РЕЙCМУСОВЫЙ СТАНОК СР6-9
Назначение и область применения
Рейсмусовый станок СР6-9 (рисунок 1) предназначен для продольного одностороннего фрезерования в размер по толщине поверхностей плоских заготовок из древесины. Рейсмусовый станок,деревообрабатывающий станок для плоского фрезерования (простругивания) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.

Рисунок 1 – Рейсмусовый станок СР6-9
Основные технические характеристики
Режущий инструмент данного станка является ножевой вал. Односторонний Рейсмусовый станок имеют один ножевой вал, которым осуществляется рейсмусование (калибрование) заготовок; вал располагается над рабочим столом, по которому заготовка перемещается подающими вальцами. Толщину получаемой детали задают положением подъёмного рабочего стола. На Рейсмусовом станке можно фрезеровать заготовки шириной 315—1250 мм и толщиной 5—160 мм; диаметр ножевых валов 100—165 мм (на валу укрепляются 2 или 4 ножа), частота вращения валов около 5 тыс. об/мин. Скорость подачи заготовок в Рейсмусовом станке 5—30 м/мин, мощность электрического двигателя до 44 квт. В таблице 1 представлены основные технические характеристики Рейсмусового станка СР 6-9.
Таблица 1
Основные технические характеристики рейсмусового станка СР6-9
| Наибольшая ширина обрабатываемой заготовки | |
| Толщина обрабатываемой заготовки, мм | 5-250 |
| Наименьшая длина обрабатываемой заготовки, мм | |
| Наибольший съем древесины ножевым валом за один проход, мм | |
| Масса, кг | |
| Диаметр окружности резания, мм | |
| Скорость подачи (ступенчатая), м/мин | 8;16 |
| Скорость механического перемещения стола, м/мин. | 0,25 |
| Диаметр присоединительного патрубка эксгаустерной воронки, мм | |
| Мощность привода ножевого вала, кВт | 5,5 |
| Суммарная мощность всех электродвигателей, кВт | 6,87/7,57 |
| Габаритные размеры, мм | 1120х1315х1340 |
| Масса, кг |
Конструкция рейсмусового станка СР6-9
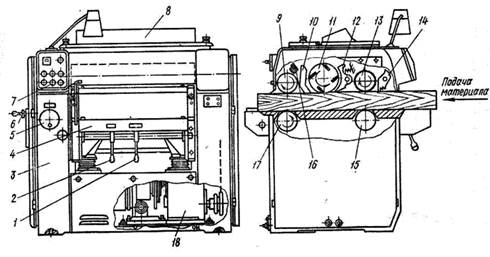
Рисунок 2 – Односторонний рейсмусовый станок СР6-9:
1 - рукоятка регулирования ролика; 2 – фиксатор ролика; 3 – станина; 4 – стол; 5 – механизм регулирования скорости подачи; 6 – механизм настройки стола; 7 – пульт; 8 – ограждение со стружкоприёмником; 9 – задний валец; 10 – задний прижим; 11 – ножевой вал; 12 – передний прижим; 13 – передний валец; 15 – опорный ролик; 16 – опорная башка фуговального приспособления; 17 – приводной валец стола; 18 – коробка передач.
Односторонний рейсмусовый станок СР6-9 показан на рис. 2. На цельнолитой станине 3 коробчатой формы расположены ножевой вал 11 и стол 4. Когтевая защита 14 предотвращает выброс заготовки из станка в процессе работы. Механизм подачи содержит передний приводной валец 13, установленный впереди ножевого вала. Подачу готовой детали при выходе ее из станка обеспечивают задний валец 9 и валец 17, смонтированный в столе 4.
Привод вальцов осуществляется от электродвигателя через механический вариатор и коробки передач 18. Перед ножевым валом установлен прижим 12 (стружколоматель), а за ножевым валом — задний прижим 10. Опорный ролик 15 предназначен для уменьшения сил трения заготовки о стол. Ролик можно регулировать по высоте относительно рабочей поверхности стола рукояткой 1 и фиксировать в заданном положении стопором 2.
Технологическая схема рейсмусового станка СР 6-9
Рейсмусовые станки основаны на процессе фрезерования - рейсмусовании, при котором обрабатывается поверхность заготовки, противоположная базируемой. Рейсмусовые станки предназначены для обработки методом цилиндрического фрезерования брусковых и щитовых заготовок в размер по толщине. При рейсмусовании заготовка своей технологической базой опирается на установочную базу стола станка. Ножевой вал размещается над столом. При перемещении заготовки по столу вращающийся ножевой вал фрезерует верхнюю поверхность, формируя плоскую поверхность, параллельную базовой.
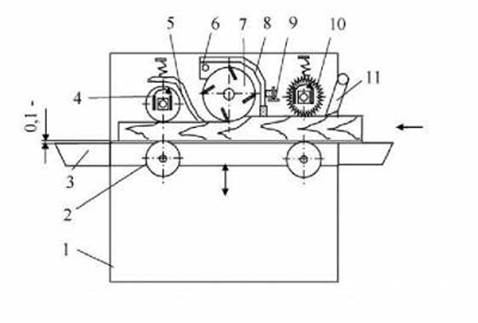
Рисунок 3 - Технологическая схема рейсмусового станка
Рейсмусовые станки работаю т по типовой технологической схеме, которая приведена на рисунке 2. На станине 1 станка установлен стол 3 с подающими вальцами 2, а также когтевая завеса 11, подпружиненные подающие вальцы рифленый 10 и гладкий 4 и ножевой вал 7. Валец 10 выполнен секционным, состоящим из нескольких подпружиненных колец на общем вале. Стол 3 при настройке на заданную толщину обрабатываемой детали может подниматься или опускаться с помощью винтов. Привод винтов может быть ручным и механическим.
Впереди и позади ножевого вала 7 расположены прижимные элементы. Передний прижимной элемент 8 выполнен в виде тяжелого чугунного колпака, шарнирно закрепленного на оси 6 и опирающегося регулировочными винтами 9 на упоры. Губка колпака рейсмусового станка опирается на обрабатываемую поверхность заготовки и выполнена секционной в виде ряда подпружиненных зубьев. Ширина зубьев равна 20 - 50 мм. Давление каждого зуба на древесину составляет 20 - 50 Н. Передний прижимной элемент рейсмусового станка выполняет следующие функции:
- предотвращает образование длинных опережающих трещин в заготовке при фрезеровании;
- служит защитным ограждением ножевого вала;
- исключает подбрасывание заготовки при ее обработке;
- направляет стружку в сторону ее удаления;
Рейсмусовые станки включают в свое устройство и задний прижимной элемент 5, который обеспечивает прижим за готовки к столу и предотвращает попадание стружки на гладкий валец 4. Валец дополнительно закрыт сверху щитком. Если стружка попадет на валец рейсмусового станка и будет подмята им, то обработанная поверхность будет испорчена. При работе в рейсмусовый станок можно подавать одновременно несколько заготовок, разнотолщинность которых может колебаться в пределах 1 - 5 мм. Секционное выполнение переднего верхнего вальца 10 и губки колпака 8 обеспечивает возможность обработки таких заготовок. Ножевой вал станка может вращаться с частотой 3500 - 4500 мин-1. Скорость подачи на станках – 5 - 30 м/мин.