G70 P(ns) Q(nf) F(f) S(s)
P(ns) = порядковый номер (_ _ _) первой строки УП, определяющей снятие чистового припуска.
Q(nf) = порядковый номер (_ _ _) последней строки УП, определяющей снятие чистового припуска.
F(f) = скорость подачи при чистовой обточке.
S(s) = частота вращения шпинделя /скорость резания при чистовой обточке.
Цикл черновой наружной обточки по коду G71. Пример № 1.

УП обработки деталей, граница снятия припуска с оставлением чистового припуска.
О1003 (G71 EXAMPLES 1);
G50 32000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S200 М4;
X102 Z2;
G71 U3 R1;
G71 Р100 Q200 U0.6 W0.l F0.5 М8;
N100 G0 X40;
G1 Z-30;
Х50;
Х90 W-20;
Z-70;
N200 X101;
GO XI50 Z50 М9;
G28 U0 W0;
М30;
Цикл черновой наружной обточки по коду G71. Пример № 2.

О1004 (G71 EXAMPLES 2);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S200 М4;
X102 Z2;
G71 U5 R1;
G71 Р100 Q200 U0.6 W0.l F0.5 М8;
N100 G0 X34;
G1 Z-15;
Х48;
Х70 W-25;
W-15;
Х80;
Z-65;
N200 X101;
G0 XI50 Z150 М9;
G28 U0 W0;
М30;
Цикл черновой наружной обточки по коду G71. цикл финишной токарной обработки по коду G70 с компенсацией радиуса режущей кромки.
Пример № 3.

