Введение
В 1994г. к руководству дороги обратился начальник Даниловского завода деревообрабатывающих станков с предложением о совместном использовании в интересах магистрали имеющихся на предприятии избыточных производственных мощностей. После детального рассмотрения всех возможных вариантов был сделан вывод, что наиболее целесообразно создать на площадях завода дорожную базу по ремонту и содержанию мотор-вагонного подвижного состава. По сравнению с имеющимся проектом строительства электродепо на ст. Данилов новое решение позволило сэкономить почти 6 млрд. руб.
В 1994г. для реализации проекта было создано товарищество с ограниченной ответственностью «Электропоезд» во главе с исполнительным директором В.Е. Голиковым. Высокая квалификация Виктора Евгеньевича, поразительная работоспособность, авторитет и умение общаться с людьми самого разного уровня, многолетний опыт руководства и управления — эти качества позволили ему безукоризненно справиться со сложнейшей задачей создания нового предприятия в короткий срок.
Всего через полтора года после образования ТОО "Электропоезд" в июле 1996 г. в первом пролете, после реконструкции, начали выполнять техническое обслуживание третьего объема и текущий ремонт первого объема всех электропоездов приписки депо Ярославль-Главный. Параллельно вели реконструкцию второго пролета, в котором надлежало создать все вспомогательное производство, разместить оборудование и обустройства для выполнения ТР-3. Реконструкция второго пролета была завершена в 2000 году.
В 2005 году в депо Данилов был запущен в эксплуатацию вагономоечный комплекс производства Немецких фирм: KMS, Roediger, Vollert.
1 января 2006 года сдан в эксплуатацию административно – бытовой корпус. В административном блоке мансарда предназначена для четырех комнат отдыха и библиотеки. На третьем этаже расположены кабинеты руководителей предприятия, на втором – бухгалтерия, архив, на первом – отдел кадров, столовая на 30 посадочных мест. В цокольном этаже поместили химчистку и гладильную комнату. В санитарно-бытовом блоке цокольный, первый и второй этажи занимают разделенные душевыми комнатами раздевалки, в которых с одной стороны работники депо оставляют чистую, с другой – рабочую одежду. Третий этаж и мансарду
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
ТЭПС. 190623. 003. 008.001ПЗ
|
занимает актовый зал площадью 96 квадратных метров. Кроме того, в цокольном этаже имеется сауна.
Основываясь на положительном опыте строительства вагономоечного комплекса с участием иностранных фирм и в качестве дальнейшего развития мотор-вагонного депо Данилов, руководством Северной железной дороги было принято решение о строительстве современного цеха окраски вагонов. Цех был сдан в эксплуатацию в декабре 2008 года. Цех состоит из отдельно стоящего производственного корпуса и административно-хозяйственного корпуса, примыкающего к вагономоечному комплексу (который был введен в эксплуатацию в 2005г.). Уже существующее инженерное обеспечение вагономоечного комплекса позволило обеспечить цех окраски электроэнергией, теплом и водой, принять производственно-бытовые стоки.
В производственном корпусе цеха окраски последовательно размещены две позиции подготовки поверхностей под окраску и две позиции окраски вагона. Цех способен производить наружную окраску 240 вагонов в год.
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС. 190623. 003. 008.001ПЗ
ТЭПС.190623.003.008
|
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
1. Аналитическая часть
1.1. Анализ производственно-хозяйственной деятельности мотор-вагонного депо Данилов.
Приписной парк электропоездов депо Данилов составляет 103секции электропоездов, 4 головных вагона электропоездов.
Общий пробег электропоездов в апреле 2014 / 2013 года составил: 394 651/ 413 025 км. Пробег электропоездов уменьшился на 18 374 км или 4,4%.
Общий пробег эксплуатируемого парка МВПС за 4 месяца 2014 / 2013 года составил: 1 470 504/ 1 691 818 км. Пробег эксплуатируемого парка уменьшился на 221 314 км или 13,1%.
В мотор-вагонном депо Данилов цех эксплуатации подразделяется на Даниловский участок эксплуатации, Ярославский участок эксплуатации и Вологодский участок эксплуатации.
Локомотивные бригады Даниловского участка эксплуатации осуществляют эксплуатацию и обслуживание электропоездов постоянного и переменного тока серий ЭД2Т, ЭД4М, ЭД9Т и ЭД9М.
