СОДЕРЖАНИЕ
| Расчетно-технологическая часть. | ||
| 1. | Описание конструкции. Материал конструкции и его технологические свойства. | |
| 2. | Выбор оборудования и вида сварки. | |
| 3. | Разработка технологического процесса. | |
| 4. | Техника безопасности при работе. | |
| Список используемой литературы |
 |
РАЗДЕЛ 1. Описание конструкции. Материал конструкции и его технологические свойства.
1. Описание конструкции. Материал конструкции и его технологические свойства  .
.
Габаритные размеры стола длина 710 мм,высота 900мм,ширина 750мм,
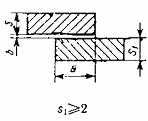
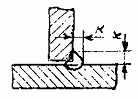
Типы св швов-Т1-∆4, С2, Н1-∆4
Характеристика стали Ст0 по свариваемости.
Свариваемость – это способность материала образовывать швы схожие с основным металлом.
Таблица 1
Химический состав и механические свойства стали Ст3сп
| Марка | С% | Предел прочности, МПа |
| Сталь Ст0 | 0,23 |
Определение класса свариваемости.
Ст0 низкоуглиродистая, где углерода 0,23% она относится к1классу свариваемости, а значит варится хорошо в любых условиях.
РАЗДЕЛ 2. Выбор оборудования и вида  сварки.
сварки.
Выбор оборудования и вида сварки
Техническая характеристика сварочного трансформатора марки ТС300
|


РАЗДЕЛ 3 Разработка технологического процесса.
 |
 2.Разработка технологического процесса
2.Разработка технологического процесса
Подготовка металла к сварке.
Я очистил от грязи уголки, разметил длину заготовок с учетом припусков, отрезал ножовкой, зачистил кромки под сварку.
Таблица 2
| № шва | |||
| Рис. |
| 
|

|
| Тип | Н1-∆4 | Т1-∆4 | С2 |
Сборка конструкции.
Сборка элементов конструкции выполняется на прихватках. Правило выполнения прихваток:
1. Прихватки выполняются теми же электродами, что и будущий шов.
2. Прихватки нельзя ставить с краю шва
3. Размер прихваток:
А) длина прихватки 3-4 толщины металла
Б) шаг между прихватками 20-30 толщин металла
Длина прихватки: В =(3-4) х 3= 9-12мм.Выбираю прихватку длинной 10мм.
 Режим сварки.
Режим сварки.
Режим сварки – это совокупность показателей, определяющая характер сварки. К нему относятся четыре основных показателя и четыре дополнительных.
Основные показатели:
1. Диаметр электрода – dэл =3 (мм) выбираю по толщине метала
2. Сила сварочного тока – Iсв (А) выбираю по формуле
3. Напряжение дуги – Uд (В)
4. Скорость сварки – V
Дополнительные показатели:
1. Тип электрода
2. Марка электрода
3. Род и полярность тока
4. Температура подогрева и режим термообработки
Выбор основных показателей. Выбор диаметр электрода.
1. При сварке листов толщиной до 4мм диаметр электрода равен толщине металла. Сварку труб рекомендуют выполнять в несколько проходов.
2. При сварке листов большей толщины применяются электроды диаметра 5-6мм или многослойную сварку электродами меньших диаметров
3. Диаметр электрода больше 6мм для ручной дуговой сварки не применяется
4. При сварке вертикальных швов диаметр электрода не более 4мм (реже 5мм)
5. При сварки потолочных швов диаметр электрода не более 4мм
6. При сварке многослойных швов первый слой варится меньшим диаметром, чем последующие.
Таблица 3
| № шва | 1.Н1- ∆4 | 2.Т1- ∆4 | 3.С2 |
| Вид раздел кромок | 
| 
| 
|
| Кол-во слоев | |||
| dэл | dэл = 3 | dэл =3 | dэл =3 |
Выбор силы сварочного тока.
Сила сварочного тока зависит от диаметра электрода, от химического состава основного металла и от положения в пространстве. Так как для dэл=3 K=30, ток определяется по формуле: Iси = К · d=30х3=90А.
Таблица 4
| dэл (мм) | Iсв(н) (А) |
Выбор напряжения.
Напряжение в дуге зависит от длины дуги, чем больше длина дуги тем выше в ней напряжения. Длина дуги должна быть от ½ dэл до dэл .Uд = 18-28В
 |
Скорость сварки.
Скорость сварки зависит от толщины основного металла, химического состава и положения в пространстве.
Скорость нормальная.