Т02 радиус режущей кромки = 0.8 Т02 вектор режущей кромки = 3
О1005 (G7I EXERCISE 3);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S200 М4;
X102 Z2;
G71 U5 R1;
G71 Р100 Q200 U0.6 W0.l F0.5 М8;
N100 G0 X40;
G1 G42 Z0;
Z-20;
Х60 К-2;
Z-50;
G2 Х80 Z-60 R10;
G1 Х100;
N200 G40 X101;
G0 G28 U0 W0 М9;
М1;
G21 G99 G40;
T0202;
G96 S300 М4;
X102 Z2;
G70 Р100 Q200 F0.15 М8;
G0 G28 U0 W0 М9;
М30;
Цикл черновой наружной обточки по коду G71. цикл финишной токарной обработки по коду G70 с компенсацией радиуса режущей кромки.
Пример № 4.
Т02 радиус режущей кромки = 0.8 Т02 вектор режущей кромки = 2
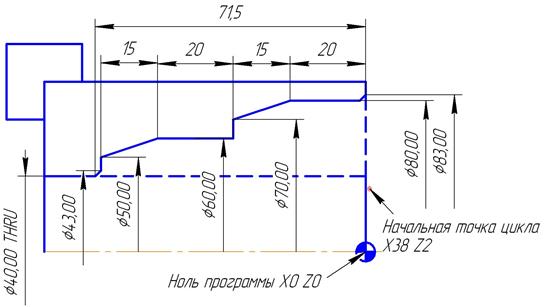
О1006 (G7I EXERCISE 4);
G50 S3000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S220 М4;
X38 Z2;
G71 U2.5 R0.5;
G71 Р100 Q200 U-0.6 W0.l F0.3 М8;
N100 G0 X83;
G1 G41 X83 Z0;
Х80 Z-1.5;
Z-20;
Х70 W-15;
X60;
W-20;
X50 W-15;
X43;
Х40 Z-71.5;
N200 G40 X39 Z-72.5;
G0 G28 U0 W0 М9;
М1;
G21 G99 G40;
T0202;
G96 S300 М4;
X38 Z2;
G70 Р100 Q200 F0.15 М8;
G0 G28 U0 W0 М9;
М30;
Цикл черновой наружной обточки по коду G71, цикл финишной токарной обработки по коду G70 с компенсацией радиуса режущей кромки.
Пример № 5.
Т02 вектор режущей кромки = 3 Т02 радиус режущей кромки = 0.8
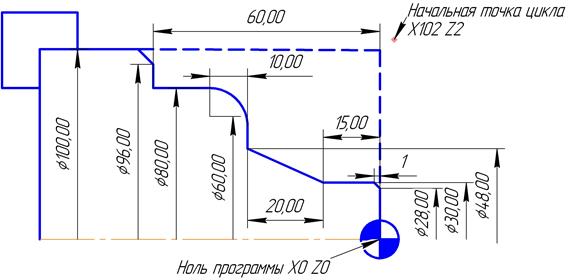
О1007 (G71 EXERCISE 5);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S200 М4;
X102 Z2;
G71 U3 R0.5;
G71 Р100 Q200 U0.6 W0.l F0.3 М8;
N100 G0 X27.5;
G1 G42 X28 Z0;
X30 Z-1;
Z-15;
X48 W-20;
X60;
G3 Х80 W-10 I0 K-10;
G1 Z-60;
X96;
X100 Z-62;
N200 G40 X101.75 Z-63.5;
G0 G28 U0 W0 М9;
М1;
G21 G99 G40;
T0202;
G96 S300 М4;
X102 Z2;
G70 Р100 Q200 F0.15 М8;
G0 G28 U0 W0 М9;
М30;
Цикл черновой наружной обточки по коду G71, цикл финишной токарной обработки по коду G70 с компенсацией радиуса режущей кромки.
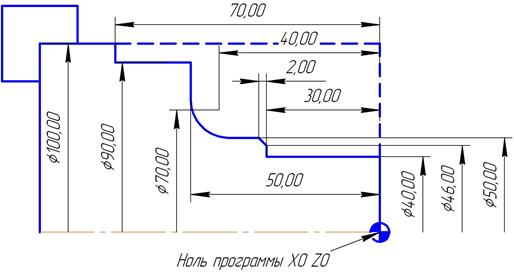
Пример № 6.
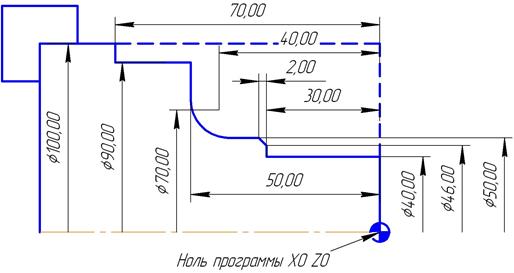
Глубина обработки 3 мм, чистовой припуск по оси X = 0,6, по оси Z = 0.1
Т02 вектор режущей кромки = 3 Т02 радиус режущей кромки = 0.8
Цикл черновой наружной обточки по коду G71, цикл финишной токарной обработки по коду G70 с компенсацией радиуса режущей кромки.
Ответ к задаче № 6.
Т02 вектор режущей кромки = 3 Т02 радиус режущей кромки = 0.8
О1008 (G71 EXERCISE 6);
G50 S3000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S200 М4;
X102 Z2;
G71 U3 R0.5;
G71 Р100 Q200 U0.6 W0.l F0.3 М8;
N100 G0 X40;
G1 G42 Z0;
Z-30;
X46;
X50 W-2;
Z-40;
G2 Х70 Z-50 R10;
G1 X90;
Z-70;
X100;
N200 G40 X101.75;
G0 G28 U0 W0 М9;
М1;
G21 G99 G40;
T0202;
G96 S300 М4;
X102 Z2;
G70 Р100 Q200 F0.15 М8;
G0 G28 U0 W0 М9;
М30;
Цикл черновой наружной обточки по коду G71, программа финишной обработки с компенсацией радиуса режущей кромки. Пример № 7.
Если профиль обработки немонотонный или меняется по форме (включает выемки), циклы по кодам G71, G72 и G73 не могут обеспечить полную обработку профиля. Координаты УП, определяющие профиль черновой обточки, должны быть изменены для предотвращения погружения чернового резца в выемку в ходе предварительного чистового прохода. Для того
чтобы чистовой резец обработал профиль с учетом выемок, требуется программирование отдельных строк УП. В этом случае цикл по коду G70 не используется.
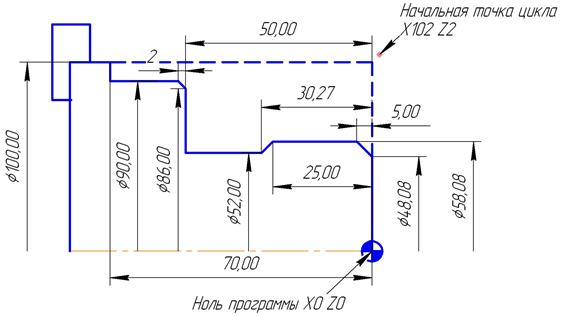
Т02 вектор режущей кромки = 3 Т02 радиус режущей кромки = 0.8
О1009 (G71 EXERCISE 7);
G50 S3000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S220 М4;
X102 Z2;
G71 U3 R0.5;
G71 Р100 Q200 U0.6 W0.l F0.3 М8;
N100 G0 X47.5;
G1 Z0 X48.08;
Z-5 X58.08;
Z-50;
X86;
X90 W-2;
Z-70;
N200 X101;
G0 G28 U0 W0 М9;
М1;
N200 G21 G99 G40;
G0 G28 U0 W0;
Т0202;
G96 S300 М4;
X102 Z2;
X47.5 M8;
G1 G42 X48.08 Z0 F0.15;
X58.08 Z-5;
Z-25;
X52 Z-30.27;
Z-50;
X86;
X90 W-2;
Z-70;
X100;
G40 X101;
G0 X150 Z50 M9;
G28 U0 W0;
M30;