Разметка
 Разметкой называется нанесение на поверхность заготовки границ в виде линий и точек, соответствующих размерам детали по чертежу, а также осевых линий и центров для сверления отверстий.
Разметкой называется нанесение на поверхность заготовки границ в виде линий и точек, соответствующих размерам детали по чертежу, а также осевых линий и центров для сверления отверстий.
Если разметка производится только в одной плоскости, например на листовом материале, то она называется плоскостной. Разметка поверхностей заготовки, расположенных под разными углами друг к другу, называется пространственной. Заготовки размечают на специальной чугунной плите, называемой разметочной, устанавливаемой на деревянном столе так, чтобы ее верхняя плоскость была строго горизонтальной.
Инструменты для размет-к и. При разметке пользуются различными разметочными инструментами.
 Чертилка представляет собой стальной стержень с острыми закаленными концами. Чертилкой наносят тонкие линии на поверхности заготовки при помощи линейки, шаблона или угольника.
Чертилка представляет собой стальной стержень с острыми закаленными концами. Чертилкой наносят тонкие линии на поверхности заготовки при помощи линейки, шаблона или угольника.
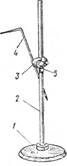
 Рейсмас применяют для нанесения на заготовке горизонтальных линий, параллельных поверхности разметочной плиты. Рейсмас состоит из основания и укрепленной в его центре стойки, на которой имеется подвижный хомутик с чертилкой, поворачивающейся вокруг своей оси. Подвижный хомутик может перемещаться по стойке и закрепляться на ней в любом положении зажимным винтом.
Рейсмас применяют для нанесения на заготовке горизонтальных линий, параллельных поверхности разметочной плиты. Рейсмас состоит из основания и укрепленной в его центре стойки, на которой имеется подвижный хомутик с чертилкой, поворачивающейся вокруг своей оси. Подвижный хомутик может перемещаться по стойке и закрепляться на ней в любом положении зажимным винтом.
Разметочный циркуль служит для вычерчивания окружностей и закруглений на размечаемой заготовке.
Для точной разметки пользуются штангенрейсмасом. На массивном основании прочно укреплена штанга, имеющая миллиметровую шкалу. По штанге перемещается рамка с нониусом и вторая рамка микрометрической подачи. Обе рамки закрепляются на штанге винтами в любом нужном положении. К рамке крепится хомутиком сменная ножка чертилки.
 Разметочный штангенциркуль применяют для вычерчивания окружностей больших диаметров с непосредственной установкой размеров. Разметочный штангенциркуль (рис. 35) состоит из штанги с нанесенной на ней миллиметровой шкалой и двух ножек, из которых ножка неподвижно укреплена на штанге, а ножка подвижная и может перемещаться на штанге. Подвижная ножка имеет нониус. В обе ножки вставляются закаленные стальные иглы. Игла подвижной ножки может перемещаться вверх и вниз и в нужном положении зажиматься винтом.
Разметочный штангенциркуль применяют для вычерчивания окружностей больших диаметров с непосредственной установкой размеров. Разметочный штангенциркуль (рис. 35) состоит из штанги с нанесенной на ней миллиметровой шкалой и двух ножек, из которых ножка неподвижно укреплена на штанге, а ножка подвижная и может перемещаться на штанге. Подвижная ножка имеет нониус. В обе ножки вставляются закаленные стальные иглы. Игла подвижной ножки может перемещаться вверх и вниз и в нужном положении зажиматься винтом.
 Центроискатель предназначен для определения центра торца цилиндрической заготовки. Центроискатель состоит из угольника с полками, расположенными под углом 90° друг к другу, и ножки, внутренняя сторона которой делит прямой угол угольника пополам. Для определения центра центроискатель устанавливают так, чтобы полки угольника касались цилиндрической поверхности заготовки. Чертилкой ведут по внутренней стороне ножки, нанося таким образом линию диаметра, затем поворачивают центро-искатель на 90° и наносят вторую диаметральную линию. Точка пересечения этих линий и будет являться центром торца цилиндрической заготовки.
