Отчёт по практике
“Механическая обработка”
Выполнил: ст. гр. 113451
Батура А. М.
Проверил: Ковалевский Н. В.
Минск 2012
СОДЕРЖАНИЕ
СРЕДСТВА ИЗМЕРЕНИЯ
К штангенинструментам относят штангенциркуль, штангенглубиномер и штангенрейсмас. Основой штангенинструмента является линейка - штанга с нанесенными на ней делениями - основная шкала. По штанге движется рамка с вырезом, на наклонной грани которой нанесена нониусная шкала
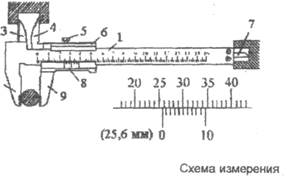 |
Штангенциркуль применяется для измерений как наружных, так и внутренних размеров деталей (рис. 3). Он состоит из штанги 1, двух пар губок - 2-9 и 3-4, изготовленных заодно с рамкой 6, скользящей по штанге. С помощью винта 5 рамка может быть закреплена в требуемом положении на штанге. Нижние губки 2 и 9 служат для измерений наружных размеров, а верхние 3 и 4 - для внутренних измерений. Глубиномер 7 передвигается по пазу штанги 1 и служит для измерения глубины отверстий, пазов и др. Отсчет целых миллиметров производится по шкале штанги, а отсчет долей миллиметра - по шкале нониуса 8, помещенной в вырезе рамки 6 штангенциркуля. При измерении детали штангенциркулем сначала отсчитывают по шкале целое число миллиметров на штанге, отыскивая его под первым 2 штрихом нониуса, а затем с помощью нониуса определяют десятые доли миллиметра. При этом замечают деление нониуса, штангенциркулем совпадающее с делением на штанге. Порядковое число этого деления показывает десятые доли миллиметра, которые прибавляют к целому числу миллиметров. На рис. 3 изображено положение нониуса, соответствующее размеру 25.6 мм. Нониусы бывают с ценой деления 0.02,0.05,0.1 мм.
 |
Микрометр (рис. 4) предназначен для измерений наружных размеров деталей. Основной несущей деталью микрометра является скоба 7, с одной стороны которой имеется неподвижная
рис. 4
измерительная пятка 2, ас другой - гайка 5, в которую ввинчивается шпиндель 3. Шпиндель наглухо скреплен с барабаном 6.
Щупы применяют для определения величины зазора между сопрягаемыми деталями. Комплект щупов состоит из пластинок толщиной от 0.03 до 1 мм и длиной 50, 100 и 200 мм. Комплекты щупов выпускаются в виде наборов, собранных в обойму. При измерении подбирают одну или несколько пластин, суммарная толщина которых равна измеряемому размеру.

Рис. 5. Контроль шага резьбы: а - линейкой; б - резьбомером.
 |
Рис. 6. Резьбовой микрометр: 1 -скоба; 2 -пятка; 3 - призматическая вставка; 4 — коническая вставка; 5 - шпиндель; 6 -стебель; 7 -барабан; 8 - шаблон.
ТОКАРНАЯ ОБРАБОТКА
Несмотря на большое разнообразие конструкций, все станки токарной группы имеют
типовое устройство. Устройство этих станков рассмотрим на примере токарно-винторезного станка модели 16К20 (рис. 12).
Станок состоит из следующих основных частей: станина, передняя и задняя бабки, суппорт, фартук, коробка подач, гитара сменных зубчатых колес.
Передняя бабка служит для закрепления обрабатываемых заготовок и сообщения им главного (вращательного) движения с необходимой скоростью. Для этого внутри ее расположены коробка скоростей и шпиндель, на переднем конце которого устанавливают зажимные приспособления.
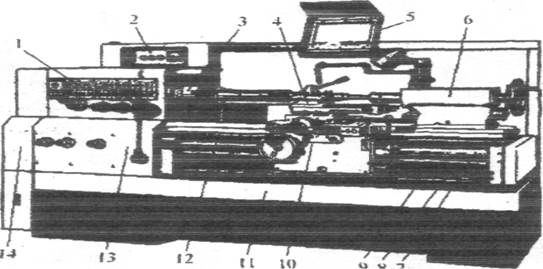
Рис.12. Токарно-винторезный станок 16К20: 1 -передняя бабка; 2 - электрический пулы, 3 -патрон; 4 - суппорт, 5 - щиток; 6 - задняя бабка; 7 - ходовой вал;
8 - ходовой винт; 9 - станина; 10 - фартук; 11 - корыто; 12 - рейка; 13 - коробка подач; 14 -гитара сменных зубчатых колес.
Суппорт предназначен для крепления резцов и перемещения их в продольном,
поперечном и угловом направлениях. Для этого он имеет трое салазок: продольные (каретку), поперечные и верхние.
Посредством гитары сменных колес и коробки подач станок настраивают на необходимую подачу или шаг нарезаемой резьбы.
