Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т.д.), трубопроводной арматуре (задвижках, клапанах и т.д.).
Профиль трубной цилиндрической резьбы представлен на Рисунке 5.2.
В условное обозначение входит буква G, размер резьбы в дюймах, класс точности среднего диаметра резьбы – А или В (менее точный) и длина свинчивания в мм, если она превосходит нормальную, установленную стандартом.
Пример:
G 1/4-А,
G 1/2 LH-А,
G 3/8-А-20.
Если для метрической резьбы указываемый в обозначении размер диаметра соответствует его действительному размеру (без учета допуска), то в трубной резьбе указываемый в обозначении ее размер в дюймах приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющей условный проход в 25 мм, т.е. примерно 1 дюйм. Фактически наружный диаметр трубы равен 33,249 мм, т.е. больше на две толщины стенки трубы — таблица 5.5.
Поэтому обозначение размера трубной резьбы наносят на полке линии-выноски (Рисунок 5.13).

Рисунок 5.13 — Обозначение трубной резьбы
| Таблица 5.5– Справочные данные о трубной цилиндрической резьбе | ||||||
| Размер резьбы, дюйм | 1/4 | 3/8 | 1/2 | 3/4 | 1 ¼ | |
| Условный проход, мм | ||||||
| Наружный диаметр трубы, мм | 13,5 | 17,0 | 21,3 | 26,8 | 33,5 | 48,0 |
| Наружный диаметр резьбы, мм | 13,16 | 16,67 | 20,96 | 26,44 | 33,25 | 47,80 |
Резьба трубная коническая
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре, когда требуется повышенная герметичность соединения.
Профиль резьбы см. на Рисунке 5.2. Так как диаметр конической резьбы непрерывно меняется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической резьбы (Рисунок 5.14). Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).

Рисунок 5.14 — Обозначение трубной конической резьбы
Наружная резьба обозначается буквой R, внутренняя – Rc.
В обозначение трубной конической резьбы входит буква R(Rc) и размер в дюймах без указания размерности.
Пример:
R 1 1/2 LH — наружная левая,
Rс 1/2 – внутренняя.
Резьба коническая дюймовая
Коническую дюймовую резьбу применяют в соединениях топливных, масляных, водяных, воздушных трубопроводов машин и станков при невысоких давлениях.
Профиль резьбы представлен на Рисунке 5.2.
Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб.
Пример: К 3/4″ ГОСТ 6111-52.
Резьба круглая
Круглую резьбу применяют для шпинделей вентилей смесителей по ГОСТ 19681-94 (Арматура санитарно-техническая водоразборная) и водопроводных кранов по ГОСТ 20275-74.
В обозначение круглой резьбы входят буквы Кр, номинальный диаметр резьбы в мм, шаг резьбы в мм и ГОСТ 13536-68.
Пример: Кр 12х2,54 ГОСТ 13536-68, где 2,54 – шаг резьбы в мм, 12 – номинальный диаметр резьбы в мм. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы.
Ходовые резьбы
5.1.6.1 Резьба трапецеидальная
Применяется на винтах, передающих возвратно-поступательное движение и осевое усилие. Резьба бывает однозаходной и многозаходной.
Профиль резьбы представлен на Рисунке 5.2.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81, 24738-81, 9562-81.
Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81*.
Условное обозначение однозаходной резьбы состоит из букв Тr, значения номинального диаметра резьбы, шага, поля допуска.
Пример: Тr 40х6-8е – трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм, Тr 40х6-8е-85 – то же длина свинчивания 85 мм, Тr 40х6LH-7Н – то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода: Тr 20х8(Р4)-8е – трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
Резьба упорная
Применяется на винтах, подверженных односторонне направленные усилиям, например в домкратах.
Профиль резьбы на Рисунке 5.2.
В обозначение упорной резьбы входит буква S, номинальный диаметр в мм, ход в мм, шаг в мм (у многозаходных резьб).
Пример: S 80х20 – 7h; S 80х20LН – 7h; S 80х20 (Р5) – 7h, где 80 — номинальный диаметр в мм, 20 – ход в мм, 5 – шаг в мм (у четырехзаходной резьбы).
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40х1,5 — 6g.
Резьба прямоугольная
Применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Так как профиль этой резьбы не стандартизован, то на чертеже приводят все данные, необходимые для ее изготовления (Рисунок 5.15).

