Фрезерование червяков
Фрезерование винтовых поверхностей червяка осуществляют на специальных резьбофрезерных станках. Обычно фрезу устанавливают так, чтобы средняя точка А фрезы (рис. 5.2.) находилась в горизонтальной осевой плоскости червяка, а ось вращения была бы наклонена на угол, равный углу подъема  винтовой линии на делительном цилиндре червяка.
винтовой линии на делительном цилиндре червяка.
Такая установка при трапецеидальном профиле зуба фрезы казалось бы должна обеспечивать нарезание конволютного червяка с трапецеидальным профилем в нормальном сечении впадины. Однако, в действительности получаются искажения (завалы) профиля, которые будут тем больше, чем больше угол подъема витков червяка и диаметр фрезы.

Рис. 5.2. – Схема фрезерования витков червяка дисковой фрезой:
а – схема установки фрезы
б – профиль витка червяка с искажением
Наличие искажений можно объяснить тем, что угол установки фрезы и угол подъема винтовой линии червяка совпадают лишь в одной точке профиля, принадлежащей делительному цилиндру червяка. По мере удаления к вершине витка угол подъема винтовой линии становится меньше, а по мере приближения к впадине – больше угла установки фрезы. При внесении соответствующих поправок в профиль фрезы, т.е. при использовании фасонных фрез с криволинейной образующей возможно нарезание всех рассмотренных ранее типов червяков. Однако, в большинстве случаев нарезание червяков дисковыми фрезами используется как предварительный процесс. Поэтому необходимость применения фасонных фрез отпадает. Следует лишь иметь ввиду, что погрешность профиля витка должна быть меньше припуска на чистовую обработку.
Хорошие результаты по производительности и шероховатости поверхности можно получить при фрезеровании винтовых поверхностей червяка по схеме внутреннего (охватывающего) или внешнего касания инструмента и заготовки (рис. 5.3.).
Несмотря на то, что при обработке с внутренним касанием допускаются более высокие скорости движения подачи  и получается меньшая огранка поверхности червяка, наибольшее распространение получила схема обработки с внешним касанием. Это объясняется более простой конструкцией техоснастки, наладкой станка и установкой заготовки на станке.
и получается меньшая огранка поверхности червяка, наибольшее распространение получила схема обработки с внешним касанием. Это объясняется более простой конструкцией техоснастки, наладкой станка и установкой заготовки на станке.
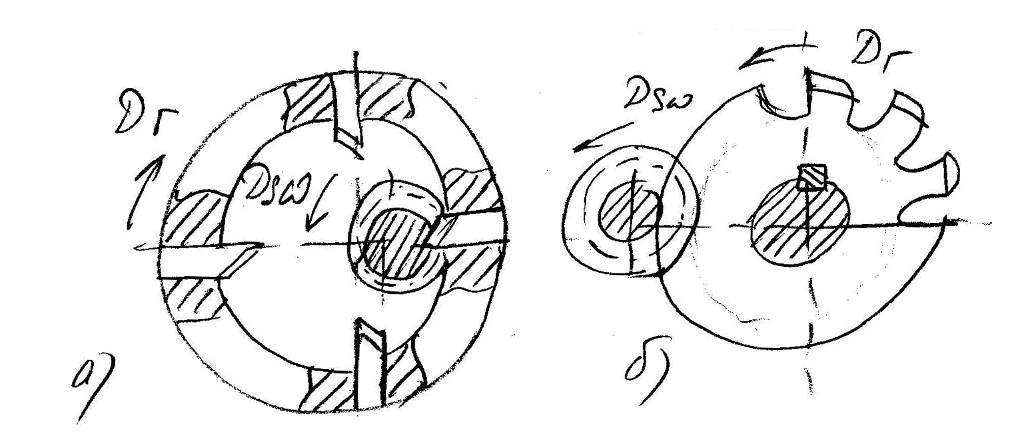
Рис. 5.3. – Схемы фрезерования витков червяков:
а – при внутреннем касании заготовки и инструмента
б – при внешнем касании
Весьма производительным является нарезание червяков обкаточными резцами. Процесс используется для изготовления эвольвентных червяков и червяков глобоидных передач.
Накатывание витков червяка
В массовом и крупносерийном производстве целесообразно использовать процесс накатывания витков червяков. Холодным накатыванием при небольшом модуле (до 2,5 мм) можно получить червяк 8-9 степени точности с низкой шероховатостью поверхности. Горячее накатывание используют только для предварительного формообразования червяков с модулем от 3 до 8 мм.