Поверхности, по которым базируются заготовки, обычно имеют плоскую, цилиндрическую или, реже, коническую форму, В отдельных случаях заготовки базируются сразу по нескольким таким поверхностям, однако, число наиболее употребительных комбинаций невелико. Также ограничено число принципиально различных устройств, предназначенных для базирования.
Установка по плоскости. На рис. 3 представлен наиболее простой случай: заготовка базируется по плоской поверхности; требуется выдержать размер 30-0,15 (рис. 3.3,а).

а) б)
Рис. 3 Варианты простановки размеров на операционном чертеже.
Примем среднюю экономическую точность D=0,1 мм (предварительное фрезерование по 10-му квалитету). Следовательно, [eб.]=0,15 - 0,1 = 0,05 мм. Выдерживаемый размер 30-0,15 связывает обрабатываемую поверхность с нижней поверхностью М, являющейся, следовательно, исходной базой. Поскольку поверхность М опирается на неподвижную поверхность (стола станка или приспособления), которая в процессе обработки не поднимается и не опускается, геометрически исходная база у всех заготовок будет находиться в неизменном по высоте положении, т.е. eб.действ.= 0. Поэтому выдержать заданный допуск вполне возможно.
Теперь допустим, что при тех же условиях обработки нужно выдержать с тем же допуском размер 20+0,15 (рис.3.3,б). Здесь дело обстоит иначе. Поскольку выдерживаемый размер 20+0,15 связывает обрабатываемую поверхность не с нижней поверхностью М, а с верхней N, последняя является исходной базой. При намеченной схеме базирования положение исходной базы обуславливается размером 50-0,2.
Поэтому полный дифференциал по формуле (3) D 20 = D50 и eб.действ. = Т50 = 0,2 мм, а, т.к. допуск по выдерживаемому размеру не изменился и [eб.] = 0,05 мм то, очевидно, что действительное значение поля рассеивания погрешностей базирования больше допустимого. Если принять намеченную схему базирования, получится брак.
Чтобы сделать eб.действ. £ [eб.], можно осуществить одно из следующих мероприятий:
1. Увеличить допуск по размеру 20;
2. Сузить допуск по размеру 50;
3. Изменить схему базирования. Если исходную базу(поверхность N) будем прижимать к неподвижному упору, то получим eб.действ. = 0 (рис. 4).

Рис. 4. Схема усовершенствованного фрезерного приспособления:
1 - клин; 2 - неподвижный упор (элементы приспособления).
Установка вала в призме. В качестве исходного примера рассмотрим случай установки деталей в призме по наружной цилиндрической поверхности, приведенный на рис.5, где в детали требуется профрезеровать паз.
В соответствии с конструкторскими соображениями может потребоваться соблюдение любого из размеров h, m или n (см. рис.2).
В зависимости от того, какой из этих размеров ограничен на чертеже соответствующим допуском, возможны принципиально различные случаи. В первом случае исходной базой служит центр С, во втором - точка А, в третьем - точка В (см. рис.2).
Схема базирования цилиндров и дисков с помощью призмы является основной: расчетные погрешности базирования других способов установки цилиндров и дисков получаются как частные случаи.
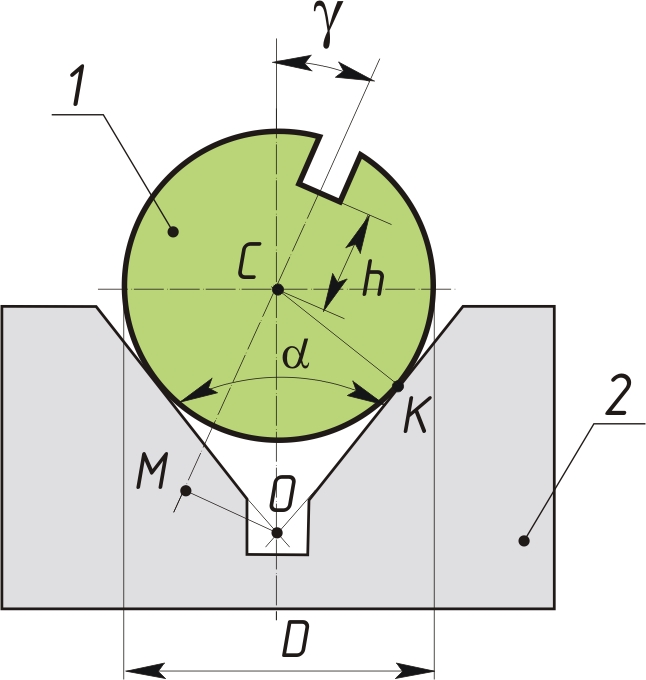
Рис. 5. Исходные данные для расчета действительной погрешности базирования при
установке заготовки в призме: 1 - заготовка; 2 - призма.
1. Требуется выдержать размер h.
Положение исходной базы - центра С по отношению к призме (технологическая база - точка О) обуславливается вектором ОС. Проецируя этот вектор на направление выдерживаемого размера h, получим:
L = MC = OC cos g.
Из DOCK находим 
где a - угол призмы, D - диаметр заготовки.
Следовательно,
 .
.
Полный дифференциал:
 ,
,
а поле рассеивания погрешности базирования
eб.действ  , (8)
, (8)
где TD - допуск по диаметру заготовки.
Как видно из выражения (8), eб.действ при данном угле призмы a зависит от угла g.
В случае, если g = 0
eб.действ  ;
;
при g=45° и a=90°
eб.действ  .
.
Схему базирования, показанную на рис.6, можно рассматривать как случай, когда g=90°, поэтому eб.действ = 0.

