы | и выравнивающих | КП - 403М | плунжера в плоскость клёпки, подъём ниж- | |
| (шпангоуты, | устройств | КП - 405М | него плунжера с обжимкой штампа до | |
| балки, нервю | окончания расклёпки стержня заклёпки, | |||
| ры и т. д.) | отход плунжеров в исходное положение | |||
| и малогабарит | ||||
| ные панели | ||||
| одинарной и | ||||
| двойной | ||||
| кривизны. |
Таблица 7
Технические характеристики прессов для групповой клёпки
| Модель пресса | Усилие па плунжере Рп, кН | Число рабочих ходов, мин-1 | Вылет l, мм | Зев h, мм | Ход верхнего плунжера до линии прессования, мм | Расстояние от пола до линии прессования А, мм | Габаритные размеры, мм (дл. – ширина – высота) |
| КП-602М КП-503М КП-403М КП-405М КП-504П1-8,5 (КП504П1-8,5) КП-504П2 | 2…14 12…15 15…20 20…25 3…10 | (раб. часть) | 33600х6500х4100 2670х750х2530 1800х600х2350 1100х750х1800 15560 (20560)х5400х4350 22000х6000х5100 |

| 1 - портал; 2 - верхний плунжер; 3 - нижняя силовая головка; 4 - стойка; 5 - направляющая; 6 - рамка; 7 - привод вертикального перемещения. Для пресса КП-504П1 - 8,5 β = ±40о, α = ±14о. |
| Для пресса КП-504П1 8,5 β = ±36о α = ±7о |
| Схема прессов КП-504П1 - 8,5 и КП - 504П1 - 13,5 |
| Рис. 7 |
| Рис. 7 |
Внешний вид прессов КП- 503М, КП – 403М, КП –405М
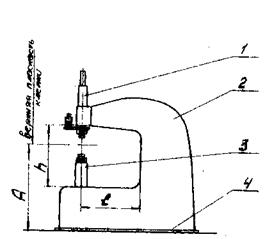
1 – поддерживающий агрегат;
2 – скоба;
3 – клепальный силовой агрегат;
4 – основание.
Рис. 8
Кроме выбора моделей пресса для клёпки следует выбрать и типоразмер клепального инструмента. Инструмент для прессовой клёпки разделяется на следующие группы: для открытых, полузакрытых и труднодоступных мест клёпки сборочной единицы.
При выборе размера и типа клепального инструмента необходимо учитывать конструктивные особенности изделия, количество одновременно расклёпываемых заклёпок за один рабочий ход клепально-силового агрегата (плунжера), поперечный шаг в шве и шаг в ряду.
Конструктивно инструмент для групповой и одиночной клёпки может иметь различные исполнения, а основное назначение — одинаковое: предварительное сжатие склёпываемого пакета деталей и образование замыкающих головок заклёпок правильной формы и размеров.
4.3. Поддерживающие и выравнивающие устройства и клепальным прессам.
Применение поддерживающе-выравнивающих и транспортныхустройств при клёпке на прессах повышает качество выполняемых соединений и производительность труда.
С помощью поддерживающе-выравнивающих устройств (ПВУ) выравниваютизделие и перемещают его в двух взаимно перпендикулярных направлениях в плоскости клепки относительно пресса.
По назначению ПВУ разделяют на поддерживающие и выравнивающие устройства.
Поддерживающие устройства применяют для удержания сборочной единицы в требуемом положении и её перемещения на необходимый шаг при клёпке. Такие устройства эффективны при обработке плоских каркасных узлов (балки, лонжероны, шпангоуты и др.).
Выравнивающие устройства кроме поддержания и перемещения сборочной единицы позволяют установить(позиционировать) зону обработки относительно вертикальной оси клёпального инструмента. Такие устройства применяют для клёпки панелей одинарной и двойной кривизны.
В зависимости от назначения и степени механизации и автоматизации клепально-сборочных работ ПВУ разделяют на следующие группы:
1 — автоматически действующие, являющиеся составной частью конструкции клепального пресса;
2 — автоматически действующие, но конструктивно не связаны с клепальным прессом и выполнены в виде самостоятельных выравнивающих и транспортирующих механизмов. Управление работой таких устройств включается в единую систему управления прессом в процессе клёпки или осуществляется от самостоятельной системы с пульта управления;
3 – с ручным перемещением обрабатываемого изделия, которая закрепляется на поворотном устройстве тележке, рольганге или устройствах, монтируемых на станине клепального пресса.
ПВУ первой группы применяются в прессах типа КП-602 и КП-504П, второй — в прессах групповой клёпки типа КП-503М, КП-403М и др., а третьей — в стационарных прессах групповой и одиночной клёпки.
По конструктивному исполнению ПВУ могут быть неподвижными или подвижными (перемещающимися) относительно клёпального пресса, напольными или подвесными как к стационарным прессам, так и к прессам, которые перемещаются в продольном и поперечном направлениях в конструкции напольных неподвижных ПВУ.
На рис. 9 показано выравнивающее устройство неподвижного типа к прессу КП-503М для обработки панелей двойной кривизны. Устройство комплектуется из
Выравнивающее устройство

1 – тележка; 2 – рельсы; 3 – гидравлический привод; 4 – поперечные направляющие; 5 – гидравлическая станция; 6 – пульт управления; 7 – ручка управления; 8 – кресло оператора; 9 – ферма; 10 – стойка; 11 – пневмодвигатель; 12 – щупы.
Рис. 9
 Подвесное выравнивающее устройство
Подвесное выравнивающее устройство
1 – рамка; 2 – гидравлический подъёмник; 3 – каретка поперечного перемещения; 4 – продольные направляющие; 5 - щупы
Рис. 10
унифицированных узлов в зависимости от длины обрабатываемой панели, а пресс перемещается на тележке в продольном и поперечном направлениях.
На рис. 10 показано подвесное выравнивающее устройство к стационарному клёпальному прессу. В таком устройстве обрабатываемая панель устанавливается и закрепляется на ложементах каркаса рамки, позволяющей выравнивать зону обработки и перемещать сборочную единицу на шаг клёпки в продольном и поперечном направлениях. Эти устройства не загромождают подходы к прессу и объекту сборки.