Центроискатель предназначен для определения центра торца цилиндрической заготовки. Центроискатель состоит из угольника с полками, расположенными под углом 90° друг к другу, и ножки, внутренняя сторона которой делит прямой угол угольника пополам. Для определения центра центроискатель устанавливают так, чтобы полки угольника касались цилиндрической поверхности заготовки. Чертилкой ведут по внутренней стороне ножки, нанося таким образом линию диаметра, затем поворачивают центро-искатель на 90° и наносят вторую диаметральную линию. Точка пересечения этих линий и будет являться центром торца цилиндрической заготовки.
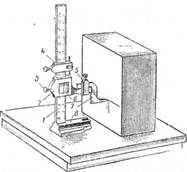
 Масштабный высотомер применяют для разметки в тех случаях, когда нужно установить острие чертилки на определенной высоте. Он состоит из неподвижной масштабной линейки, прикрепленной к чугунному угольнику, подвижной линейки, перемещающейся по направляющим основаниям, визирного движка с тонкой чертой. При разметке визирный движок устанавливают так, чтобы тонкая черта его совпадала с главной осью заготовки, и в этом положении закрепляют. После этого нулевое деление подвижной линейки ставят против тонкой черты визирного движка и расстояние (высоту) от главной оси заготовки до других осей читают на подвижной линейке.
Масштабный высотомер применяют для разметки в тех случаях, когда нужно установить острие чертилки на определенной высоте. Он состоит из неподвижной масштабной линейки, прикрепленной к чугунному угольнику, подвижной линейки, перемещающейся по направляющим основаниям, визирного движка с тонкой чертой. При разметке визирный движок устанавливают так, чтобы тонкая черта его совпадала с главной осью заготовки, и в этом положении закрепляют. После этого нулевое деление подвижной линейки ставят против тонкой черты визирного движка и расстояние (высоту) от главной оси заготовки до других осей читают на подвижной линейке.
 Кернер служит для нанесения небольших углублений на разметочных линиях заготовки, для того чтобы линии эти были хорошо видимы и не стерлись в процессе обработки заготовки. Кернер изготовляется из инструментальной стали в виде стержня, средняя часть которого имеет насечку. Рабочая часть нижнего конца кернера затачивается под углом 45—60° и закаливается, а верхний конец является бойком, по которому при на-кернивании ударяют молотком.
Кернер служит для нанесения небольших углублений на разметочных линиях заготовки, для того чтобы линии эти были хорошо видимы и не стерлись в процессе обработки заготовки. Кернер изготовляется из инструментальной стали в виде стержня, средняя часть которого имеет насечку. Рабочая часть нижнего конца кернера затачивается под углом 45—60° и закаливается, а верхний конец является бойком, по которому при на-кернивании ударяют молотком.
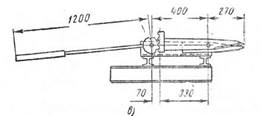
 Приспособления для разметки. В целях предохранения поверхности разме точной плиты от царапин, забоин, а также для создания устойчивого положения при разметке деталей, не имеющих плоского основания, и облегчения процесса разметки применяются чугунные по д-кладки (рис., а), домкратики (рис., б) и разметочные ящики (рис., в) различной формы. Применяют также угольники, струбцинки и регулируемые клинья.
Приспособления для разметки. В целях предохранения поверхности разме точной плиты от царапин, забоин, а также для создания устойчивого положения при разметке деталей, не имеющих плоского основания, и облегчения процесса разметки применяются чугунные по д-кладки (рис., а), домкратики (рис., б) и разметочные ящики (рис., в) различной формы. Применяют также угольники, струбцинки и регулируемые клинья.
Процесс разметки осуществляется следующим образом. Поверхности размечаемых заготовок очищают от грязи, пыли и жиров. Затем покрывают тонким слоем мела, разведенного в воде с добавлением льняного масла и сиккатива или столярного клея. Хорошо обработанные поверхности покрываются иногда раствором медного купороса или скоросохнущими красками и лаками. Когда нанесенный слой мела или краски высохнет, можно начать разметку. Разметка может производиться по чертежу или шаблону.
Процесс разметки заготовки по чертежу выполняют в такой последовательности:
– подготовленную заготовку устанавливают на разметочную плиту;
– наносят на поверхности заготовки основные линии, по которым можно определить положение других линий или центров отверстий;
– наносят горизонтальные и вертикальные линии в соответствии с размерами чертежа, затем находят центры и вычерчивают окружности, дуги и наклонные линии;
– по нанесенным линиям кернером выбивают небольшие углубления, расстояние между которыми в зависимости от состояния поверхности и размера заготовки может быть от 5 до 150 мм.