Рис. 6. Случай g=90° при базировании в призме.
При установке в самоцентрирующем приспособлении (в трехкулачковом самоцентрирующем патроне, самоцентрирующих тисках и т.д.) центр всех заготовок, независимо от их диаметра, будет занимать неименное положение. Вследствие этого, как и в предыдущем случае eб.действ = 0.
2. Требуется выдержать размер m (рис. 7).

Рис.7. Расчетная схема базирования в призме при выдерживании размера m.
Положение исходной базы - точки А - по отношению к призме обуславливается вектором ОА. Проецируя этот вектор на направление размера m, получим:
L = MA = CM - CA.
Из D ОСМ имеем:
СМ = OC cos g =  .
.
Очевидно, что
CA =  .
.
Следовательно,
L = - =  .
.
Тогда полный дифференциал по формуле (3):
DL = 
 ,
,
а поле рассеяния, соответствующее действительной погрешности базирования, составит
eб.действ . (9)
Погрешность базирования равна нулю в следующих случаях:
а) если cosg = sin (a/2), в частности, при a = 90°, если g = 45°;
б) при g = 0° и a = 180° (т.е. при установке на плоскость).
При базировании по схеме, показанной на рис.6, что соответствует g = 90°,
eдейств  .
.
В случае, когда g = 0 eб.действ  .
.
3. Требуется выдержать размер n(рис. 8).
Положение исходной базы - точки В относительно призмы обуславливается вектором ОВ. Проецируя последний на направление выдерживаемого размера n, получим:
L = MB = MC + CB =  .
.

Рис. 8. Расчетная схема базирования в призме при выдерживании размера n.
Тогда полный дифференциал по формуле (3):
DL =  ,
,
а поле рассеяния, соответствующее действительной погрешности базирования, составит:
eб.действ . (10)
ри g = 0°, имеем:
eб.действ  .
.
При g = 90° и a = 180° оказывается, что eб.действ = ТD.
Сопоставление различных схем базирования
Допустим, что у диска, показанного на рис.9, а, нужно просверлить отверстие и выдержать размер m с соответствующим допуском. Сравним при помощи выведенных зависимостей две схемы кондукторов, схематически показанных на (рис. 9,б и 9, в).

а) б) в)
Рис. 9. Варианты конструкции сверлильного приспособления - кондуктора.
Схема кондуктора на рис. 9,б аналогична схеме, приведенной для размера m выше (см. рис. 2) при g = 0° (см. рис. 5). Поэтому
e’б.действ .
Схема кондуктора на рис. 9, в) аналогична схеме, приведенной выше для размера n (см. рис. 2), следовательно,
e’’б.действ  .
.
Отношение
 (11)
(11)
При a=90° 
Таким образом, несущественная, с первого взгляда, разница в схемах конструкций кондукторов ведет к увеличению значения eб.действ при второй схеме по сравнению с первой почти в 6 раз.