Рисунок 5.15 — Нанесение размеров на прямоугольную резьбу
Крепежные изделия
Общие положения
Для разъемных соединений деталей машин, приборов и т.п. широко применяются крепежные изделия — болты, винты, шпильки, гайки. Они весьма разнообразны по форме, точности изготовления, материалу, покрытию и прочим условиям их изготовления.
Болты, винты, шпильки, гайки общего назначения изготовляют из углеродистых, легированных, коррозионно-стойких и других сталей и из цветных металлов.
В зависимости от условий эксплуатации крепежные детали выпускают с тем или иным покрытием.
Таким образом, число стандартов, определяющих форму, размеры, материал, покрытие и другие характеристики крепежных деталей, весьма велико, причем, каждый из них содержит соответствующие условные обозначения, ссылки на которые, помещаемые в конструкторской документации, должны быть точными.
Структура условного обозначения стандартного крепежного изделия:

Рисунок 5.16 — Структура условного обозначения крепежных стандартных изделий
Болты
Болт представляет собой резьбовой стержень с головкой различной формы (Рисунок 5.17). Размеры и форма головки позволяют использовать ее для завинчивания болта при помощи стандартного гаечного ключа. На головке болта выполняется коническая фаска, сглаживающая острые края головки. Существует значительное количество типов болтов. Наиболее распространены болты с шестигранной головкой нормальной точности, размеры которых определяет ГОСТ 7798-80, предусматривающий изготовление болтов в четырех исполнениях.
На Рисунке 5.17 дано изображение болта 1 исполнения.


Рисунок 5.17 — Изображение болта
Обозначение: Болт М12х1,25 – 6gх60.58 ГОСТ 7798-80 — болт исполнения 1 (исполнение 1 не указывают) с наружным диаметром резьбы 12 мм, с шагом 1,25 мм, длиной 60 мм, классом прочности 5.8, без покрытия.
| Таблица 5.5 — Болты с шестигранной головкой по ГОСТ 7798–70, мм | ||||||||||
| Диаметр резьбы d | Шаг резьбы P | Диаметр стержня d1 | Размер «под ключ» S | Высота H | Диаметр описанной окружности D, не менее | Радиус под головкой r | Длина резьбы l0 | |||
| крупный | мелкий | не менее | не более | |||||||
| 1.5 | 1.25 | 7.0 | 18.7 | 0.4 | 1.1 | |||||
| 1.75 | 1.25 | 8.0 | 20.9 | 0.6 | 1.6 | |||||
| (14) | 1.5 | 9.0 | 24.3 | 0.6 | 1.6 | |||||
| 1.5 | 10.0 | 26.5 | 0.6 | 1.6 | ||||||
| (18) | 2.5 | 1.5 | 12.0 | 29.9 | 0.6 | 1.6 | ||||
| 2.5 | 1.5 | 13.0 | 33.3 | 0.8 | 2.2 | |||||
| (22) | 2.5 | 1.5 | 14.0 | 35.0 | 0.8 | 2.2 | ||||
| 15.0 | 39.6 | 0.8 | 2.2 | |||||||
| 17.0 | 45.2 | 0.8 | 2.7 |
Стандартную длину l болта выбирают из ряда, мм: (28), 30, (32), 35, (38), 40, 45, 50, 55, 60, 65, 70, 75, 80, (85), 90, (95), 100, (105), 110 и т. д.
Длины болтов, заключенных в скобки, применять не рекомендуется.
Винты, шурупы
Винт для металла представляет собой резьбовой стержень с головкой под отвертку или ключ.
Винты подразделяются на крепежные и установочные (нажимные, регулировочные и др.).
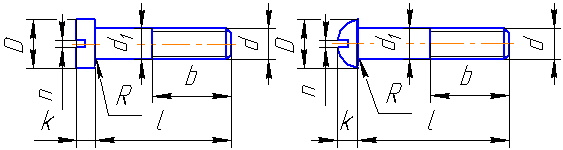
Наиболее широко применяют винты крепежные общего назначения с цилиндрической головкой по ГОСТ 1491-80* (Рисунок 5.18, а); с полукруглой — по ГОСТ 17473-80*(Рисунок 5.18, б); с потайной — по ГОСТ 17475-80* (Рисунок 5.18, в), установочный — по ГОСТ 1477-93 (Рисунок 5.18, г).
| |
| а | б |


