ОП.03 Слесарное дело группа № 16
ЗАДАНИЕ: Выполнить ПР согласно порядка выполнения, написанного в работе. Выполнять в тетради по ПР,записать все, что отмечено красным.
Результаты (ответы) в виде файлов в форматеWord и скриншота направлять преподавателю на эл.почту khorunzhina@mail.ua или отправить сообщение на страничку Вконтакте https://vk.com/club194179937
УРОК 1.10.9-2.10.10 ПРАКТИЧЕСКАЯ РАБОТА № 4; № 5
Тема: «Измерение линейных размеров с помощью штангенциркуля»
Цель работы: в процессе выполнения данной лабораторной работы Вы сможете изучить методику выполнения измерений штангенприборами и приобрести первичные навыки работы штангенприборами при измерении линейных размеров деталей.
Характер: репродуктивный
Показателем оценки результатов освоения:
Овладеть правилами отсчета показаний и технологией измерения штангенциркулей
Критерии оценки: 60%-удовл,80%-хорошо,90-100% - отлично
Задачи:
1.Изучить устройство, типы и технические характеристики штангенциркулей.
2.Овладеть правилами отсчета показаний и технологией измерения штангенциркулей.
3.Измерить штангенциркулями заданные параметры детали, рассчитать отклонения формы ее поверхности, определить годность детали.
Применяемые приборы и оборудование:
Штангенциркули.
Измеряемая деталь – цилиндрический ступенчатый вал.
Работа рассчитана на 2 академических часа.
Порядок выполнения:
-изучить теоретические положения (смотрите конспект лекции по данной темеуроков 2.1 12;2.1.13),
-выполнить измерения –изучить примеры выполнения и выполнить задачи 1,2,3,4,определить значения размеров детали
- ответить на контрольные вопросы,
-сделать вывод
Подготовка приборов к измерению
- проверить плавность перемещения рамки по всей длине штанги, т.е. рамка не должна перемещаться по штанге под действием своей массы при вертикальном положении штангенприбора;
- проверить плотность прилегания измерительных губок друг к другу, т.е. между ними не должно быть просвета;
- проверить отсутствие забоин и следов коррозии на измерительных поверхностях прибора.
Проверка нулевого положения
- При сдвинутых измерительных губках для наружных измерений не должно быть просвета и нулевые штрихи нониуса и штанги должны совпадать.
Измерения размеров
При измерении параметров изделия штангенприборами:
- каждый размер в одной и той же точке измерить три раза; за результат измерения принять среднее арифметическое трех отсчетов;
- не должно быть перекосов
-необходимо обеспечить нормальное измерительное усилие, т.е. при перемещении штангенприбора должно ощущаться легкое трение.
Последовательность измерения штангенциркулем
При измерении наружных размеров (рисунок 2):
- деталь установить между губками;
- привести губки в соприкосновение с деталью, обеспечивая нормальную силу измерения;
- проверить правильность положения губок относительно детали;
- зафиксировать рамку стопорным винтом;
-снять прибор с детали.
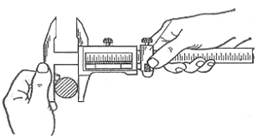
Рисунок 2 – Измерение наружного размера
детали штангенциркулем
| При измерении внутренних размеров (рисунок 3): - ввести губки в отверстие; - довести до соприкосновения с поверхностью детали, обеспечивая нормальную силу измерения; - проверить правильность положения губок относительно детали; - застопорить винт рамки; -снять прибор с детали. |  Рисунок 3 – Измерение внутреннего размера штангенциркулем Рисунок 3 – Измерение внутреннего размера штангенциркулем
|
Если измерение проводилось штангенциркулем типов ШЦ–II или ШЦ–III, то к показаниям шкалы нужно прибавить толщину губок (10 мм), маркированную на них.
Определение годности измеренной детали
Деталь признается годной, если:
- действительные размеры параметров, измеренные во всех положениях, назначенных схемой измерения, не выходят за пределы наибольшего и наименьшего предельных размеров, заданных по чертежу детали;
РЕШЕНИЕ ЗАДАЧ
Примеры решения задач
Задание 1.
Отсчитать показание по шкалам штангенциркуля.
Пример 2. Изобразить шкалу штангенприбора при установке на размер: 129,6 мм.
| 
|
 Задание 2.
Задание 2.

 129 + 0,6 = 129,6 мм
129 + 0,6 = 129,6 мм
Задание 3. Изобразить шкалы штангенприборов при установке на заданные размеры. Установить заданные размеры на штангенциркуле.
| 19,95 | 39,7 | 101,6 | 104,8 | 51,45 | 109,2 | 81,1 | 103,75 | 28,85 | 108,15 |
4. При измерении вала штангенциркулем в трех сечениях и двух направлениях были получены значения, указанные в таблице.
Задание 4. Определить отклонение формы поверхности детали. Выявить вид отклонения (овальность, конусообразность, бочкообразность, седлообразность).и подпишите какой вариант имеет какой вид отклонения
| Вариант |
 Сечение
Сечение
| ||||||
| I-I | II-II | III-III | |||||
| Направление | |||||||
| 1 | 2 | 1 | 2 | 1 | 2 | ||
| 1 | 115,75 | 115,65 | 115,50 | 115,55 | 115,60 | 115,65 | |
| 2 | 72,40 | 72,45 | 72,65 | 72,55 | 72,50 | 72,45 | |
| 3 | 40,50 | 40,50 | 40,55 | 40,60 | 40,75 | 40,65 | |
Контрольные вопросы
1.Укажите виды и типы штангенприборов
2.Укажите назначение штангенциркулей, штангенглубиномера, штангенрейсмаса.
3.Какие общие конструктивные узлы имеют штангенприборы?
4.Объясните устройство штангенциркуля с нониусным отсчетом и электронным, штангенглубиномера, штангенрейсмаса.
5.Что такое предел измерений, длина и цена деления шкалы?
6.Как отсчитываются десятые доли миллиметра по нониусу?
7.Что называется отсчетом по нониусу?
8.Как проверить нулевую установку штангенциркуля?
9.Какова последовательность измерения наружного и внутреннего размера детали штангенциркулем?
10.Можно ли штангенциркулем с отсчетом по нониусу 0,05 мм измерить размер с точностью 0,03; 0,01; 0,1 мм?
11.Расшифровать условное обозначение средств измерений:
1) Штангенглубиномер ШГ–160–0,05 ГОСТ 162-90
2) Штангенциркуль ШЦ-II–160–0,05 ГОСТ 166-89
3) Штангенциркуль ШЦ-III–320-1000–0,1 ГОСТ 166-89.
Сделать выводы по работе _________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________