Локомотивные бригады Ярославского участка эксплуатации осуществляют эксплуатацию и обслуживание электропоездов постоянного тока серий ЭД2Т, ЭД4М.
Локомотивные бригады Вологодского участка эксплуатации осуществляют эксплуатацию и обслуживание электропоездов переменного тока серий ЭД9Т и ЭД9М
С целью повышения эффективности работы мотор-вагонного депо Данилов начато в 2013 году, а в 2014 продолжено внедрение технологий бережливого производства.
На 2014 год поставлена задача по организации в депо 12 рабочих мест с ожидаемым экономическим эффектом от реализации 90 тысяч рублей, а так же в 2014 году планируется: закончить работу по организации участка по ремонту автосцепного устройства (ожидаемый экономический эффект от реализации 540 тысяч рублей), продолжить работу по оптимизации сетевого графика производства текущего ремонта электропоездов в объеме ТР-3 (ожидаемый экономический эффект 169 тысяч рублей), разработка и внедрение проекта внутридеповских перевозок (ожидаемым эффект от реализации 110 тысяч рублей).
Общий экономический эффект от внедрения бережливого производства в 2014 году составит 909 тыс. руб.
Реализация проектов бережливого производства в 2014 году по мотор-вагонному депо Данилов обеспечит:
- практическое обучение персонала депо применению методик бережливого производства;
- сокращение непроизводительных затрат (скрытых потерь) при производстве ТО и ТР электропоездов;
- оптимизация внутридеповских перевозок.
1.2. Анализ производственной деятельности аппаратного отделения.
Аппаратный цех – предназначен для обслуживания и ремонта электрических аппаратов и обеспечения ими электропоездов.
В аппаратном цехе производится капитальный ремонт электрической. Цех имеет в своем составе несколько отделений: отделение по ремонту электрических аппаратов, аккумуляторное отделение, автотормозное отделение, электромашинное отделение.
В отделении по ремонту электрической аппаратуры производится ремонт всей пускорегулирующей аппаратуры, трансформаторов, выключателей, кнопок управления, осветительной аппаратуры. В этом же отделении производится ремонт и комплектование приборных панелей, пультов управления работой вышки и крановой установки. На стационарных стендах производится регулировка, настройка и испытание реле зарядки РРТ-32, Панели управления магнитной системой, ограничителя грузоподъемности крановой установки.
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
В отделении по ремонту электрических машин производится мойка, пропитка обмоток электрических машин постоянного и переменного тока, при необходимости электрические машины направляются на перемотку якорей. Установленные в отделении сушильные шкафы обеспечивают восстановление изоляции обмоток электродвигателей и генераторов до номинальных значений. Отделение специализируется на ремонте следующих электрических машин: двигатели синхронные мощностью от 1 до 30 кВт, генераторы синхронные типа ЕСС-5 (30 – 75 кВт), двигатели синхронные с фазным ротором, двигатели электротельферов до 5 кВт, генераторы зарядные Г-832 на 24 В, стартеры СТ-721. В отделении производится замена подшипников на валах электрических машин, проточка и шлифование контактных колец, ремонт коллектора и щеточного механизма, ремонт петушков и другие работы.
Аккумуляторное отделение - в подчинении аппаратного цеха, но имеет своё положение и производит ревизию аккумуляторных батарей.
1.3. Анализ нормативно-технической документации используемой при ремонте электропневматического контактора.
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
На специализированном участке используются следующие инструкции и технологические карты:
- технологическая карта №177 «на выполнение текущего электропневматических контакторов 1КП0005 и ПК-22А»;
- инструкция по работе на машинах для испытания пружин МИП-1 5053, машина для испытания пружин МИП-1 5053 по ГОСТ 17086-71 с максимальной нагрузкой 1000 Н предназначена для статистических испытаний винтовых цилиндрических пружин на растяжение и сжатие и плоских пружин на двухопорный изгиб с нагрузкой до 1000 Н;
- технологическая инструкция по испытанию электропневматических аппаратов на стенде типа А.1406.00.00, стенд предназначен для проверки срабатывания электропневматических аппаратов (эл.магнитные вентили, эл.пневматические переключатели и т.п) электропоездов. Кроме проверки аппаратов на срабатывание, предусмотрена проверка на утечку, а так же может быть проверена развертка всех групповых переключателей, ПГК реверсоров и других переключателей;
- инструкция по работе на стенде для испытания электрической прочности изоляции электрооборудования ЭПС с Uисп. до 12кВ модели А2373.02., стенд для испытания электрической прочности изоляции электрооборудования.
| 2. Техническая часть.
|
| 2.1. Назначение и условия работы электромагнитного контактора.
|
Электропневматическими контакторами называют аппараты для замыкания электрических цепей под нагрузкой, имеющие индивидуальный электрический привод.
