СТАНКИ ВТОРОЙ ГРУППЫ- СВЕРЛИЛЬНЫЕ И РАСТОЧНОЙ
В эту группу входят сверлильные и расточные станки. Используются для обработки сквозных и глухих отверстий. Их объединяет вращение рабочего инструмента с одновременной его подачей. В горизонтально-расточных механизмах подача происходит благодаря перемещению рабочего стола с закрепленной деталью.
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезки дисков из листового материала и т. д. Эти операции производятся сверлами, зенкерами, развертками и другими подобными инструментами. Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций.
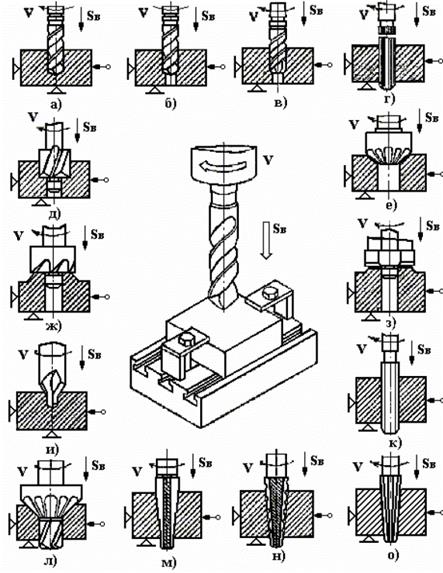
Рис.1. Схемы обработки поверхностей на сверлильных станках:
а-сверление; б-рассверливание; в-зенкерование; г-развертывание; д-цилиндрический зенкер(зенковка); е- конический зенкер(зенковка); ж-цековка; з-пластинчатый резец; и- центровочное сверло; к-метчик; л-комбинированный инструмент; м-конический зенкер; н,о-конические развертки.
Основными формообразующими движениями при операциях являются главное движение (вращательное) и движение подачи шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки, посредством которых устанавливается необходимая частота вращения инструмента и его подача.
Основным параметром вертикально-сверлильных станков является условный диаметр сверления – наибольший диаметр, который может быть просверлен сверлом из быстрорежущей стали в сплошной заготовке из нормализованной стали 45.

Существуют следующие типы универсальных сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки применяются для обработки отверстий малого диаметра. Станки находят широкое применение в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяются преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки, применяемые для сверления отверстий в деталях больших размеров. На радиально-сверлильных станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4.Многошпиндельные сверлильные станки, которые обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются: наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Вертикально-сверлильные станки
Вертикально-сверлильные станки предназначены для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах. Они выпускаются настольного исполнения с условным диаметром сверления 3, 6 и 12мм и напольного - с условным диаметром 18; 25; 32; 35; 50 и 75 мм.
Вертикально-сверлильный станок 2Н118
Характеристика станка:
§ наибольший диаметр сверления 18 мм;
§ конус шпинделя Морзе № 2;
§ наибольшее осевое перемещение шпинделя 150 мм;
§ вылет шпинделя 200 мм;
§ расстояние от конца шпинделя до стола может изменяться в пределах 0—650 мм;
§ частота вращения шпинделя 177—2840 об/мин;
§ количество частот вращения шпинделя —9;
§ подача 0,1—0,56 мм/об;
§ количество подач — 6;
§ мощность электродвигателя главного движения 1,5 квт;
§ частота вращения вала электродвигателя 1420 об/мин;
§ габаритные размеры 870 X 590 X 2080 мм;
§ масса станка 450 кг.
На станине 1 вертикально-сверлильного станка (рис. 1) размещены основные части станка. Станина имеет вертикальные направляющие, по которым перемещаются стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. В нише размещены электрооборудование и противовес. В некоторых станках электрооборудование выносят в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. Стол 9 станка перемещают по направляющим с помощью винтового механизма маховичком 10. Охлаждающая жидкость подается электронасосом по шлангу 8.
Рис. 1 Вертикально-сверлильный станок