| Способ литья | Квалитет | Размер отливки, мм | Материал отливки | Высота микро-неровностей и глубина дефектного слоя, мкм | ||

| 
| |||||
| Литье в кокиль и центробежное литье | Чугун | |||||
| Сталь | ||||||
| Цветные сплавы | ||||||
| В оболочко-вые формы | 12-11 | Чугун | ||||
| Сталь | ||||||
| Цветные сплавы | ||||||
| По выплав-ляемым мо-делям | 10-9 | Чугун | ||||
| Сталь | ||||||
| Цветные сплавы | ||||||
| Под давлением | 11-9 | Цветные сплавы | ||||
| В разовые песчано-глинистые формы | Чугун | |||||
| До | Сталь | |||||
| Цветные сплавы | ||||||
| Св. 1250 | Чугун | |||||
| до 3150 | Сталь |
Приложение П.2.15
Суммарное значение пространственных отклонений
при механической обработке литых заготовок [6]
| Тип детали и метод базирования | Эскиз | Расчетные формулы |
| Корпусные детали Базирование по отверстиям с параллельными осями и перпендикулярной к ним плоскостью | 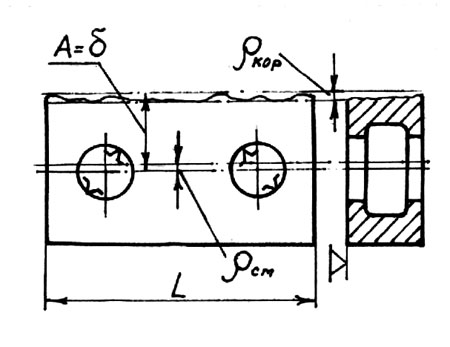
| 



|
| Корпусные детали с базирование по плоскости, противоположной обрабатываемой | 
|
|
| Детали типа тел вращения Крепление (базирование) в самоцентриру-ющих патронах по наружному диаметру с прижимом к торцовой поверхности | 
|  


|
Приложение П.2.16
Удельное коробление отливок
| Тип детали | Удельное коробление Dк, мкм/мм |
| Корпусные детали | 0,7...1,0 |
| Диски | 0,7...3,0 |
| Плиты | 2,0...3,0 |
Приложение П.2.17
Качество черных поверхностей поковок [5]
| Метод получения поковки | Масса поковки, кг | Наибольший поперечный или габаритный размер поковки, мм | Высота микронеровностей и глубина дефектного слоя, мкм | |
| RZ | T | |||
| До 0,25 | ||||
| 0,25...4,00 | ||||
| Штамповка | 4,00...25,0 | |||
| 25,0...40,0 | ||||
| 40,0...100,0 | ||||
| 100,0...200,0 | ||||
| Свободная ковка | До 180 | |||
| на молотах и | 180-500 | |||
| прессах | 500-1250 | |||
| 1250-3150 | ||||
| Ковка в подклад-ных штампах | До 180 Свыше 180 | |||
Приложение П.2.18
Допуск перпендикулярности Dн торца фланца к оси поковки, мм
| Dн, при штамповке | ||
| Масса штамповок и поковок, кг | на прессах | на горизонтально- ковочной машине |
| До 0,25 | 0,2 | 0,3 |
| 0,25-1,60 | 0,3 | 0,5 |
| 1,60-4,00 | 0,4 | 0,7 |
| 4,00-10,0 | 0,5 | 0,9 |
| 10,00-25,00 | 0,6 | 1,1 |
| 25,00-40,00 | 0,7 | 1,2 |
Приложение П.2.19
Суммарное значение пространственных отклонений r
различных видов штампованных заготовок
и механической обработки
| Тип детали и метод ее базирования | Эскиз базирования | Расчетные формулы |
| Стержневые детали (валы ступенчатые, рычаги и т.д.) с базированием по крайней ступени (поверхности) | 
|


