В исследованиях по логистике можно выделить два направления:
1. Предприятие рассматривается как самостоятельная единица и основное внимание уделяется операциям, связанным с входом и выходом материального потока.
2. Внимание уделяется деталям прохождения продукта внутри предприятия.
Организация материальных потоков внутри предприятия должна зависеть от проблемы реализации продукции. В условиях дефицита, когда существует полная уверенность, что продукция будет реализована, большое внимание следует уделять вопросам высокой загрузки оборудования (повышение коэффициента сменности, коэффициентов использования оборудования по времени, мощности, объему работы), увеличению производственных серий, сокращению номенклатуры выпускаемой продукции, увеличению запасов. В этих условиях осуществляется выпуск продукции на склад в соответствии с разработанным на предприятии планом.
В условиях же когда на первый план выходит проблема реализации и непредсказуемости спроса производство на склад заменяется в значительной степени производством на заказ. Становится невыгодным содержание больших запасов и в то же время нельзя упускать возможность выполнения возникающих заказов[1]. Поэтому важное значение имеет быстрая адаптация системы (предприятия) к изменениям окружающей среды, что обеспечивается возможностью ее подсистем (закупка, склады, запасы и др.) быстро менять состав выходного потока.
Управление материальными потоками в рамках внутрипроизводственных логистических систем осуществляется исходя из двух основных подходов.
Первый подход представляет собой систему с “выталкиванием” (Push system) изделия (рис.1).
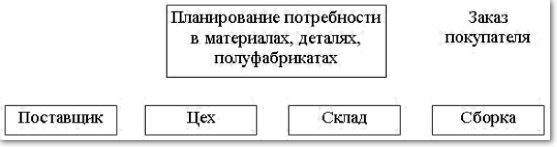
Рис.1 Система с выталкиванием изделия, запущенного в производство
Он предполагает, что изготовление изделий начинается на одном конце производственной линии, проходит через последовательный ряд технологических операций и заканчивается обработкой на другом конце производственной цепочки. Материальный поток “выталкивается” получателю по команде, поступающей на передающее звено из центральной системы управления производством. При этом по завершении обработки на одном участке изделие передается на следующий независимо от того, готов ли этот участок принять изделие на обработку или нет. Каждый участок имеет производственный план. Однако создать “жесткий” технологический процесс, все параметры которого были бы наперед точно рассчитаны, невозможно. Поэтому на предприятиях всегда должен быть определенный производственный запас, который играет роль буфера и увеличивает гибкость системы. Толкающие системы известны под названием “системы MRP”[1].Вышеназванные системы в значительной степени характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с широким использованием ЭВМ, что позволило повысить гибкость этой системы.
Сокращению производственных запасов при одновременном увеличении гибкости производства способствует система поточного производства с “вытягиванием” изделий (Pull system) (рис.2).
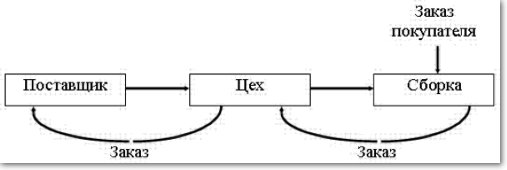
Рис.2 Система с вытягиванием изделия, запущенного в производство
Эта система предполагает получение изделий с предыдущего участка по мере необходимости. Центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. На промышленных предприятиях план имеет только линия окончательной сборки и отсюда информация о необходимости производить необходимые детали поступает на предыдущие участки посредством специальных карточек. План на участках формируется каждый день, что и обеспечивает гибкость системы[1].
К логистическим системам с вытягиванием относят систему КАН-БАН[1].
В этой системе выделяют два вида карточек: карточки отбора;
карточки производственного заказа.
В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки.
В карточке производственного заказа указано количество деталей, которое должно быть изготовлено на предшествующем участке.
В месте складирования детали погружаются в автопогрузчик в количестве, указанном в карточках отбора. При этом с ящиков снимаются прикрепленные к ним карточки заказа, которые информируют о заказе на изготовление новых деталей в строго определенном количестве. План на участках формируется каждый день. Это обеспечивает гибкость системы. Какое-либо перемещение изделий без карточек недопустимо. Обычно система КАН-БАН сочетается с системой контроля качества. Эта система не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок и высокую ответственность персонала, что и ограничивает ее внедрение в различных странах.
Производственный процесс представляет собой общую совокупность всех действий людей и орудий труда, необходимых на данном производстве для изготовления конкретного вида продукции.
Выделяют следующие производственные процессы:
1) основные. Технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции;
2) вспомогательные. Это процессы, обеспечивающие бесперебойное протекание основных производственных процессов, например обеспечение теплом и электроэнергией, ремонт оборудования и т.д.;
3) обслуживающие. Процессы, не создающие какой-либо продукции, связанные с обслуживанием основных и вспомогательных процессов (хранение, транспортировка, уборка и т.д.).
Организация любых производственных процессов должна соответствовать принципам:
1) специализации. Это организация конкретного производственного процесса с применением определенного типа оборудования, технологии, инструмента, технологического оснащения, сырья, материалов, труду работников определенной квалификации. Может быть предметной, технологической или предметно-технологической;
2) универсализации. В противоположность принципу специализации предусматривает на каждом производственном звене изготовление изделий и деталей широкого ассортимента или выполнение различных производственных операций;
3) пропорциональности. Это наличие определенного соотношения между отдельными элементами для соответствия пропускной способности конкретного рабочего места;
4) параллельности. Это принцип рациональной организации производственного процесса, характеризующий степень совмещения (одновременности) операций во времени и в пространстве (последовательное, параллельное и параллельно-последовательное);
5) непрерывности. Данный принцип предполагает минимизацию или полное устранение перерывов в производственном процессе;
6) прямоточности. Обеспечение кратчайшего пути движения изделий между отдельными этапами производственного процесса и в их рамках;
7) ритмичности. Необходимость соблюдения одинаковых промежутков времени на всех этапах технологической цепочки и регулярной повторяемости отдельных операций для обеспечения равномерного выпуска продукции;
8) дифференциации. Разделения производственного процесса между отдельными подразделениями по технологическому, предметному или иному признаку;
9) концентрации. Это сосредоточение выполнения определенных однородных производственных операций на конкретных отдельных участках, рабочих местах, в цехах и производствах логистической системы;
10) стандартизации. Это применение стандартов, технических регламентов либо разработка, установление и применение однообразных условий, обеспечивающих наилучшее протекание производственно-технологического процесса. Общий производственный процесс состоит из ряда производственных, технологических и производственно-технологических процессов. В свою очередь технологические процессы делятся на фазы, операции. Фаза представляет собой определенный комплекс работ, после выполнения которых предмет переходит из одного качественного состояния в другое и завершается определенная часть технологического процесса.
Выделяют следующие виды фаз: заготовительную, обрабатывающую, сборочную. Операция представляет собой выполняемую на одном рабочем месте часть технологического процесса, состоящую из определенных действий над конкретным предметом труда.
Различают следующие виды операций: ручные, машинно-ручные, машинные, автоматизированные.