| |
| в | г |

Рисунок 5.18 — Изображение винтов: а — с цилиндрической головкой, б — с полукруглой головкой, в — с потайной головкой, г — установочный
Обозначение: Винт А.М8 – 6gх50.48 ГОСТ 1491-80*; Винт В2.М8х1–8gх50.48 ГОСТ 17475-80* — А и В — классы точности; 2 — исполнение. Дальнейшие части обозначений пояснений не требуют (см. выше).
| Таблица 5.6 — Винты с цилиндрической головкой класса точности В (нормальной точности) ГОСТ 1491-80 | |||||||||||
| Номинальный диаметр резьбы d, мм | |||||||||||
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1.25 | 1.5 | 1.75 | 2.5 | 2.5 | |||
| мелкий | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | |||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.6 | 3.3 | 3.9 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | 11.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.2 | 1.5 | 1.8 | 2.3 | 2.7 | 3.2 | 3.6 | 4.0 | 4.5 | 5.0 |
| не более | 1.6 | 2.0 | 2.3 | 2.8 | 3.2 | 3.8 | 4.2 | 4.6 | 5.1 | 5.6 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
Диаметр стержня d1= d
Длины l и b см. в таблице 5.9
| Таблица 5.7 — Винты с полукруглой головкой класса точности В (нормальной точности) ГОСТ 17473-80 | |||||||||||
| Номинальный диаметр резьбы d, мм | |||||||||||
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1.25 | 1.5 | 1.75 | 2.5 | 2.5 | |||
| мелкий | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | |||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.8 | 3.5 | 4.2 | 5.6 | 7.0 | 8.0 | 9.5 | 11.0 | 12.0 | 14.0 | |
| Радиус сферы R1 | 3.6 | 4.4 | 5.1 | 6.6 | 8.1 | 9.1 | 10.6 | 12.1 | 13.6 | 15.1 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.6 | 2.1 | 2.3 | 3.26 | 3.76 | 3.96 | 4.26 | 4.76 | 5.26 | 5.76 |
| не более | 2.0 | 2.5 | 2.7 | 3.74 | 4.24 | 4.44 | 4.74 | 5.24 | 5.74 | 6.24 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
Диаметр стержня d1= d.
Длины l и b см. в таблице 5.9
| Таблица 5.8 — Винты с потайной головкой класса точности В (нормальной точности ГОСТ 17475-80) | |||||||||||
| Номинальный диаметр резьбы d, мм | |||||||||||
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1.25 | 1.5 | 1.75 | 2.5 | 2.5 | |||
| мелкий | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | |||||
| Диаметр головки D | 7.4 | 9.2 | 11.0 | 14.5 | 18.0 | 21.5 | 25.0 | 28.5 | 32.5 | 36.0 | |
| Высота головки K | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 0.8 | 1.0 | 1.2 | 1.6 | 2.0 | 2.4 | 2.8 | 3.2 | 3.6 | 4.0 |
| не более | 1.1 | 1.35 | 1.6 | 2.1 | 2.6 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
Диаметр стержня d1= d.
Длины l и b см. в таблице 5.9
| Таблица 5.9 — Длины винтов (ГОСТ 1491-80, 17473-80, 17474-80, 17475-80, 11738-84), мм | ||||||||||
| Номинальный диаметр резьбы d | ||||||||||
| Длина винта l | Длина резьбы b (нормальная) | |||||||||
| — | ||||||||||
| — | ||||||||||
| — | — | |||||||||
| — | — | |||||||||
| — | — | — | ||||||||
| — | — | — | ||||||||
| — | — | — |
Стандартную длину l винта выбирают из ряда, мм:
2; (2,5) 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
Если длина резьбы b больше длины винта l, то резьба нарезана по всей длине стержня.
Размеры шлица выбирают по ГОСТ 24669-81
Радиусы под головкой винта выбирают по ГОСТ 24670-81
Размеры фасок выбирают по ГОСТ 10549-80
Стандарт устанавливает размеры винтов с диаметром резьбы d= 1…20 мм.
Длины винтов, заключенных в скобки, применять не рекомендуется.
Шурупы — винты с заостренным концом для скрепления деревянных и пластмассовых деталей.
Наибольшее распространение получили шурупы с потайной (конической) головкой (Рисунок 5.19, а) и с полукруглой (сферической) головкой (Рисунок 5.19, б).
Обозначение: Шуруп 1 — 3х20 ГОСТ 1145-80, где 1 — исполнение, 3 — диаметр, 20 — длина шурупа с потайной головкой.

