В качестве режущих инструментов при обработке небольших отверстий используют сверла, зенкеры, развертки, цековки и зенковки. Отверстия средних и больших диаметров получают обычно в исходных заготовках, а затем обрабатывают резцами, расточными пластинами и блоками, зенкерами, развертками и резцовыми головками. Наиболее часто используют резцы, которые просты, относительно недороги, позволяют добиться прямолинейности и правильности положения оси отверстия.
Недостатками при использовании резцов являются:
1. Неуравновешенная радиальная сила резания, изгибающая оправку, и, как следствие, увеличенный износ кондукторных втулок;
2. Меньшая производительность, чем при обработке многолезвийным инструментом.
Выбор состава переходов и инструментов определяется размерами и формой отверстия, требованиями к точности обработки, качеством исходных заготовок и другими конкретными условиями.
Например, в серийном производстве обработка отверстия  в отливке включает черновое зенкерование или растачивание (
в отливке включает черновое зенкерование или растачивание ( ), получистовое растачивание или зенкерование (
), получистовое растачивание или зенкерование ( ), предварительное и чистовое развертывание (
), предварительное и чистовое развертывание ( ,
,  ).
).
Условия работы многолезвийного инструмента
Пусть многолезвийный инструмент направляется шпинделем станка с кондуктором, кроме того, он стремится занять такое положение, при котором его ось совпадала бы с осью ранее полученного отверстия заготовки. Это приводит к уводу оси инструмента, т.е. смещению оси инструмента и обработанного отверстия относительно оси вращения шпинделя. Чем меньше главный угол в плане  (рис. 2.5.), тем больше радиальная составляющая силы резания, тем больше увод.
(рис. 2.5.), тем больше радиальная составляющая силы резания, тем больше увод.
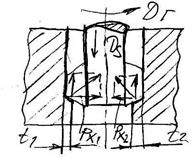
Рис. 2.5. – Схема обработки отверстия многолезвийным инструментом.
При очень малых значениях инструмент может полностью направляться обрабатываемым отверстием. Для использования этого эффекта нужно полностью освободить инструмент от связи. Примером такого освобожденного или «плавающего» инструмента являются ручные развертки, плавающие пластины, качающиеся развертки (рис. 2.6.).

Рис. 2.6. – Схема «плавающего» инструмента.
Припуски, удаляемые плавающим инструментом с диаметрально противоположных участков обрабатываемой поверхности, имеют одинаковую толщину, что облегчает достижение высокой точности диаметральных размеров, круглости и малой шероховатости поверхности отверстий. В то же время «плавающие» инструменты не исправляют координаты, увод и искривление осей отверстия. Эти ошибки устраняют жестко направленные инструменты. Для улучшения условий их работы рекомендуется:
1. Увеличивать главные углы в плане  . Например, у зенкеров и пластин, которые применяют при необходимости врезания со стороны наклонной поверхности, при неравномерном припуске и т.п. угол в плане
. Например, у зенкеров и пластин, которые применяют при необходимости врезания со стороны наклонной поверхности, при неравномерном припуске и т.п. угол в плане  .
.
2. Стремиться к совпадению оси обрабатываемого отверстия с осью шпинделя, поэтому предпочтительно вести обработку в один установ.