Разборка начинается с обрезки лобовой части. При этом обмотка извлекается из пазов наиболее экономичным способом при сохранении сердечника. Обрезку одной лобовой части производят на токарных станках или на специальных станках: модели СО-ЗМ используются для машин с высотой оси вращения 50... 100 мм, модели СЦО-2 — для машин с высотой оси вращения 100...280 мм. Применение станков повышает производительность труда по сравнению с методом ручной обрезки. Чтобы избежать при обрезке затяжки провода и образования медной стружки, желательно использовать фрезы или ножевые резцы.
Чтобы извлечь обмотку из пазов, не повредив сердечника, необходимо ослабить сцепление обмотки с последним путем ослабления пазовой изоляции. Это можно осуществить выжигом или размягчением изоляции.
Выжиг используется для машин с чугунными или стальными корпусами. Машины с алюминиевыми корпусами выжигу не подвергают, так как при этом у них изменяются размеры корпуса и ослабевает посадка сердечника. Корпус (статор) устанавливают в печи горизонтально, поскольку при вертикальной установке может произойти смещение сердечника относительно корпуса из-за ослабления прессовки. При выжиге изоляции обмоток роторов, имеющих контактные кольца, последние должны быть демонтированы. Пазовая изоляция при выжиге обугливается и теряет свою механическую прочность. Выжиг производится в печи при температуре 350"С в течение 4...6 ч. Повышать температуру выжига сверх указанной не следует, так как это может привести к нарушению межлистовой изоляции сердечников и ухудшению их магнитных свойств.
Печи оборудуются вытяжной вентиляцией для удаления образующихся при выжиге изоляции вредных газов, которые затем дожигаются или нейтрализуются. Наличие вредных газов является одним из существенных недостатков данного метода. После извлечения из печи статор охлаждают до температуры 5О...6О°С и передают на станок для извлечения обмотки.
Для химического размягчения пазовой изоляции сердечник с обмоткой помещают на 6...8 ч в ванну с 10%-м раствором едкого натрия (каустическая сода), подогретого до температуры 80... 90°С. После извлечения из ванны сцепление обмотки с сердечником резко уменьшается, что позволяет удалить ее без больших механических усилий. После этого сердечник промывают в проточной воде и сушат. Данный метод трудоемок и требует большого расхода воды. Кроме того, необходима нейтрализация получившегося при промывке раствора, который нельзя непосредственно сливать в канализацию.
Метод размягчения пазовой изоляции путем высокочастотного нагрева сердечника является более прогрессивным. При использовании этого метода тепло, выделяющееся в сердечнике, передается пазовой изоляции через разделяющую их лаковую пленку и далее через лак к проводникам обмотки. При интенсивном нагреве температура лака между пазовой изоляцией и сердечником оказывается выше, чем между пазовой изоляцией и проводниками. Поэтому при последующем извлечении обмотки в горячем состоянии она выходит из пазов вместе с пазовой изоляцией (коробочкой), оставляя пазы чистыми, не требующими дополнительной очистки.
На рисунке 17.1.1 показана высокочастотная установка типа ВЧИ-63/0,44, работающая в диапазоне частот 420... 451 кГц. Электрическая мощность установки равна 63 кВт, средняя производительность — 160 статоров в смену. Установка может работать в ручном и автоматическом режимах. Перед началом работы установку настраивают на партию однотипных статоров с равными или близкими внутренними диаметрами и длинами сердечников, в соответствии с которыми выбирают индукторы нужного размера. Воздушный зазор между индуктором и сердечником должен быть минимальным.
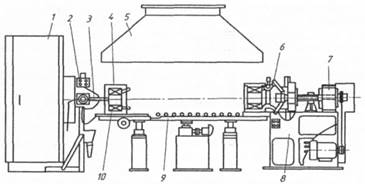
Рисунок. 17.1.1-Схема высокочастотной установки для разогрева и извлечения
обмотки статора:
1 — генератор; 2 — пульт управления; 3 — зажим; 4 — статор; 5 — вытяжной зонт; б — крючки; 7 — пневмоцилиндр; 8 — механизм выдергивания; 9 — рольганг; 10 — индуктор
Последовательность высокочастотного нагрева следующая. Выбранный индуктор 10 устанавливают в зажим 3 и подключают к нему контур водяного охлаждения (температура воды равна 5...30 0С, избыточное давление 0,2...0,05 МПа, жесткость — неболее 8,5 мг на 1 л, удельное электрическое сопротивление не менее 4-105 Ом*м). Если имеющаяся вода не удовлетворяет этим требованиям, необходимо создать замкнутую систему охлаждения дистиллированной водой. После настройки подают охлаждающую воду и убеждаются в правильной работе системы охлаждения (циркуляции воды). Включают напряжение и прогревают установку в течение 30 мин.
На стол устанавливают статор 4 и вводят в него индуктор 10, так чтобы он не касался сердечника. На пульте 2 включают кнопку «нагрев», нагрев сердечника до требуемой температуры происходит за несколько секунд. Нагретый статор перемещается по рольгангу 9 на позицию 8, где извлекается обмотка. Удаление обмотки производится с помощью крючков 6, приводимых в движение пневмоцилиндром 7. Питание установки осуществляется от высокочастотного генератора 7, а для удаления пыли и газов установка снабжена вытяжной вентиляцией с зонтом 5.
Удаление обмотки из пазов сердечника в небольших машинах производят вручную с помощью крючков, которыми захватывают необрезанную лобовую часть обмотки. Из сердечников более крупных машин обмотку извлекают на специальных станках, производительность станка — 180 статоров в смену.
Если при ремонте отсутствуют обмоточные данные, то после извлечения обмотки несколько катушек прикрепляют к статору ипо ним уточняют обмоточные данные — диаметр провода, число элементарных проводников в одном эффективном, длину лобовой части и др.