| |
| а | б |

Рисунок 5.19 — Изображение шурупа
Шпильки
Шпилька — цилиндрический стержень, с обеих сторон которого нарезана резьба (Рисунок 5.20).
Резьбовой конец шпильки lвв называется ввинчиваемым или посадочным резьбовым концом. Он предназначен для завинчивания в резьбовое отверстие одной из соединяемых деталей. Длина lвв определяется материалом детали:
lвв = (0,8…1)d — для стальных и латунных деталей;
lвв = (1,2…1,6)d — для чугунных;
lвв = (2…2,5)d — для легких сплавов (алюминий…).
lвв = 2,5d — для деталей из полимерных материалов.
Резьбовой конец шпильки l2 предназначен для навинчивания на него гайки при соединении скрепляемых деталей. Под длиной шпильки L понимается длина стержня без ввинчиваемого резьбового конца. Длина гаечного конца l2 может иметь различные значения, определяемые диаметром резьбы d и высотой гайки.
Номер стандарта определяет длину ввинчиваемого конца.
Обозначение: Шпилька 2М10х1,25-6gх200.58 ГОСТ 22040-76, где 2 — исполнение, 10 — наружный диаметр метрической резьбы, 1,25 — шаг мелкий в мм, 6g — поле допуска, 200 — длина в мм, 5.8 — класс прочности, шпилька с ввинчиваемым концом длиной 2,5d.


Рисунок 5.20 — Изображение шпильки
| Таблица 5.10 — Определение длины ввинчиваемого конца шпильки | ||||
| Длина ввинчиваемого конца lвв | ГОСТ | Материал, в который ввинчиваются шпильки | ||
| Шпильки нормальной точности В | Шпильки повышенной точности А | |||
| d | 22032-76 | 22033-76 | Сталь, бронза, латунь и т.п. | |
| 1,25d | 22034-76 | 22035-76 | Ковкий и серый чугун (допускается сталь, бронза) | |
| 1,6d | 22036-76 | 22037-76 | Ковкий и серый чугун (допускается сталь, бронза) | |
| 2d | 22038-76 | 22039-76 | Легкие сплавы (допускается сталь) | |
| 2,5d | 22040-76 | 22041-76 | Легкие сплавы (допускается сталь) | |
| lвв= l2 | 22042-76 | 22043-76 | Без ограничения |
| Таблица 5.11 — Основные размеры шпилек нормальной точности в мм | |||||||||
| d | Шаг Р | lвв=d(ГОСТ 22032-76) | lвв=1,25d (ГОСТ 22034-76) | lвв=1,6d (ГОСТ 22036-76) | lвв=2d (ГОСТ 22038-76) | lвв=2,5d (ГОСТ 22040-76) | l2 | ||
| Крупный | Мелкий | ||||||||
| 1,5 | 1,25 | ||||||||
| 1,75 | 1,25 | ||||||||
| 1,5 | |||||||||
| 2,5 | 1,5 | ||||||||
| 3,5 | |||||||||
Гайки
Гайки в зависимости от назначения и условий эксплуатации бывают шестигранные, шестигранные прорезные, корончатые, гайки-барашки, круглые шлицевые, колпачковые и другие.
Наиболее широко применяют гайки шестигранные, выпускаемые в одном, двух и трех исполнениях нормальной, повышенной и грубой точности (классов А, В, С соответственно), нормальной высоты, низкие, высокие, особо высокие (Рисунок 5.21 и таблица 5.12).
Обозначение: Гайка 2М12х1,25 — 6Н.12.40Х.016 ГОСТ 5915 — 70*, где 2 — исполнение, 12 — наружный диаметр метрической резьбы, 1,25 — мелкий шаг в мм, 6Н — поле допуска, 12 — класс прочности, 40Х — марка стали, 016 — вид и толщина покрытия.
Класс точности, высоту гайки, размер «под ключ» определяет стандарт.