От коробки подач движение поступает на суппорт при помощи ходового винта или ходового вала и фартука. Механизм фартука преобразует вращательное движение вала в поступательные перемещения суппорта. Ходовой винт предусмотрен только для нарезки резьбы резцами. Он согласует вращательное движение шпинделя и поступательное перемещение суппорта в зависимости от шага нарезаемой резьбы.
Задняя бабка предназначена для поддержания свободного конца длинных заготовок и закрепления инструмента Она состоит из трех основных частей: корпуса, пинали и плиты. В отверстие пиноли устанавливают центр или инструменты для обработки отверстий (сверла, зенкеры и т.п.). Корпус можно поперечно смещать для обтачивания длинных конусов.
Основные виды токарных работ: обтачивание цилиндрических поверхностей, подрезание торцов, вытачивание наружных канавок, отрезание металла, сверление, рассверливание, зенкерование, развертывание, растачивание отверстий, вытачивание внутренних канавок, центрование, обработка поверхностей фасонными резцами, нарезка резьбы плашками, метчиками, резцами, резьбонакатными головками, обработка конических поверхностей (при поперечном смещении задней бабки, при повороте верхних салазок суппорта, при помощи конусной линейки и копировальных приспособлений, широким угловым резцом).
 Основными инструментами при токарной обработке являются резцы. В зависимости от характера выполняемых операций резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя.
Основными инструментами при токарной обработке являются резцы. В зависимости от характера выполняемых операций резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя.
По форме и расположению лезвия относительно стержня резцы подразделяют на прямые, отогнутые, изогнутые и оттянутые (рис.13.).
У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части. Лезвие может располагаться симметрично по отношению к оси державки резца иди быть смещено вправо или влево.
По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис. 13). В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис. 13). Такие резцы в движении подачи перемещаются слева направо.
По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные.
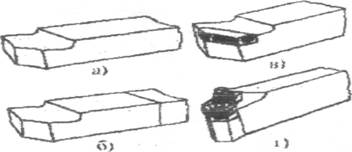 Рис.15.
Рис.15.
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи.
Фасонные резцы применяют для обработки коротких фасонных поверхностей с длиной образующей линии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции фасонные резцы подразделяют на стержневые, круглые, призматические, а по направлению движения подачи - на радиальные и тангенциальные. На токарно-винторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис. 14, и).
 Рис.16.
Рис.16.
Резьбовые резцы (рис. 14, к) служат для нарезания наружной и внутренней резьбы любого профиля: прямоугольного, треугольного, трапецеидального.
Пример изготовления детали на токарном станке.
Эксцентрик.
Заготовка вставляется в патрон, с одной или нескольких сторон подкладываются пластинки, заготовка зажимается, обтачивается. После протачивания положение подкладываемых пластин меняют и обтачивают с достижением меньшего диаметра. После снимают фаску и отрезают деталь.
ФРЕЗЕРНАЯ И СТРОГАЛЬНАЯ ОБРАБОТКА
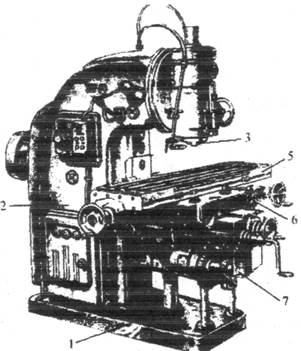
«Фрезерование и строгание применяют при обработке плоскостей направляющих станин, плит, поверхностей, имеющих форму "ласточкин хвост", двугранных патов, шпоночных канавок, уступов и т.д. Фрезерные и строгальные станки разделяют на станки общего назначения и специальные. К фрезерным станкам общего назначения относятся наиболее распространенные консольно-фрезерные: горизонтально-фрезерный станок модели 6MR2TE и вертикально-фрезерный модели 6М12П. Устройство этих станков однотипное, некоторые умы в них одинаковые (рис. 24,25)  На фундаментной плите (Г) установлена станина (2). В верхней части станины находится шпиндельная головка вертикально-фрезерного станка или хобот с подвеской (серьгой) (4) у горизонтально-фрезерного станка. Главное вращательное движение шпиндель получает от электродвигателя через коробку скоростей На фундаментной плите (Г) установлена станина (2). В верхней части станины находится шпиндельная головка вертикально-фрезерного станка или хобот с подвеской (серьгой) (4) у горизонтально-фрезерного станка. Главное вращательное движение шпиндель получает от электродвигателя через коробку скоростей
|
Рис. 25. Вертикально фрезерный станок 6М12П. (3). Консоль (7), установленная на вертикальных направляющих станины, может перемещаться по направляющим в вертикальном направлении. По направляющим консоли перемещаются поперечные салазки (6), а по ним стол (5) в продольном направлении. Внутри консоли расположена коробка подач.
К строгальным станкам общего назначения относятся наиболее распространенные поперечно-строгальные станки модели 7Б35.
Узлы строгального станка смонтированы на станине, которая установлена на фундаментной плите. Станина в верхней части имеет направляющие, по которым перемещается ползун. В передней части ползуна укреплен суппорт, который служит для вертикального или наклонного перемещения резца. По вертикальным направляющим станины перемещается траверса. Она имеет горизонтальные направляющие, по которым перемешается стол. Изменение числа двойных ходов ползуна в минуту (главное движение) выполняют с помощью коробки скоростей.

