Выбор типа электрода.
Так как прочность стали Ст0 310МПа, выбираю тип электрода Э 38.
Выбор марки электрода.
Марку электрода я выбрал АНО4. Имеет рутиловое покрытие
Род и полярность тока
Варится на переменном токе
Температура подогрева кромок и режим термообработки.
Не требуется, так как сталь относится к 1 классу свариваемости.
Режим сварки.
Таблица 5
| dэл | Iсв(н) | Uд | Тип электрода | Марка электрода | Род и полярность тока | Температура обогрева и режим термообработки |
| 18-28 | Э38 | АНО4 | Переменный ток | Не требуется |
 |
Процесс сварки.
Зажигание дуги.
Я зажигаю дугу «спичкой» (отрыв от кривой).
Движения электрода.
В процессе сварки сварщик выполняет три движения одновременно:
1. Подача в сварочную ванну со скорость плавления электрода
2. Вдоль сварного соединения с определенной скоростью. В результате двух движений образуется ниточный валик.
3. Колебательные движения с целью уширения валика (2-3d)

Вид колебательного движения зависит от формы подготовки кромок, от положения в пространстве и от химического состава металла.
Положения электрода в пространстве:
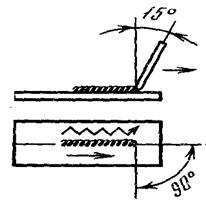 Нижнее положение – электрод наклоняется в сторону движения на (15-30)0 от вертикали.
Нижнее положение – электрод наклоняется в сторону движения на (15-30)0 от вертикали.
 |
Обрыв дуги.
1. Для малых диаметров – прекратить подачу в сварочную ванну.
2. Для больших диаметров – медленно приподнять электрод.
Нельзя резко обрывать дугу.
 Заполнение швов по длине и сечению.
Заполнение швов по длине и сечению.
Таблица 6.
| № шва | По длине | По сечению | По длине и сечению |
| Н1∆4 |

|

|
|
| Т1∆4 |
«Напроход»
|
|
|
| С2 |
«Напрход»
| 
|
|
 |
 КОНТРОЛЬ КАЧЕСТВА
КОНТРОЛЬ КАЧЕСТВА
Виды дефектов:
I. Наружные.
II. Внутренние
III. Сквозные.
I. Наружные.
1. Несоответствие размеров сварочного шва требованиям чертежа.
2. Неравномерная ширина.
3. Смещение шва от центра соединения.
4. Крупная чешуйчатость.
5. Наплывы.
6. Подрезы.
7. Не/провар корня.
8. Усадочная раковина.
9. Кратер.
10. Шлаковые включения.
11. Пористость.
12. Продольные и поперечные трещины.
13. Неравномерная структура.
14. Укрупнение зерна.
II. Внутренние.
1. Поры.
2. Трещины.
3. Шлаковые включения.
4. Слоистость.
5. Непровар.
III. Сквозные.
1. Прожоги.
2. Свищи.
3. Сквозная трещина.
Все сварные швы сначала проверяют визуально. Внешним осмотром выявляют: несоответствие геометрических размеров, проектных (размеры швов определяются специальными шаблонами); подрезы; не провар в корне соединения; поверхностные трещины (продольные и поперечные); наружные газовые поры; чешуйчатость и неравномерность шва; недоплавленные кратеры; коробление изделия или отдельных его элементов.
Внешний осмотр эффективен только тогда, когда он производится квалифицированным контролером. Этому осмотру подвергаются все сварочные конструкции, независимо от ответственности и назначения.
 |
 |
РАЗДЕЛ 4 Техника безопасности при работе
Техника безопасности