Рисунок 5.21 — Изображение гайки
| Таблица 5.12 — Гайки шестигранные нормальной точности по ГОСТ 5915 – 70, мм | ||||||
| Номинальный диаметр резьбы d | Шаг резьбы P | Размер «под ключ» S | Диаметр описанной окружности D, не менее | Высота Н | ||
| крупный | мелкий | |||||
| 0.7 | — | 7.5 | 3.2 | |||
| 0.8 | — | 8.6 | 4.0 | |||
| 1.0 | — | 10.9 | ||||
| 1.25 | 14.2 | 6.5 | ||||
| 1.5 | 1.25 | 18.7 | ||||
| 1.75 | 1.25 | 20.9 | ||||
| (14) | 1.5 | 23.9 | ||||
| 1.5 | 26.2 | |||||
| (18) | 2.5 | 1.5 | 29.6 | |||
| 2.5 | 1.5 | 33.0 | ||||
| (22) | 2.5 | 1.5 | 35.0 | |||
| 39.6 | ||||||
| 3.5 | 50.9 |
Шайбы, шплинты
Шайбы применяют для предохранения поверхности детали от повреждения гайкой при затяжке последней и увеличения опорной площади гайки, головки болта или винта, для устранения возможности самоотвинчивания гаек при испытываемых ими вибрациях, изменения температуры и в других случаях.
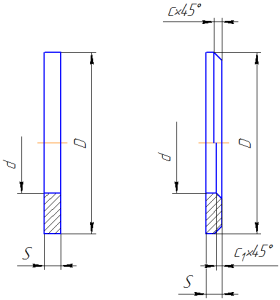
Различают шайбы круглые, квадратные, пружинные (Рисунок 5.22, а, б), стопорные, быстросъемные и другие.
Изготавливают шайбы вырубкой из листового материала (металла, кожи, резины, пластмассы) или точением из пруткового металла.
Обозначение: Шайба А.12.01.08кп ГОСТ 11371-78, где А — класс точности, 12 — диаметр резьбы крепежа в мм, 08кп — марка стали (группа 01).

а


б
Рисунок 5.22 — Изображение шайбы (а — обычная шайба, б — пружинная)
| Таблица 5.13 — Шайбы нормальные (ГОСТ 11371-78), мм | |||||||
| Диаметр резьбы крепежной детали | Наружный диаметр шайбы D | Внутренний диаметр шайбы d | Толщина шайбы S | Фаска наружная c | Фаска c1 | ||
| не менее | не более | не менее | |||||
| 12.5 | 6.4 | 1.6 | 0.4 | 0.8 | 0.8 | ||
| 8.4 | 1.6 | 0.4 | 0.8 | 0.8 | |||
| 10.5 | 2.0 | 0.5 | 1.0 | 1.0 | |||
| 13.0 | 2.5 | 0.6 | 1.25 | 1.25 | |||
| 15.0 | 2.5 | 0.6 | 1.25 | 1.25 | |||
| 17.0 | 3.0 | 0.75 | 1.5 | 1.5 | |||
| 19.0 | 3.0 | 0.75 | 1.5 | 1.5 | |||
| 21.0 | 3.0 | 0.75 | 1.5 | 1.5 | |||
| 23.0 | 3.0 | 0.75 | 1.5 | 1.5 | |||
| 25.0 | 4.0 | 1.0 | 2.0 | 1.5 | |||
| 28.0 | 4.0 | 1.0 | 2.0 | 1.5 | |||
| 31.0 | 4.0 | 1.0 | 2.0 | 2.0 |
Шплинты применяют для предупреждения самоотвинчивания прорезных и корончатых гаек при вибрации изделия, а также для контровки (Рисунок 5.23).
Шплинт имеет кольцевую петлю и два конца. Длина шплинта выбирается так, чтобы его концы можно было развести для фиксации его в прорези гайки.
Обозначение: Шплинт 5х45.3.036 ГОСТ 397-79, где 5 — диаметр отверстия в крепежной детали, 45 — длина в мм, 3 — условное обозначение материала, 036 — никелевое покрытие.