При плоскостной разметке одинаковых деталей целесообразнее пользоваться шаблоном. Такой способ разметки заключается в том, что стальной шаблон накладывают на заготовку и чертилкой обводят на заготовке его контуры.
Рубка металла
Слесарная рубка применяется для снятия лишнего металла в тех случаях, когда не требуется большой точности обработки, а также для грубого выравнивания шероховатых поверхностей, для разрубания металла, срубания заклепок, для вырубания шпоночных пазов и т. п.
Инструменты для рубки. Инструментами для рубки металла являются зубила и крейцмейсели» а ударным инструментом — молоток.
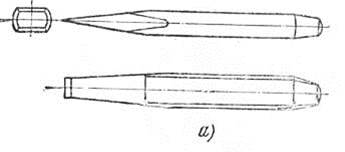 Зубило (рис. а) изготовляется из инструментальной стали У7А и, как исключение, У7, У8 и У8А. Ширина лезвия зубила от 5 до 25 мм. Угол заточки лезвия выбирается в зависимости от твердости обрабатываемого металла. Например, для рубки чугуна и бронзы угол заточки должен быть 70°, для рубки стали 60°, для рубки латуни и меди 45°, для рубки алюминия и цинка 35°. Лезвие зубила затачивают на наждачном круге так, чтобы фаски имели одинаковую ширину и одинаковый угол наклона к оси зубила. Угол заточки проверяют шаблоном или угломером.
Зубило (рис. а) изготовляется из инструментальной стали У7А и, как исключение, У7, У8 и У8А. Ширина лезвия зубила от 5 до 25 мм. Угол заточки лезвия выбирается в зависимости от твердости обрабатываемого металла. Например, для рубки чугуна и бронзы угол заточки должен быть 70°, для рубки стали 60°, для рубки латуни и меди 45°, для рубки алюминия и цинка 35°. Лезвие зубила затачивают на наждачном круге так, чтобы фаски имели одинаковую ширину и одинаковый угол наклона к оси зубила. Угол заточки проверяют шаблоном или угломером.
 Крейцмейсель (рис.,б) применяют для прорубания шпоночных канавок, срубания заклепок, предварительного прорубания канавок для последующей рубки широким зубилом.
Крейцмейсель (рис.,б) применяют для прорубания шпоночных канавок, срубания заклепок, предварительного прорубания канавок для последующей рубки широким зубилом.
Для предотвращения заклинивания крейцмейселя при прорубании узких канавок его лезвие должно быть шире оттянутой части. Углы заточки лезвия крейцмейселя те же, что и у зубила. Длина крейцмейселя от 150 до 200 мм.
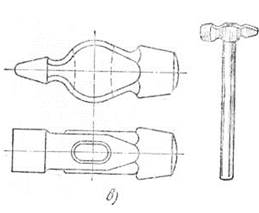 Слесарный молоток (рис.,б). При рубке обычно используют молотки весом 0,5—0,6 кГ. Молоток изготовляют из инструментальной стали У7 и У8, а рабочую часть его подвергают термической обработке (закалке с последующим отпуском). Молотки бывают с круглым и квадратным бойком. Рукоятки молотков делают из дерева твердой породы (дуб, береза, клен и др.). Длина рукояток молотков среднего веса от 300 до 350 мм.
Слесарный молоток (рис.,б). При рубке обычно используют молотки весом 0,5—0,6 кГ. Молоток изготовляют из инструментальной стали У7 и У8, а рабочую часть его подвергают термической обработке (закалке с последующим отпуском). Молотки бывают с круглым и квадратным бойком. Рукоятки молотков делают из дерева твердой породы (дуб, береза, клен и др.). Длина рукояток молотков среднего веса от 300 до 350 мм.
Для повышения производительности труда в последнее время начали осуществлять механизацию рубки путем применения пневматических молотков, работающих под действием сжатого воздуха, поступающего от компрессорной установки.
