Литниковая система
Литниковая система – это система каналов и резервуаров для подвода расплавленного металла в полость литейной формы, её заполнения и питания отливки при затвердевании.По конструкции и расположению в литейной форме литниковые системы очень разнообразны, но независимо от конструкции такая система должна обеспечивать:
– непрерывную подачу сплава в форму;
– кратчайший путь металла в полости формы, чтобы он не терял температуру;
– спокойное и плавное без завихрений заполнение металлом полости формы, что устраняет размывание формы, а также подсос и замешивание в металл воздуха;
– улавливание шлака и других неметаллических включений для предотвращения попадания их в полость формы с металлом;
– создание направленного затвердевания снизу вверх для питания отливки в процессе кристаллизации жидким металлом с целью не допустить образования усадочных раковин;
– однородность структуры отливки после ее кристаллизации;
– отсутствие препятствия при усадке отливок с целью не допустить образования напряжений и трещин;
– минимальный расход сплава на литниковую систему (включая выпоры и прибыли);
– легкое отделение от отливки в процессе выбивки из формы.
Конструкция литниковой системы должна состоять из стандартных элементов, легко изготовляемых и заменяемых при износе. Нормальная литниковая система, применяемая при подводе питания по разъему, показана на рис. 1. Литниковая чаша (воронка) 1 является приемником, в который жидкий металл поступает из разливочного ковша. При заливке необходимо стремиться быстро заполнять чашу и поддерживать в ней металл на высоком уровне, это обеспечивает задерживание шлака в чаше.
Также для задерживания шлака и неметаллических включений при использовании заливочной воронки между ней и стояком может устанавливаться фильтрующий элемент 2 в виде сетки. Стояк 3 представляет собой вертикальный канал, сужающийся книзу; по этому каналу металл поступает в шлакоуловитель 4. Шлакоуловитель расположен в верхней полуформе и служит для задерживания шлака, неметаллических включений и подвода металла к питателю 5, находящемуся в нижней полуформе и подводящему сплав в формообразующую полость литейной формы.
 |
Рис. 1. Литниковая система для подвода металла по разъему формы:
1 – воронка; 2 – фильтрующий элемент; 3 – стояк;
4 – шлакоуловитель; 5 – питатель
Выпоры и прибыли также являются частью литниковой системы. Выпоры служат для удаления газов и неметаллических включений из полости формы в процессе заливки, а также позволяют контролировать окончание процесса заполнения полости формы с помощью наблюдения за подъемом металла в них. Число выпоров зависит от размеров и конфигурации отливок. В случае изготовления мелких и средних отливок можно ограничиться установкой одного выпора, а для крупных отливок ставят два-три выпора и более. Если отливка имеет фасонную поверхность, выпор устанавливают на самый высокий элемент модели, по которой изготавливается верхняя полуформа. Следует избегать установки выпоров на массивных частях отливки, так как это приводит к образованию под выпором усадочной раковины в связи с тем, что относительно тонкий выпор остывает быстрее массивной части и питается за ее счет.
Разновидности литниковых систем
Литниковые системы, в зависимости от формы, размеров отливки и свойств литейного сплава, имеют различное устройство.
1.По способу подвода расплава в рабочую полость формы литниковые системы делят на: верхнюю, сифонную (нижнюю), ярусную, вертикально-щелевую (рис. 34Л).
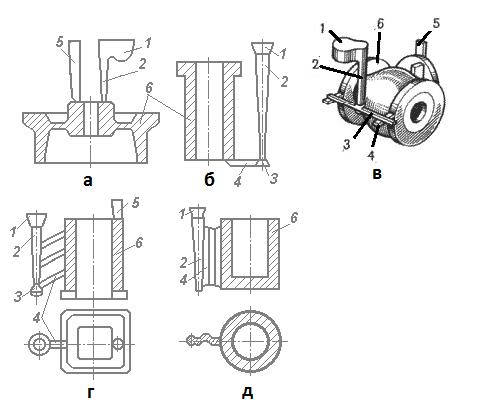
Рис. 2 Типы литниковых систем
а - верхняя; б – сифонная (нижняя); в – боковая; г - ярусная; д –вертикально- щелевая;
1 – литниковая чаша; 2 - стояк; 3 -шлакоуловитель; 4 - питатель; 5 - выпор; 6 - отливка
Верхняя литниковая система (рис. 2, а).
Достоинствами системы являются: малый расход металла; конструкция проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питания отливки.
Недостатки: падающая сверху струя может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений; затрудняется улавливание шлака.
Верхнюю литниковую систему применяют для невысоких (в положении заливки) отливок, небольшой массы и несложной формы, изготовленных из сплавов, не склонных к сильному окислению в расплавленном состоянии (чугуны, углеродистые конструкционные стали, латуни).
Сифонная (нижняя) литниковая система (рис. 2, б)
Широко используется для литья сплавов, легко окисляющихся и насыщающихся газами (алюминий), обеспечивает спокойный подвод расплава к рабочей полости формы и постепенное заполнение ее поступающим снизу без открытой струи металлом. При этом усложняется конструкция литниковой системы, увеличивается расход металла на нее, создается неблагоприятное распределение температур в залитой форме ввиду сильного разогрева ее нижней части. Возможно образование усадочных дефектов и внутренних напряжений. При такой системе ограничена возможность получения высоких тонкостенных отливок (при литье алюминиевых сплавов форма не заполняется металлом, если отношение высоты отливки к толщине ее стенки превышает 60, H/δ≥60).
Боковая литниковая система (рис. 2, в).
Подвод металла осуществляется в среднюю часть отливки (по разъему формы).
Такую систему применяют при получении отливок из различных сплавов, малых и средних по массе деталей, плоскость симметрии которых совпадает с плоскостью разъема формы. Является промежуточной между верхней и нижней, и следовательно сочетает в себе некоторые их достоинства и недостатки.
Ярусная литниковая система(рис.2, г).
При ярусной литниковой системе подача расплава осуществляется на нескольких уровнях. Питатели действуют последовательно, начиная с нижних, по мере подъема уровня металла в полости формы. Эти системы, обеспечивающие спокойное заполнение и горячий металл в головной части потока, широко применяют при изготовлении крупных и тонкостенных отливок из черных и цветных сплавов.
Вертикально-щелевая литниковая система(рис.2, д).
Разновидность ярусной. Предназначена, главным образом, для цветных металлов и сплавов.