Рисунок 5.23 — Шплинт
| Таблица 5.14 — Шплинты по ГОСТ 397-79, мм | |||||||||||||
| Условный диаметр шплинта d*0 | d | l2 | l1 | D | Рекомендуемые диаметры соединяемых деталей | l | |||||||
| Наиб. | Наим. | Наиб. | Наим. | Наиб. | Наим. | Болт | Штифт, ось | ||||||
| св. | до | св. | до | ||||||||||
| 0,6 | 0,5 | 0,4 | 1,6 | 0,8 | 2,0 | 1,0 | 0,9 | — | 2,5 | — | 2,0 | от 4 до 8 | |
| 0,8 | 0,7 | 0,6 | 1,6 | 0,8 | 2,4 | 1,4 | 1,2 | 2,5 | 3,5 | 2,0 | 3,0 | >> 5 >> 16 | |
| 1,0 | 0,9 | 0,8 | 1,6 | 0,8 | 3,0 | 1,8 | 1,6 | 3,5 | 4,5 | 3,0 | 4,0 | >> 6 >> 20 | |
| 1,2 | 1,0 | 0,9 | 2,5 | 1,3 | 3,0 | 2,0 | 1,7 | 4,5 | 5,5 | 4,0 | 5,0 | >> 8 >> 25 | |
| 1,6 | 1,4 | 1,3 | 2,5 | 1,3 | 3,2 | 2,8 | 2,4 | 5,5 | 7,0 | 5,0 | 6,0 | >> 8 >> 32 | |
| 2,0 | 1,8 | 1,7 | 2,5 | 1,3 | 4,0 | 3,6 | 3,2 | 7,0 | 9,0 | 6,0 | 8,0 | >> 10 >> 40 | |
| 2,5 | 2,3 | 2,1 | 2,5 | 1,3 | 5,0 | 4,6 | 4,0 | 9,0 | 11,0 | 8,0 | 9,0 | >> 12 >> 51 | |
| 3,2 | 2,9 | 2,7 | 3,2 | 1,6 | 6,4 | 5,8 | 5,1 | 11,0 | 14,0 | 9,0 | 12,0 | >> 14 >> 63 | |
| 4,0 | 3,7 | 3,5 | 4,0 | 2,0 | 8,0 | 7,4 | 6,5 | 14,0 | 20,0 | 12,0 | 17,0 | >> 18 >> 80 | |
| 5,0 | 4,6 | 4,4 | 4,0 | 2,0 | 10,0 | 9,2 | 8,0 | 20,0 | 27,0 | 17,0 | 23,0 | >> 22 >> 100 | |
| 6,3 | 5,9 | 5,7 | 4,0 | 2,0 | 12,6 | 11,8 | 10,3 | 27,0 | 39,0 | 23,0 | 29,0 | >> 32 >> 125 | |
| 8,0 | 7,5 | 7,3 | 4,0 | 2,0 | 16,0 | 15,0 | 13,1 | 39,0 | 56,0 | 29,0 | 44,0 | >> 40 >> 160 | |
| 10,0 | 9,5 | 9,3 | 6,3 | 3,2 | 20,0 | 19,0 | 16,6 | 56,0 | 80,0 | 44,0 | 69,0 | >> 45 >> 200 | |
| 13,0 | 12,4 | 12,1 | 6,3 | 3,2 | 26,0 | 24,0 | 21,7 | 80,0 | 120,0 | 69,0 | 110,0 | >> 71 >> 250 | |
| 16,0 | 15,4 | 15,1 | 6,3 | 3,2 | 32,0 | 30,8 | 27,0 | 120,0 | 170,0 | 110,0 | 160,0 | >>112 >>280 | |
| 20,0 | 19,3 | 19,0 | 6,3 | 3,2 | 40,0 | 38,6 | 33,8 | 170,0 | — | 160,0 | — | >>160 >>280 |
Резьбовые соединения
Детали машин и приборов соединяют крепежными деталями. Кроме того, применяются резьбовые соединения деталей, на одной из которых нарезана наружная, а на другой — внутренняя резьба.
Чертежи резьбовых соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
На продольных разрезах показана только та часть внутренней резьбы, которая не закрыта ввернутой в нее деталью. На поперечных вырезах, если секущая плоскость рассекает обе соединяемые детали, штриховка ввернутой детали выполняется до наружной окружности резьбы (Рисунок 5.10).
Соединение болтом
Болтовое соединение применяют для скрепления двух и более деталей. В болтовое соединение входят соединяемые детали, стандартные изделия — болт, гайка, шайба, (Рисунок 5.24).
В соединяемых деталях выполняют гладкие сквозные отверстия, диаметр которых больше диаметра резьбы стандартного изделия — болта (dh), (Рисунок 5.24,а; 5.25). Величину (dh выбирают в зависимости от требуемой точности сборки по ГОСТ 11284-75* (см. Таблицу 5.15). Если зазор на чертеже (при его изображении) получается меньшим 1 мм, то его можно увеличить.
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень болта, одевают шайбу и накручивают гайку.