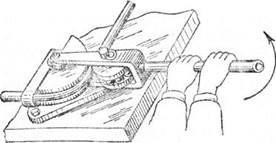
 Процесс ручной рубки заключается в следующем. Обрубаемую заготовку или деталь зажимают в тисках так, чтобы разметочная линия рубки находилась на уровне губок. Рубку осуществляют в стуловых тисках (рис., а) или, в крайнем случае, в тяжелых параллельных тисках (рис.,6). Зубило при рубке должно находиться в наклонном положении к обрубаемой поверхности заготовки под углом 30—35°. Молотком ударяют с таким расчетом, что бы центр бойка молотка попадал’ в центр головки зубила, причем нужно внимательно смотреть только на лезвие зубила, которое следует перемещать точно по разметочной линии рубки заготовки.
Процесс ручной рубки заключается в следующем. Обрубаемую заготовку или деталь зажимают в тисках так, чтобы разметочная линия рубки находилась на уровне губок. Рубку осуществляют в стуловых тисках (рис., а) или, в крайнем случае, в тяжелых параллельных тисках (рис.,6). Зубило при рубке должно находиться в наклонном положении к обрубаемой поверхности заготовки под углом 30—35°. Молотком ударяют с таким расчетом, что бы центр бойка молотка попадал’ в центр головки зубила, причем нужно внимательно смотреть только на лезвие зубила, которое следует перемещать точно по разметочной линии рубки заготовки.
При рубке толстый слой металла срубают за несколько проходов зубила. Для снятия металла зубилом с широкой поверхности предварительно крейцмейселем вырубают бороздки, затем образовавшиеся выступы срубают зубилом.
Для облегчения работы и получения гладкой поверхности при рубке меди, алюминия и других вязких металлов периодически смачивают лезвие зубила мыльной водой или маслом. При рубке чугуна, бронзы и других хрупких металлов на ребрах заготовки часто происходит выкрашивание. Для предотвращения выкрашивания перед рубкой на ребрах делают фаски.
Листовой материал рубят на наковальне или на плите зубилом с закругленным лезвием, причем сначала делаю? надрубку легкими ударами по разметочной линии, а затем разрубают металл сильными ударами.
 Основным оборудованием рабочего места слесаря является верстак (рис.,а, б), представляющий собой прочный, устойчивый стол высотой 0,75 и шириной 0,85 м. Крышка верстака должна быть изготовлена из досок толщиной не менее 50 мм. Сверху и с боков верстак обивают листовой сталью. На верстаке устанавливают стуловые или тяжелые параллельные тиски. Стол имеет выдвижные ящики для хранения слесарного инструмента, чертежей и обрабатываемых заготовок и деталей.
Основным оборудованием рабочего места слесаря является верстак (рис.,а, б), представляющий собой прочный, устойчивый стол высотой 0,75 и шириной 0,85 м. Крышка верстака должна быть изготовлена из досок толщиной не менее 50 мм. Сверху и с боков верстак обивают листовой сталью. На верстаке устанавливают стуловые или тяжелые параллельные тиски. Стол имеет выдвижные ящики для хранения слесарного инструмента, чертежей и обрабатываемых заготовок и деталей.
Перед началом работы слесарь обязательно должен проверить слесарные инструменты. Обнаруженные у инструментов дефекты устраняют или заменяют непригодный к работе инструмент исправным. Категорически запрещается работать молотком с косой или сбитой поверхностью бойка, работать зубилом с косой или сбитой головкой.
Для защиты глаз от осколков слесарь должен работать обязательно в очках. Для защиты окружающих от отлетающих осколков на верстаке устанавливают металлическую сетку. Верстак должен быть прочно установлен на полу, а тиски хорошо закреплены на верстаке. Работать на плохо установленных верстаках, а также на слабо закрепленных тисках нельзя, так как это может привести к ранению руки, кроме того, быстро утомляет.
Правка и гибка металла
Слесарная правка применяется обычно для выравнивания искривленной формы заготовок и деталей. Правку выполняют вручную или на правильных валках, прессами, на листоправйльных и углоправйльных станках и т. д.
Правку вручную осуществляют на правйльной чугунной плите или на кузнечной наковальне слесарными деревянными или металлическими молотками. Тонкий листовой материал правят на правильных плитах. При правке листового материала толщиной менее 1 мм применяют деревянные или стальные бруски, которыми приглаживают листы на правйльной плите. При правке листов толщиной более 1 мм применяют деревянные или металлические молотки.