|

|
Для крепления заготовки на столе фрезерных и строгальных станков применяются универсальные приспособления: машинные тиски (рис. 26), прижимные планки, призмы, угольники, плиты (рис. 27) и др.
Рис. 26. Поворотные тиски. Рис. 27. Закрепление заготовки на угловой плите: 1 -планка,
2-угловая плита, 3-шип.
.
Фрезы классифицируют по технологическому и конструктивному признакам. По технологическому признаку различают фрезы для обработки следующих поверхностей: плоскостей, пазов и шлицов, фасонных поверхностей, зубчатых колес и резьб, тел вращения, для разрезания материала.
По конструктивному признаку различают следующие типы фрез:
1) по направлению зуба: а) с прямыми, б) с наклонными, в) с винтовыми, г) с
разнонаправленными зубьями;
2)по конструкции зуба: а) с остроконечными, б) с затылованными зубьями;
3)по устройству: а) цельные, б) со вставными зубьями, в) сборные головки;

|
4)по способу крепления: а) фрезы с отверстием (насадные), концевые (хвостовые) с цилиндрическим или коническим хвостовиком.
Основным направлением в разработке новых конструкций фрез является применение сборных конструкций с пластинками твердого сплава (рис, 28).
|
важнейшими принадлежностями универсальных фрезерных станков и значительно расширяют технологические
возможности станков. Делительные головки служат: для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка; дня периодического поворота заготовки вокруг се оси на определенный угол (деление на равные и неравные части); для непрерывного вращения заготовки при нарезке винтовых канавок или винтовых зубьев зубчатых колес. С помощью делительных головок выполняют следующие виды фрезерных работ: фрезерование многогранников, прямых канавок на цилиндрических поверхностях, пазов на торцовых поверхностях, зубьев прямозубых цилиндрических и конических зубчатых колес, винтовых канавок и спиралей.
Основным направлением в разработке новых конструкций фрез является применение сборных конструкций с пластинками твердого сплава (рис, 28).
Делительные головки являются важнейшими принадлежностями универсальных фрезерных ставкой и значительно расширяют технологические
возможности станков. Делительные головки служат: для установки оси обрабатываемой заготовки под требуемым утлом относительно стола станка; дня периодического поворота заготовки вокруг се оси на определенный угол (деление на равные и неравные части); для непрерывного вращения заготовки при нарезке винтовых канавок или винтовых зубьев зубчатых колес. С помощью делительных головок выполняют следующие виды фрезерных работ: фрезерование многогранников, прямых канавок на цилиндрических поверхностях, пазов на торцовых поверхностях, зубьев прямозубых цилиндрических и конических зубчатых колес, винтовых канавок и спиралей; зубьев зубчатых реек и др.
СЛЕСАРНЫЕ РАБОТЫ
Основным оборудованием слесаря на рабочем месте является верстак с закрепленными на нем параллельными тисками. Верстак снабжен предохранительной сеткой. Дополнительное оборудование устанавливается в зависимости от характера выполняемых работ.
 Слесарные операции подразделяют на подготовительные, основные и сборочные. Подготовительные слесарные работы включают разметку, резку, правку, гибку. Операции, при которых заготовке придают форму и размеры, заданные чертежом - основные. К ним относятся рубка, опиливание, притирка, доводка, шабрение. При сборочных работах применяют сверление, кернование, развертывание, нарежу резьбы, клепку и лайку.
Слесарные операции подразделяют на подготовительные, основные и сборочные. Подготовительные слесарные работы включают разметку, резку, правку, гибку. Операции, при которых заготовке придают форму и размеры, заданные чертежом - основные. К ним относятся рубка, опиливание, притирка, доводка, шабрение. При сборочных работах применяют сверление, кернование, развертывание, нарежу резьбы, клепку и лайку.
Разметка - операция нанесения на заготовку рисок, определяющих i-разницы обработки. Различают плоскую и пространственную разметки.
К разметочным приспособлениям
Рис. 31. Разметочный инструмент: а - относят: плоские и призматические чертилки, б - рейсмас, в – керн, кладки, призмы. Комбинированные со струбциной, сдвоенные регулируемые клинья, винтовые домкратики, разметочную плиту. К разметочным инструментам относят: штангенциркуль; масштабную линейку, рейсмас - для нанесения на размечаемой поверхности рисок иглой, устанавливаемой на требуемой высоте по масштабной линейке:
штангенрейсмас - используют подобно рейсмасу, но для более точного отсчета размеров;
чертилка - для нанесения рисок по линейке, угольнику, шаблону;
угольник - для проверки вертикальных положений плоскостей заготовки и нанесения
чертилкой перпендикулярных рисок;
угломер - для нанесения наклонных рисок и проверки установки заготовки на разметочной плите;
разметочный циркуль - для нанесения рисок окружностей, дуг и для откладывания размеров с помощью масштабной линейки;
угольник - центроискатель - для нанесения по торцам валов диаметральных рисок и отыскания центра;
кернер - для нанесения углублений на рисках.