Электропневматический контактор применяется там, где проходят большие токи, и требуется высокое давление на контакты.
Электропневматические контакторы устанавливают в цепях подключения тяговых электродвигателей к тяговому генератору. Приводятся в действие воздухом.
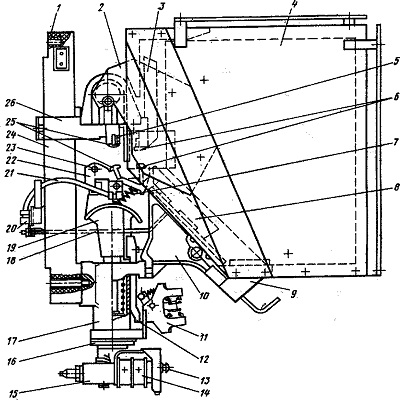
Рисунок 1.1 контактор 1КП-005
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
1- резьбовая втулка для крепления контактора; 2 - полюс; 3 - верхний дугогасительный рог; 4 - перегородка камеры; 5 - упорная планка для камеры; 6 - дугогасительные контакты; 7 - пружина; 8 - нижний дугогасительный рог; 9 - пружинный замок камеры; 10 - изоляционный кронштейн; 11- вспомогательные контакты; 12 - направляющая изолятора подвижного контакта; 13 - кнопка вентиля; 14 - катушка вентиля; 15 - вентиль; 16 - крышка; 17 - цилиндр; 18 - стержень; 19 - изолятор;
20 - внешний вывод; 21 - ввод (соединение); 22 - подвижной контактный держатель; 23 - ось; 24 - изоляционная стойка; 25 - главные контакты; 26 - неподвижный контакт.
Технические характеристики контактора 1КП-005 таблица 1.2
| Напряжение главной цепи номинальное (наибольшее), В
|
| 3000 (4000)В
|
| Номинальный ток, А
|
| 400А
|
| Номинальное напряжение вспомогательных цепей, В
|
| 220В
|
| Номинальный ток вспомогательных цепей, А
|
| 0,035.А
|
| Зазор главных контактов, мм
|
| 28-32мм
|
| Длина линии касания контактов при включенном контакторе, мм, не менее:
|
|
|
| -главных
|
| 38мм
|
| -дугогасительных
|
| 5мм
|
| Нажатие главных контактов, конечное, кгс
|
| 16,6±3,7
|
| Допустимое боковое смешение дугогасительных контактов, мм, не более
|
| 1мм
|
| Допустимый суммарный износ контактов по толщине, мм, не более:
|
|
|
| -главных
|
| 2мм
|
| -дугогасительных
|
| 3мм
|
| Наименьший ток срабатывания контактора, не более, А
|
| 0,08А
|
| Сопротивление катушек при +20" С, Ом:
|
|
|
| Вентиля ВВ-2Г
|
| 760Ом
|
| -Дугогасительной катушки
|
| 0,0055Ом
|
| Сопротивление изоляции в нормальных климатических условиях, не менее, мОм:
|
|
|
| -Между главной цепью при включенном контакторе и втулкой стойки, а так же вспомогательными контактами
|
| 50мОм
|
| -При одетой дугогасительной камере между подвижным и неподвижным контактами
|
| 50мОм
|
|
| Масса контактора
|
| 20кг
|
|
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
2.2.Основные неисправности, причины их возникновения и способы устранения.
Основными причинами появления неисправностей являются частые разрывы контактов, сопровождающихся возникновением между ними электрической дуги. Это приводит к выгоранию и оплавлению рабочих поверхностей контактов, обгоранию изоляции изоляционных стержней и изоляторов, стоек дугогасительных рогов, перегородок дугогасительных камер и к уменьшению толщины их стенок.