При ручной правке листового материала вначале выявляют все выпуклости и отмечают их мелом, затем лист укладывают на правильную плиту так, чтобы выпуклости находились сверху. После этого начинают наносить удары молотком с одного края листа в направлении выпуклости, а затем с другого края. Удары молотка должны быть не очень сильными, но частыми. Молоток следует держать крепко и наносить удары по листу центральной частью бойка, не допуская никаких перекосов, так как при неправильных ударах на листе могут появиться вмятины или другие дефекты.
Полосовой материал правят на правйльных плитах ударами молотка; прутковый материал круглого сечения правят на специальном правйльно-калибровочном станке.
Вмятины на крыльях, капоте и кузове автомобиля выправляют сначала при помощи фигурных рычажков, затем под вмятину устанавливают болванку или оправку и ударами металлического или деревянного молотка выправляют вмятину.
Гибка металла применяется для получения необходимой формы изделий из листового, пруткового материала, а также из труб. Гибку осуществляют ручным или механическим способом.
При гибке ручным способом предварительно размеченный металлический лист устанавливают в приспособление и зажимают в тисках, после чего наносят удары по выступающей из приспособления части деревянным молотком.
Трубы гнут ручным или механическим способом. Трубы больших размеров (например, трубу глушителя) обычно гнут с предварительным подогревом в местах изгиба. Трубы небольших размеров (трубки систем питания и тормозной) гнут в холодном состоянии. Для того чтобы при гибке не сплющивались стенки трубы, а в местах изгиба не изменялось сечение, трубу предварительно заполняют мелким сухим песком, канифолью или свинцом. Чтобы получить нормальное закругление, а ь месте изгиба труба была круглой (без складок и вмятин), нужно правильно выбрать радиус изгиба (большему диаметру трубы соответствует больший радиус). Для гибки в холодном состоянии трубы должны быть предварительно отожжены. Температура отжига зависит от материала трубы. Например, медные и латунные трубы отжигают при температуре 600—700 °С с последующим охлаждением в воде, алюминиевые при температуре 400—580 °С с последующим охлаждением на воздухе, стальные при 850—900 °С с последующим охлаждением на возухе.
 Гибку труб производят при помощи различных приспособлений. На рис. показано роликовое приспособление Механическую гибку труб осуществляют на трубогибочных, кромкогнбочных станках, универсально-гибочных прессах.
Гибку труб производят при помощи различных приспособлений. На рис. показано роликовое приспособление Механическую гибку труб осуществляют на трубогибочных, кромкогнбочных станках, универсально-гибочных прессах.
Резка металла
При резке металла пользуются различными инструментами: кусачками, ножницами, ножовками, труборезами. Применение того или иного инструмента зависит от материала, профиля и размеров обрабатываемой заготовки или детали
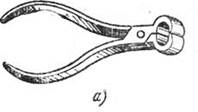 Для резки проволоки применяют кусачки (рис,, а), которые изготовляют из инструментальной стали марки У7 или У8. Губки кусачек подвергаются закалке с последующим низким (нагрев до 200° С и медленное охлаждение) отпуском.
Для резки проволоки применяют кусачки (рис,, а), которые изготовляют из инструментальной стали марки У7 или У8. Губки кусачек подвергаются закалке с последующим низким (нагрев до 200° С и медленное охлаждение) отпуском.
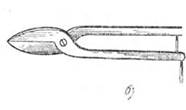 Для резки листового материала используют ручные, стуловые, рычажные, электрические, пневматические, гильотинные, дисковые ножницы. Тонкий листовой материал (до 3 мм) обычно режут ручными или стуловыми ножницами (рис., б), а толстый (от 3 до 6 мм) — рычажными (рис., в). Такие ножницы изготовляют из углеродистой инструментальной стали У8, У10. Режущие кромки ножниц закаливают. Угол заострения режущих кромок ножниц обычно не превышает 20—30°.
Для резки листового материала используют ручные, стуловые, рычажные, электрические, пневматические, гильотинные, дисковые ножницы. Тонкий листовой материал (до 3 мм) обычно режут ручными или стуловыми ножницами (рис., б), а толстый (от 3 до 6 мм) — рычажными (рис., в). Такие ножницы изготовляют из углеродистой инструментальной стали У8, У10. Режущие кромки ножниц закаливают. Угол заострения режущих кромок ножниц обычно не превышает 20—30°.
При резке ножницами предварительно размеченный металлический лист располагают между лезвиями ножниц с таким расчетом, чтобы разметочная линия совпадала с верхним лезвием ножниц.
