Технические требования к корпусным деталям
При изготовлении корпусных деталей необходимо обеспечить:
1. Правильность формы
2. Малую шероховатость ( мкм)
мкм)
3. Точность взаимного расположения основных баз деталей.
Так, для привалочных плоскостей допуск прямолинейности равен 0,05…0,2 мм, шероховатость 
2. Малую шероховатость
3. Правильность расположения отверстий относительно основных баз деталей, т.е. точность координат осей отверстий, параллельность и перпендикулярность осей базовым плоскостям и т.д.
4. Правильность расположения отверстий друг относительно друга (параллельность и перпендикулярность осей, межосевые расстояния и т.д.). Например, допуски параллельности осей отверстий и перпендикулярности торцовых поверхностей к осям отверстий обычно составляют от 0,02 до 0,05 мм соответственно на 100 мм длины или радиуса.
Требования к точности межосевых расстояний устанавливаются по стандартам и условиям обеспечения нормальной работы зубчатых передач (обычно 7-8 степени точности).
Точность формы, размеров и малая шероховатость отверстий необходимы для повышения износостойкости уплотнений и долговечности подшипников качения, для уменьшения потерь на трение, утечек жидкости и газа.
Предварительная обработка корпусов
Перед отправкой отливок и поковок в механический цех удаляют облой, литники и прибыли. Для этого используют обрезные прессы, фрезерные, шлифовальные, ленточно-отрезные и другие станки, сварочные аппараты, пневматические молотки, зубила и другие средства производства. Кроме того, производят очистку, термическую обработку, предварительную покраску, грунтовку и контроль заготовки.
При очистке удаляют остатки пригоревшей формовочной смеси и мелкие неровности для того, чтобы улучшить внешний вид детали, повысить стойкость наносимой краски, увеличить стойкость режущего инструмента при последующей обработке.
Очистка производится стальными щетками, иглофрезами, травлением серной кислотой с последующей промывкой, обдувкой дробью, водой с крупнозернистым керамзитом и содой.
Термическую обработку (низкотемпературный отжиг отливок из серого чугуна) выполняют для снятия остаточных напряжений и улучшения обрабатываемости отливок.
Окраску производят кистью, окунанием, пульверизатором или в специальных установках. На передовых предприятиях используют окрасочные роботы с ЧПУ. Окраска необрабатываемых поверхностей отливок после старения связывает остатки формовочной смеси и исключает в дальнейшем её попадание на поверхности трения.
Базирование заготовок корпусов
При выборе черновых баз необходимо:
1. Обеспечить равномерность припусков на обработку отверстий
2. Избежать касания внутренних поверхностей корпуса и деталей большого диаметра (зубчатых колес, маховиков, муфт).
Для этого часто на первых операциях заготовки базируют по основному отверстию или двум возможно более удаленным отверстиям, т.к. внутренняя полость корпуса и получаемые в отливке отверстия базируются с помощью общего стержня или связанных друг с другом стержней. Установка осуществляется:
1. В приспособлениях с конусами (рис. 2.1.).
С помощью кулачковых или плунжерных оправок, которые закрепляются в отверстиях заготовки вместе с нею, выступающими шейками устанавливаются на призмы и другие опорные приспособления.
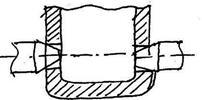
Рис. 2.1. – Схема базирования корпуса по коническим оправкам

Рис. 2.2. – Схема базирования корпуса по разжимной оправке