|
| Стержневые детали при обработке в центрах | 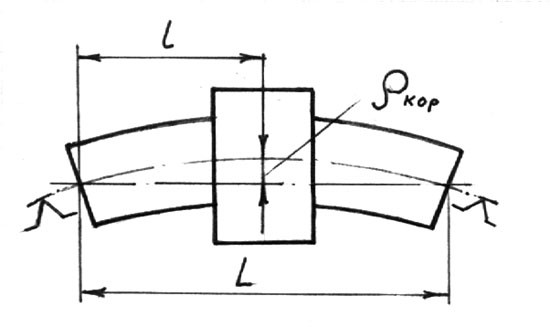
|   При l £
При l £ 
|
| Детали типа дисков с пробиваемым контрольным отверстием (шестерни, диски и т.д.) с установкой по наружному диаметру и торцу | 
|
|
| То же при обработке торцовых поверхностей | 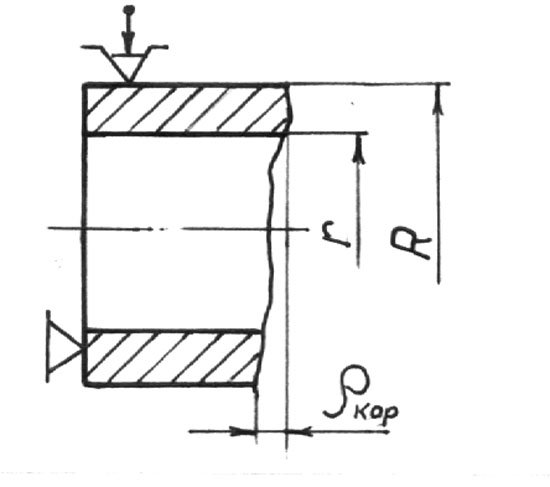
| rзаг = rкор rкор = DкD =Dк2R |
Приложение П.2.20
Допускаемая предельная кривизна Dк поковок типа валов
| Средний | Dк, мкм на 1 мм длины | ||||
| Диаметр поковки Dср, мм | После центровки для классов точности | После
| После термообработки | ||
| Т1,Т2,Т3 | Т4,Т5 | в печах | ТВЧ | ||
| До 25 | 0,20 | 2,5 | 1,25 | ||
| 25...50 | 0,15 | 1,5 | 0,75 | ||
| 50...80 | 0,12 | 1,5 | 0,75 | ||
| 80...120 | 0,10 | 1,0 | 0,50 | ||
| 120...180 | 1,6 | 0,08 | 1,0 | 0,50 | |
| 180...260 | 1,4 | 2,5 | - | - | - |
| 260...360 | 1,2 | 2,0 | - | - | - |
| 360...500 | 1,1 | 1,5 | - | - | - |
Примечание.
Для ступенчатых валов средний диаметр Dср определяют по формуле
 ,
, 
где D1, D2,...Dn - диаметры стержней; l1, l2,...ln - длины ступеней;
L – общая длина вала.
Для стержневых деталей тип рычагов и пластин Dср = Нср определяют по среднему сечению стержня.
Приложение П.3.1
Рекомендуемые варианты обработки
цилиндрических поверхностей
| Вариант обработки | Средние экономически обоснованные параметры обработанной поверхности | ||
| Квалитет | Шероховатость | ||
| Ra, мкм | RZ, Ra, мкм | ||
| 1. Обтачивание однократное | 12...10 | 6,3 | |
| 1. Обтачивание черновое 2. Обтачиваниеполучистовое | 11...10 | 12,5...6,3 | 80...40 |
| 1. Обтачивание черновое 2. Обтачивание получистовое 3. Обтачивание чистовое | 9...7 | 3,2...1,6 | 20...2,5 |
| 1. Обтачивание черновое 2. Обтачивание чистовое 3. Шлифование однократное | 3,2 | ||
| 1. Обтачивание однократное 2. Шлифование однократное | 9...8 | 6,3...3,2 | 40...20 |
| 1. Обтачивание однократное 2. Шлифование предварительное 3. Шлифование чистовое | 7...6 | 1,6...0,80 | 2,5...1,25 |
| 1. Обтачивание черновое 2. Обтачивание чистовое 3. Шлифование предварительное 4. Шлифование чистовое | 0,80 | 1,25 | |
| 1. Обтачивание черновое 2. Обтачивание чистовое 3. Обтачивание тонкое | 1,6...0,80 | 0,4 | |
| 1. Обтачивание черновое 2. Обтачивание чистовое 3. Шлифование предварительное 4. Шлифование чистовое | 6...5 | 0,4...0,10 | 0,63...0,012 |

 , мм
, мм
 , мм
, мм