Определим выборочное среднее значение размера и размаха подгруппы по формулам:
Хсрi=(Х1+Х2+…+Хn)/n; (4.1)
где Х1, Х2… Хn – контролируемые значения размеров деталей принадлежащие i-ой подгруппе;
n – количество, контролируемых размеров деталей в подгруппе
Среднее значение размаха контролируемых значений деталей
принадлежащих i-ой подгруппе определим по формуле:
r=Хmax-Xmin (4.2)
где Хmax и Xmin – наибольшее и наименьшее значение контролируемого размера в i-ой подгруппе.
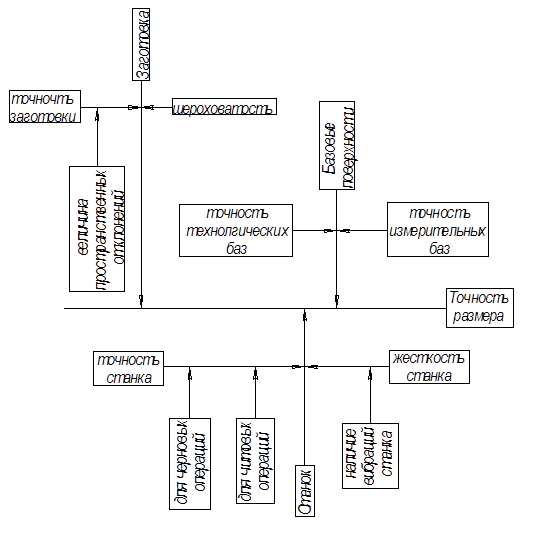
Рис. 3.1 Диаграмма Исикавы
Среднее значение размаха контролируемых размеров деталей для всей выборки определим по формуле:
Rcp=(r1+r2+r3+…rn)/k (4.3)
где r1, r2…rn – количество средних значений размаха принадлежащих всей выборке;
k – количество подгрупп объеме выборки.
Среднее значение контролируемых размеров деталей для всей выборки определим по формуле:
(Х)ср=(Хср1+Хср2+…Хсрn)/k; (4.4)
где Хср1, Хср2…Хсрn – количество средних значений размера принадлежащей всей выборке.
Определим верхнюю и нижнюю контрольные границы подгруппы для контролируемых размеров и размахов по формулам.
Верхняя и нижняя контрольные границы для контролируемых размеров выборки (подгруппы):
ВКГХ=(Хср)+А2Rcp=21,98767+0,577∙0,0052=21,9900004 (4.5)
НКГХ=(Хср)-А2Rcp=21,98767-0,577∙0,0052=21,9846696 (4.6)
Верхняя и нижняя контрольные границы для размахов выборки (подгруппы):
ВКГR=D4Rср=2,114∙0,0052=0,0109928 (4.7)
где А2, D3, D4 – постоянные константы для расчета контрольных границ.
Так как 100 контролируемых значений в выборке, то разбиваем всю выборку значений на 20 подгрупп, и в каждой подгруппе по 5 контролируемых размеров. Тогда для 20 подгрупп, значения констант для расчета контрольных границ принимаем следующие:
n =5; k=20; А2 = 0,577; D4 = 2,114
Результаты сводим в таблицы 4.1
На основании этих значений строим контрольную карту средних значений и карту размаха значений контролируемого размера.
Таблица 4.1
| № подгруппы | Хсрi | r | (Хср)ср | Rср |
| 21,9876 | 0,007 | 21,98767 | 0,0052 | |
| 21,9872 | 0,005 | |||
| 21,9882 | 0,005 | |||
| 21,9866 | 0,002 | |||
| 21,9876 | 0,006 | |||
| 21,9882 | 0,008 | |||
| 21,9872 | 0,003 | |||
| 21,9868 | 0,002 | |||
| 21,9868 | 0,008 | |||
| 21,9884 | 0,006 | |||
| 21,9872 | 0,003 | |||
| 21,9894 | 0,002 | |||
| 21,9876 | 0,005 | |||
| 21,9874 | 0,006 | |||
| 21,9866 | 0,008 | |||
| 21,9876 | 0,007 | |||
| 21,9872 | 0,005 | |||
| 21,9890 | 0,006 | |||
| 21,9872 | 0,003 | |||
| 21,9896 | 0,007 |
Выводы
1. При статистической обработки данных было выявлено, что процесс воспроизводимости можно считать хорошо настроенным и не требующим перенастройку, так как полученное значение индекса воспроизводимости Срк > 1, а также значение индекса воспроизводимости Ср > 1, поэтому технологическая точность обеспечивается
2. Анализ гистограммы подтверждает, что получаемые на данной операции размеры находятся и приближены к середине поля допуска, значит настройка на размер проведена верно, техпроцесс не требует подналадки оборудования детали будут получены без брака. Гистограмму можно отнести к обычному типу.
3. Проанализировав контрольную карту, также можно сделать вывод о том, что технологический процесс является статистически устойчивым, поскольку все средние значения групп лежат в диапазоне, ограниченном линиями ВКГх и НКГх, и ни одна из них не выходит за его пределы.
Литература
1. ГОСТ 2.105-79 «Общие требования к текстовым документам»
2. ГОСТ 2.503-74 «Правила внесения изменений»
3. ГОСТ 2.1102-81 «Стадии разработки и виды документов»
4. ГОСТ 3.1104-81 «Общие требования к формам, бланкам и документам»
5. ГОСТ 3.1105-84 «Правила оформления документов общего назначения»
6. ГОСТ 3.1111-83 «Правила учета, хранения и внесения изменений»
7. ГОСТ 3.1117-81 «Титульный лист. Правила оформления»
8. ГОСТ 3.1201-85 «Система обозначения технологических документов»
9. ГОСТ 14.306-73 «Правила выбора средств технологического оснащения в процессе технического контроля»
Приложение
| Дубл. | ||||||||||||||
| Взамен. | ||||||||||||||
| Подлин. | ||||||||||||||
| Поршень | Лист | |||||||||||||

| ||||||||||||||
| КЭ |