Обрываются жилы гибких шунтов и проводов, слабнут и ломаются пружины, нарушается работа пневматического привода и регулировка основных параметров контактора
Способы предупреждения выхода из строя электропневматических контакторов
Проверяем герметичность пневматического привода. При ревизии привода для установки резиновых манжет на поршень используются специальные приспособления.
Проверяем состояние силовых (главных) и дугогасительных контактов, при износе контактов более установленных норм, они заменяются. Восстанавливается профиль медных силовых контактов. Линия контактного касания должна быть не менее 75% ширины контактов.
Осматриваем кронштейны подвижного и неподвижного контактов и подвижной рычаг с контактодержателем главного контакта. При обнаружение в них трещин они разделываются и завариваются газовой сваркой.
Проверяем состояние дугогасительных катушек и их выводов, при нарушении пайки, наличии трещин, оплавлений и подгаров изоляции, недостаточном расстоянии между витками - катушки ремонтируется.
Изоляционные тяги не должны иметь трещин, повреждений изоляции. Проверяется состояние изоляционных стоек. Поврежденная изоляция восстанавливается в соответствие с утвержденными технологическими процессами или заменяются стойками. Стойки со следами перебросов электрической дуги зачищаются и окрашиваются изоляционной эмалью.
Проверяем состояние валиков и втулок шарнирных соединений, зазоры в шарнирных доводятся до нормы заменой валиков или втулок.
Колодки блокировок с медными сегментами осматриваются, выработка с глубиной до 1мм запиливается, и устраняется люфт рычажной системы
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
.
2.3. Периодичность, сроки и объем плановых ТО, ТР.
Средние для ОАО «РЖД» нормы периодичности технического обслуживания и ремонта электропоездов (Распоряжение от 30 декабря 2010 г. N 2812р)
Таблица 1.3
| Серии
| Техническое обслуживание
| Текущий ремонт
|
| ТО-2, часов
| То-3, суток
| ТР-1, суток
| ТР-2, тыс. км
| ТР-3, тыс. км
|
| ЭР2, ЭР9П
|
|
|
|
|
|
| ЭР2Р, ЭР2Т, ЭД2Т, ЭД4, ЭТ2, ЭР9Е, ЭР9Т
|
|
|
|
|
|
| ЭД4МК, ЭД9Т, ЭД4Э, ЭД4МК
|
|
|
|
|
|
| ЭД4М, ЭД9М, ЭТ2М
|
|
|
|
|
|
2.4. Технология ремонта
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
Электропневматические контакторы в зависимости от их технического состояния отремонтировать с полной или частичной разборкой.
2.4.1.Организация рабочего места
Организация рабочего места по ремонту электропневматического контактора предусматривает план расположения оборудования с таким расчетом, чтобы соблюдать очередность - выполнения операций при ремонте узла. Оборудование в цехе должно располагаться таким образом, чтобы был обеспечен свободный доступ к нему рабочих; если этого требует технология, должны быть подведены воздушные, водяные, масляные, электрические и другие коммуникации.
Рабочее место - единица структуры предприятия, где размещены исполнители работы, технологическое оборудование, часть конвейера, оснастка и предметы труда. Это первичное и основное звено производства. Правильная организация рабочего места предполагает четкое определение объема и характера, выполняемых на нем работ, необходимое оснащение, рациональную планировку, систематическое обслуживание, благоприятные и безопасные условия труда.
На каждое рабочее место составляется паспорт, в котором указываются: содержание выполняемой работы, годовое задание в человеко-часах, режим и условия работы, планировка, оснащение и порядок обслуживания рабочего места, и порядок размещения на нем обрабатываемых изделий.
Оснащение рабочего места осуществляется по утвержденной технической документации на выполнение работ. Оно включает организационную и технологическую оснастку.
Технологическое оснащение включает оборудование и оснастку, измерительный, режущий, монтажный и вспомогательный инструмент, а также техническую документацию. Средства технологического оснащения на рабочем месте должны размещаться в определенном, удобном для работы порядке с тем, чтобы исключить потери времени на поиски и перекладывание с места на место.
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
2.4.2. Приспособления, технологическая оснастка, средства механизации, оборудование, применяемые при ремонте электропневматического контактора.
