| Номер проверки | Схема | Проверка | Допускаемые отклонения, мм | Измерительный инструмент | Примечание и ссылка на пункты ИСО 230/1 | |
| Проверка геометрических параметров (для чистовой обработки) | ||||||
| G1 | 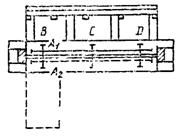
| Плоскостность стола станка: | а) Положения А 1 и A 2: | Прямоугольник и щупы | 5.212.1 | |
| 0,3 при L £3000; | ||||||
| а) в продольном направлении | 0,4 при 3000 < L £ 4000; | |||||
| 0,5 при 4000 < L £ 5000; | ||||||
| 0,6 при L > 5000 | ||||||
| б) в поперечном направлении | L - длина стола | |||||
| б) Положения В, С и Д: 0,2; | ||||||
| G2 | 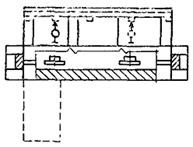
| Параллельность движения каретки продольной направляющей | 0,3 при L £ 3000; | Индикатор | 5.422.2 | |
| 0,4 при 3000 £ L £ 4000; | ||||||
| 0,5 при 4000 £ L £ 5000; | L - длина движения каретки | |||||
| 0,6 при L > 5000 | ||||||
| G3 | 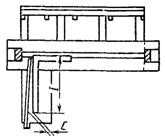
| Проверка перпендикулярности поперечной направляющей к плоскости пилы (контрольный диск устанавливается на месте пилы) | 0,1/1000* | Контрольный диск, прямоугольник и щупы | 5.512.2 | |
| * - расстояние 1 | ||||||
| G4 | 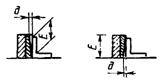
| Проверка перпендикулярности продольной направляющей (или упоров столу станка) | 0,1/100* | Угольник и щупы | 5.512.2 | |
| * - расстояние Е | ||||||
| G5 | 
| Перпендикулярность плоскости пилы столу станка (контрольный диск устанавливается на место пилы) | 0,1/100* | Контрольный диск, угольник и щупы | 5.512.2 | |
| * - расстояние G | ||||||
| G6 | 
| Параллельность плоскости пилы своей направляющей (контрольный диск устанавливается на место пилы) | 0,1 при H = 400 | Контрольный диск, цифровой индикатор | 5.412.2 | |
| G7 | 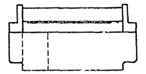
| Прямолинейность нижней стороны прижимной штанги | 0,3 при L £ 3000; | Прямоугольник и щупы | 5.212.1 L - длина нижней стороны прижимной штанги | |
| 0,4 при 3000 < L £ 1000; | ||||||
| 0,5 при 4000 < L £ 5000; | ||||||
| 0,6 при L > 5000 | ||||||
| G8 | 
| Радиальное биение вала пильного диска | 0,02 | Индикатор | 5.612.2 | |
| Радиальное биение вала зачистителя | ||||||
| G9 | 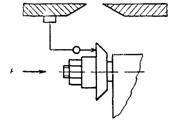
| Торцевое биение фланца для блокировки пильного диска | 0,04 | Индикатор | 5.632 | |
| Фланец закрыт. Прикладывать силу F, как рекомендовано изготовителем, в направлении оси шпинделя | ||||||
| Торцевое биение фланца для блокировки зачистителя | 0,03 | |||||
| G10 | 
| Прямолинейность продольной направляющей или упоров на продольной направляющей | 0,2 при L £ 3000; | Угольник и щупы | 5.212.1 | |
| 0,25 при 3000 < L £ 4000; | ||||||
| 0,3 при 4000 < L £ 5000; | L - длина стола | |||||
| 0,4 при L > 5000 | ||||||
| G11 | 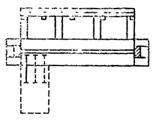
| Выравнивание стола для поперечной распиловки относительно стола станка в горизонтальном направлении | 0,1 | Угольник и щупы | 5.322 | |
| Практические испытания | ||||||
| G12 | 
| Проверка прямолинейности реза | 0,4 при L £ 3000; 0,6 при 3000 < L £ 4000; 0,8 при 4000 < L £ 5000; 1,0 при L > 5000 | Щупы | 4.1 и 4.2 | |
| Две контрольные заготовки (деревянные или плита); | ||||||
| е - в продольном резе; | ||||||
| f = 15 до 20; | ||||||
| d = 500 | ||||||
| Распиловка, отклонение, проверка на соединение. | ||||||
| Повторить проверку, повернув одну часть на 180° | ||||||
| L - длина распиловки | ||||||
| G13 | 
| Параллельность резов | d1; d2 0,2/1000 | Скользящий индикатор | 4.1, 4.2 | |
| Контрольная заготовка как для P 1 | ||||||
| G8 | 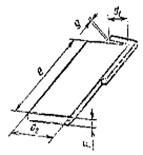
| Перпендикулярность распиловки | g/d 0,2/1000 | Угольник и щупы | 4.1, 4.2 | |
| Контрольная заготовка как для P 1 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР.
РАЗРАБОТЧИКИ
С.М. Хасдан, И.К. Черкасов, Г.Л. Шалимов, В.И. Попова
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.03.91 № 331
Срок первой проверки - 1995 год; периодичность проверки - 5 лет
Стандарт соответствует СТ СЭВ 5546-86 и СТ СЭВ 5649-86
В стандарт введен международный стандарт ИСО 7958-87 в части норм точности
ВЗАМЕН ГОСТ 10270-84 и ГОСТ 24610-81