|
| а |

| |
| б | в |

|
| г |
Рисунок 5.24 Болтовое соединение: а — отверстия в соединяемых деталях, б — конструктивное изображение, в — упрощенное изображение, г — модель
Основными размерами болтового соединения являются номинальный диаметр резьбы и длина болта (Таблица 5.5). Все размеры крепежных деталей берутся из соответствующих стандартов.
| Таблица 5.15 — Отверстия сквозные под крепежные детали по ГОСТ 11284–75, мм | ||||||||
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий dh | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии dh | |||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | |||
| 2,5 | 2,7 | 2,9 | 3,1 | 16,0 | 17,0 | 18,0 | 19,0 | |
| 3,0 | 3,2 | 3,4 | 3,6 | 18,0 | 19,0 | 20,0 | 21,0 | |
| 4,0 | 4,3 | 4,5 | 4,8 | 20,0 | 21,0 | 22,0 | 24,0 | |
| 5,0 | 5,3 | 5,5 | 5,8 | 22,0 | 23,0 | 24,0 | 26,0 | |
| 6,0 | 6,4 | 6,6 | 7,0 | 24,0 | 25,0 | 26,0 | 28,0 | |
| 7,0 | 7,4 | 7,6 | 8,0 | 27,0 | 28,0 | 30,0 | 32,0 | |
| 8,0 | 8,4 | 9,0 | 10,0 | 30,0 | 31,0 | 33,0 | 35,0 | |
| 10,0 | 10,5 | 11,0 | 12,0 | 33,0 | 34,0 | 36,0 | 38,0 | |
| 12,0 | 13,0 | 14,0 | 15,0 | 36.0 | 37,0 | 39,0 | 42,0 | |
| 14,0 | 15,0 | 16,0 | 17,0 | 39,0 | 40,0 | 42,0 | 45,0 |
На упрощенном изображении болтового соединения не показывают фаски, зазоры между стержнем болта и отверстием, резьба наносится на всей длине стержня.
Все размеры стандартных изделий рассчитываются по условно-упрощенным размерам, выраженным через отношение к диаметру резьбы — d (Рисунок 5.24, в).
Длина болта определяется по формуле:
L= m+S+H+k,
где L — длина болта; m — толщина соединяемых деталей; S — толщина шайбы; Н — высота гайки; k = (0,25 … 0,5)d — запас резьбы болта (Рисунок 5.24, б)

Рисунок 5.25 Конструктивный зазор между стержнем болта и отверстием в деталях
Соединение шпилькой
Шпилечное соединение применяют для скрепления двух и более деталей, когда по конструктивным соображениям применение болтового соединения невозможно. В шпилечное соединение входят присоединяемые детали и корпус, стандартные изделия — шпилька, гайка, шайба (Рисунок 5.26, а, б).
В присоединяемой детали выполняют сквозное гладкое отверстие, диаметром dh (см. Таблицу 5.15), как и в случае болтового соединения.
Гнездо под шпильку в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания шпильки (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р. Глубина нарезания резьбы l3 = lвв + 2Р, где Р – шаг резьбы. Размеры глубины сверления и нарезания резьбы указывают на чертеже корпусной детали. Под длиной шпильки понимают длину ее стержня без ввинчиваемого конца — L.
Глубина ввинчивания зависит от материала корпусной детали — чем мягче материал, тем больше глубина ввинчивания (Таблица 5.10).
Последовательность сборки: ввинчивают шпильку ввинчиваемым концом в корпус до заклинивания (по сбег резьбы), одевают на стержень шпильки присоединяемую деталь, одевают шайбу, накручивают гайку.

|
| а |

| |
| б | в |

|
| г |
Рисунок 5.26 — Шпилечное соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение; г — модель
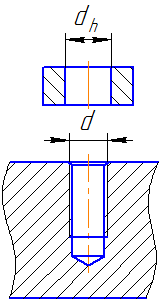
Соединение винтом
В винтовое соединение входят присоединяемые детали и корпус, стандартные изделия — винт, иногда шайба (Рисунок 5.27, б, в, г).
В присоединяемой детали выполняют гладкое сквозное отверстие, Таблица 5.15.
Гнездо под винт в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания винта (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р (или lвв + 1d). Глубина нарезания резьбы l3 = lвв + 2,7Р, где Р – шаг резьбы (или lвв + 0,5d).
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень винта через отверстие присоединяемой детали, ввинчивают винт в корпусную деталь.
|
| а |

| |
| б | в |

|
| г |
Рисунок 5.27 — Винтовое соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение; г — модель