Таблица 2.4
| Наименование
| Тип и краткая характеристика
|
| Верстак
| Рабочий стол для обработки вручную изделий из метала.
ГОСТ 16371-93
|
| Тиски
| Слесарный инструмент для зажима обрабатываемой детали. ГОСТ 16518-96
|
| Пескоструйная камера
| Пескоструйное оборудование предназначено для обработки поверхностей различными абразивными материалами.
ГОСТ 3647
|
| Отвертки
| Слесарный инструмент. ГОСТ 17199-88(0,8-3,5;0,6-2,8)
|
| Мегаомметр
| Прибор для измерения больших значений сопротивлений. ЭС0202/2Г
|
| Набор ключей
| Любого назначения и параметров. ГОСТ 2839-80(размер 17,14,13,12,10,8)
|
| Молоток
| Ударный инструмент, применяемый для разбивания предметов и других работ. ГОСТ 2310-70 (с рукояткой исполнения 7850-0109)
|
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
| Напильник
| Многолезвийный инструмент для обработки металлов, дерева, пластмасс и т. п. ГОСТ 1465-80 (обозначение 2820-0003)
|
| Пассатижи
| ГОСТ 17438-72 предназначены для фиксации, поддерживания, откусывания жил проводов и т.д.
|
| Штангенциркуль
| ГОСТ 166-89 предназначен для замеров деталей электропневматического контактора
|
| Камера обдувочная
| А 355.01.00предназначена для обдувки очистки электропневматического контактора
|
| Индикатор межвитковых замыканий
| Тип: ИМВЗ-3;
|
2.4.3. Ремонт электропневматического контактора
Техническое обслуживание ТО -3
Производим внешний осмотр аппаратов. Проверяем отсутствие повреждений аппаратов, состояние контактов, блокировок крепежных деталей. Оплавленные контакты должны быть зачищены или заменены. Проверяем четкость работы аппаратов при подаче питания. Аппараты должны переключаться без задержки в промежуточном положении.
Текущий ремонт ТР - 1
Проверяем крепление аппаратов и их деталей, отсутствие трещин. Снимаем дугогасительные камеры. Аппараты очищаем от пыли, грязи и подгаров.
Дугогасительные камеры осматриваются, проверяется прочность болтовых соединений, камеры очищаются от металлического налета и копоти. Изношенные детали камер из асбоцемента разрешается ремонтировать с применением специальной смазки или вставок из термодугостойких материалов.
Проверяется состояние разъемных силовых и вспомогательных контактов. Обожженные, оплавленные или окислившиеся контактные поверхности контактов обрабатываем при помощи напильников с мелкой насечкой и шлифовальной шкуркой с сохранением профиля контактов.
Мелкие оплавления деталей зачищаются с использованием стеклянного полотна, крупные - при помощи личного напильника.
Толщина, раствор, провал, смещение и нажатие силовых и вспомогательных контактов должны соответствовать техническим требованиям чертежей и нормам допусков и износов. Проверяем четкость срабатывания, отсутствие заеданий в подвижных частях аппаратов и прочность их крепления.
Текущий ремонт ТР -2
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
При текущем ремонте ТР -2 должны быть выполнены все работы предусмотренные текущим ремонтом ТР -1.
Текущий ремонт ТР-3
При текущем ремонте ТР -3 электропневматические контакторы полностью разбираем. Снимают дугогасительную камеру, блокировочные колодки с кронштейном и рычагом, изоляционную тягу, верхний и нижний кронштейны, пневматический привод. Кронштейны и рычаги контактора осматривают. Разработанные отверстия в них заваривают и обрабатывают согласно чертежным размером, Допускается рассверливать эти отверстия до большого диаметра, с устано
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
вкой в них бронзовых втулок. Изношенные втулки заменяют новыми. Трещины в дугогасительном роге неподвижного кронштейна разделывают и заваривают газовой сваркой, а профиль рога проверяют специальным шаблоном. В случае наличия на нем подгара или обгорания, дефектное место наплавляют латунью. Металлические прокладки под болты, крепящие кронштейны, не должны иметь острых краев и заусенцев, которые могут явиться причиной нарушения или пробоя изоляции стержня. Такие прокладки ремонтируют или заменяют. Допускается восстановление дефектной поверхности рога по длине напайкой медно-вольфрамового наконечника.