 Все более широкое применение находят электрические и пневматические ножницы. В корпусе электрических ножниц имеется электродвигатель, ротор которого при помощи червячной передачи приводит во вращение эксцентриковый валик, с которым связан шатун, приводящий в движение подвижный нож. Нижний неподвижный нож жестко связан с корпусом ножниц.
Все более широкое применение находят электрические и пневматические ножницы. В корпусе электрических ножниц имеется электродвигатель, ротор которого при помощи червячной передачи приводит во вращение эксцентриковый валик, с которым связан шатун, приводящий в движение подвижный нож. Нижний неподвижный нож жестко связан с корпусом ножниц.
Пневматические ножницы работают под действием сжатого воздуха.
Гильотинными ножницами с механическим приводом разрезают стальные листы толщиной до 40 мм. Дисковыми ножницами разрезают листовой материал толщиной до 25 мм по прямой или кривой линиям.
Для резки небольших заготовок или деталей применяют ручные и электромеханические ножовки.
 Ручная ножовка (рис. 16) представляет собой стальную раздвижную рамку, называемую станком, в которой укреплено стальное ножовочное полотно.(1 — станок, 2 — неподвижная серьга, 3 — рукоятка, 4 — ножовочное полотно, 5 — лупа, 6 — барашек, 7 — подвижная серьга)
Ручная ножовка (рис. 16) представляет собой стальную раздвижную рамку, называемую станком, в которой укреплено стальное ножовочное полотно.(1 — станок, 2 — неподвижная серьга, 3 — рукоятка, 4 — ножовочное полотно, 5 — лупа, 6 — барашек, 7 — подвижная серьга)
Ножовочное полотно имеет форму пластины длиной до 300 мм, шириной от 3 до 16 мм и толщиной от 0,65 до 0,8 мм. Зубья ножовочного полотна разводятся в разные стороны с таким расчетом, чтобы ширина пропила, образующегося при резке, получалась на 0,25—0,5 мм больше толщины ножовочного полотна.
Ножовочные полотна бывают с мелкими и крупными зубьями. При разрезании деталей с тонкими стенками, тонкостенных труб и тонкого профильного проката применяют полотна с мелкими зубьями, а для резки мягких металлов и чугуна — с крупными зубьями.
Ножовочное полотно устанавливают в станке зубьями вперед и натягивают так, чтобы оно во время работы не перекашивалось. Перед началом работы разрезаемую заготовку или деталь устанавливают и зажимают в тисках так, чтобы разметочная линия (линия разреза) была расположена как можно ближе к губкам тисков.
Во время работы слесарь должен держать ножовку за рукоятку правой рукой, а левая рука должна лежать на переднем конце станка. При перемещении ножовки от себя совершается рабочий ход. При этом ходе нужно делать нажим, а при обратном перемещении ножовки, т. е. при перемещении на себя, происходит холостой ход, при котором нажима не следует делать.
Работа ручной ножовкой малопроизводительная и утомительна для рабочего. Применение электромеханических ножовок резко повышает производительность труда.
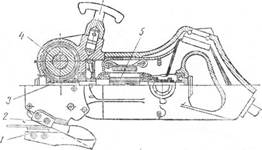
 Устройство электромеханической ножовки показано на рис.. В корпусе ножовки имеется электродвигатель, приводящий во вращение вал, на котором насажен барабан.
Устройство электромеханической ножовки показано на рис.. В корпусе ножовки имеется электродвигатель, приводящий во вращение вал, на котором насажен барабан.
На барабане имеется спиральный паз, по которому перемещается палец, закрепленный в ползуне. К ползуну прикреплено ножовочное полотно. При работе электродвигателя барабан вращается, а ножовочное полотно, прикрепленное к ползуну, совершая возвратно-поступательное движение, режет металл. Планка предназначена для упора инструмента при работе.
 Труборез
Труборез
Для резки труб применяется труборез. Он состоит из скобы (рис. 18) с тремя дисковыми резцами, из которых резцы неподвижны, а резец подвижный, и рукоятки, установленной на резьбе. При работе труборез надевают на трубу, поворотом рукоятки придвигают подвижный диск до соприкосновения с поверхностью трубы, затем, вращая труборез вокруг трубы, разрезают ее.