2.4.3.1. Замена и способ восстановления деталей электропневматического контактора
Контакты с выработкой рабочей поверхности более чем на 2мм заменяют новыми, изготовленными из профильной меди. Заменят и контакты контакторов, если толщина напайки их контактов менее 0,5мм. Подлежат замене также и контакты, толщина которых у пятки менее 5мм. Подгары на контактах зачищают бархатным напильником, снимая возможно меньший слой, метала и не изменяя профиля контакта. Контакты с металлокерамическими напайками зачищают металлическими пластинами или стеклянной бумагой, а напайки с износом более 1мм перепаивают.
Дугогасительные катушки с оплавлением более 3% площади их сечения восстанавливают наплавкой меди. Поврежденную изоляцию на концах катушки заменяют. Места заклепочных соединений концов дугогасительной катушки припаивают припоем ПСР-45 или латунью Л-63, наконечник катушки обслуживают припоем ПОС-40. Проверяют изоляцию сердечников относительно дугогасительного рога или неподвижного кронштейна. Пружины контактора проверяют на исправность и соответствие их характеристикам.
Изоляционную втулку, устанавливаемую между катушкой и сердечником, осматривают, и если на ней будут обнаружены следы пробоя или подгары, или если ее сопротивление окажется менее 10МОм, то втулку заменяют.
Дугогасительные камеры разбирают. Стенки и перегородки очищают на дробеструйной установки или специальном приспособлением закрепленной на нем механической щеткой, вставляемым в патрон сверлильного станка. Небольшие подгары перегородок и стенок заделывают смесью, состоящий из равных долей гипсового порошка и асбестового волокна, или эпоксидном компаундом. Поверхность, подлежащий восстановлению, очищают от нагаров и копоти наждачным полотном или металлической щеткой, тщательно промывают ацетоном, а затем поврежденное место заполняют компаундом. После полного отвердения компаунда восстановленную поверхность обрабатывают напильником и зачищают наждачным полотном. Асбоцементные стенки и перегородки гигроскопичны, поэтому после окончательной обработки их подвергают сушки и пропитке. Стенки перегородки с трещинами и прогарами глубиной более 1/4 их толщины подлежат замене. Изоляцию полюсов камер со сколами и трещинами заменяют.
Изоляционный стержень очищают от копоти и пыли техническими салфетками, смоченными спиртом или бензином. Поверхностную изоляцию с трещинами, сколами, прожогами или поврежденную на глубину, равную 1/3 ее толщины, снимают полностью или частично.
Если оставшиеся слои изоляции удовлетворяют всем требованиям, то вдоль повреждения полюсов нарезают и накладывают заготовки из формовочного миканита и пропитанной бакелитом бумагу. После накатки на стержень накладывают бандаж из киперной ленты и пропитывают его глифталиевым лаком. Затем стержень помещают в полость специальной пресс формы, опресовывают на гидравлическом прессе, запекают, образовавшиеся неровности зачищают стеклянной бумагой и дважды покрывают эмалью ГФ-92-ХК.
Пневматический привод разбирают, все детали промывают в бензине и осматривают. Внутреннею поверхность цилиндра приналичие на нем рисок шлифуют, при износе по диаметру более 0,5мм заменяют или восстанавливают хромированием. Новые и годные старые манжеты прожировывают, резиновые манжеты промывают в горячей воде, а через каждые три года заменяют.
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
ТЭПС. 190623. 003. 008.001ПЗ
ТЭПС.190623.003.008
|
При сборке приводы манжеты и внутренние поверхности цилиндра смазываем маслом МВП или смазкой ЖТ-72, ЖТКЗ-65. После сборки привода проверяют его на возможную утечку воздуха. Утечки воздуха устраняют.
Блокировочные колодки с выработкой глубиной более 1мм ремонтируем установкой на заклепках фибровых вставок. При меньшой глубине выработки дефект устраняют, запиливая личным напильником. Недостаточную длину линии касания блокировочных контактов восстанавливают взаимной притиркой пальцев. Нажатие блок-контактов регулируют подгибом кронштейна держателя. Блок-контакты, не обеспечивающие требуемого нажатия из-за утери своих упругих свойств, а также с износом более 1 мм, заменяют. Места изоляции с механическими повреждениями зачищают и покрывают эмалью ГФ-92-ХК. Неисправные наконечники перепаивают, ремонтируют или заменяют неисправные шунты, заменяют дефектный крепеж и пружины с трещинами, изломами или утратившие упругость.
Неисправные детали шарнирных соединений, крепления, гибкие шунты, провода, наконечники и пружины ремонтируют или заменяют. Панели контакторов с трещинами и прожогами заменяют. Измеряют сопротивление изоляции катушек. Если оно окажется менее 50 Мом, то катушки заменяю
2.4.4. Сборка, проверка и испытание комплекта, сборочной единицы
Сборка электропневматического контактора выполняем в последовательности, обратной его разборки. На изоляционной стержень контактора устанавливают кронштейн с рычагом неподвижного контакта, дугогасительный рог с неподвижным контактом и закрепляют его. Устанавливают пневматический привод и валиком соединения 18 изоляционную тягу штока с рычагом подвижного контакта. На крышке цилиндра укрепляем электропневматический вентиль и монтируют блокировочное устройство. После сборки проверяют контактор на соответствие техническим требованием. Раствор контактора проверяют с помощью шаблона, а регулируем перемещением кронштейнов на стержне контактора. Взаимное смещение контактов должно быть не более 2мм, а линия касания не менее 80% их ширины. Возможный люфт рычажной системы и перекос блокировочной колодки устраняем. Проверяют работу пневматического привода и герметичность вентиля, для чего заполняют резервуар сжатым воздухом под давлением 0,65 МПа и, следя за показанием манометра, убеждаются в герметичности вентиля. Разрешается проверить герметичность с помощью мыльного раствора. В этом случае допускается появление мыльных пузырей, если они удерживаются, не разрываются в течении 10 секунд.
Регулировка контакта выполняется на стенде. Раствор силовых контакторов контролируют угловым шаблоном, а регулируется перемещением кронштейнов на изоляционном стержне. У контакторов со сдвоенной контактной системой должно быть обеспечена строгая одновременность отключения. Раствор контактов у контакторов ПКУ при касающихся дополнительных контактов должен быть в пределах 6,5 - 9,5мм. Провал контакторов у контактора типа ПК определяют угловым шаблоном. Угол отхода контактодержателя от опорной поверхности рычага, равный 12-14 градусов, соответствует провалу 10 - 12мм.
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
Неисправные детали шарнирных соединений, крепления, гибкие шунты, провода, наконечники и пружины ремонтируют или заменяют. Панели контакторов с трещинами и прожогами заменяют. Измеряют сопротивление изоляции катушек. Если оно окажется менее 50 Мом, то катушки заменяют.
Выработку паза кабельного наконечника наплавляют латунью Л-62. Места крепления подводящих проводов обслуживают припоем ПОС-40, а образовавшиеся неровности зачищают напильником. Испытание контакторов на электрическую прочность их изоляции проводят, прикладывая поочередно напряжение переменного тока 9500В между сердечником стержня и силовой цепью, подвижным и неподвижным контактами, силовой цепью и цепью управление и 1500В - между сердечником стержня и цепью управления. Контакты с выработкой рабочей поверхности более чем на 2мм заменяют новыми, изготовленными из профильной меди.
Дугогасительные катушки с оплавлением более 3% площади их сечения восстанавливают наплавкой меди. Поврежденную изоляцию на концах катушки заменяют. Места заклепочных соединений концов дугогасительной катушки припаивают припоем ПСР-45 или латунью Л-63, наконечник катушки облуживают припоем ПОС-40. Проверяют изоляцию сердечников относительно дугогасительного рога или неподвижного кронштейна. Пружины контактора проверяют на исправность и соответствие их характеристикам.
| ТЭПС.ДП. 190623. 008.001ПЗ
ТЭПС. 190623. 003. 008.ПЗ
ТЭПС.190623.003.008
|
Экономическая часть.
3.1.Составление и расчет производственно финансового плана для ремонта электромагнитного контактора.
3.1.1. Определяем план по труду.
План по труду устанавливает количество производственных рабочих, общий штат и фонд заработной платы на планируемый период.
а) Явочное количество рабочих ТР-3.
Явочное количество рабочих — это минимальное количество рабочих, необходимое для выполнения планового задания по производству продукции (работы) за смену.

