В качестве припылов используются тонкодисперсные порошки серебристого графита, талька, ликоподия и др.
Графит кристаллический литейный (ГОСТ 5279-74) применяют для покрытия рабочих поверхностей форм и стержней при получении отливок сложной конфигурации с поверхностью повышенного качества; для получения красок, паст и в качестве припылов при получении отливок, не требующих высокого качества поверхности.
Тальк порошкообразный и микротальк (ГОСТ 21234-75, ГОСТ 21235-75, марка ТП) - минерал 3Mg-4SiО2-H2О.
Сажа белая (ГОСТ 13797-84).
Эбонитовая пыль (ТУ38-105323-76).
Ликоподий - порошок из спор растения плауна. Не смачивается водой. В практике применяется искусственный ликоподий КС, представляющий собой мелкоизмельченный мрамор, плакированный стеарином. Припыливание ликоподием рекомендуется проводить из мешочка, нанося его тонким и ровным слоем.
Древесный уголь содержит не более 1,5% золы; влажность не выше 5%, объемная масса 0,3-0,4 г/см3. При просеивании через сито 016 остаток должен быть не более 5%.
Дисульфид молибдена (порошок MoS2), обладающий высокими антифрикционными свойствами. Позволяет использовать модели без уклона. Для удержания его на вертикальных поверхностях моделей рекомендуется выполнять поверхности слегка шероховатыми.
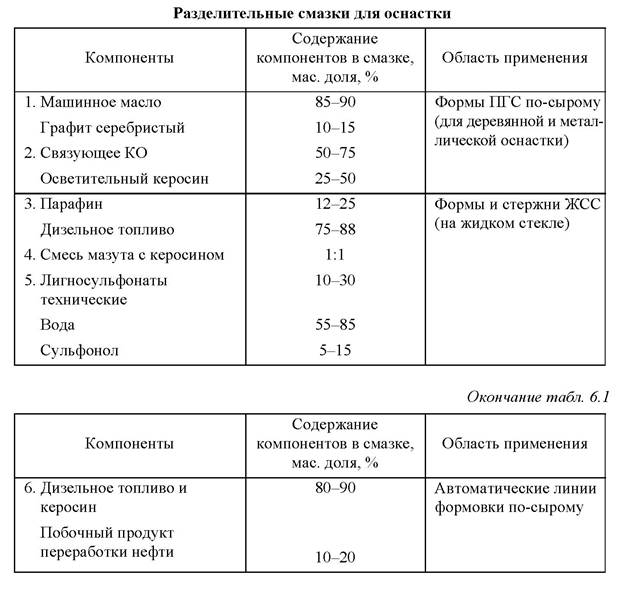
Разделительные смазки уменьшают прилипаемость смеси к оснастке и снижают ее износ. Разовые разделительные покрытия в виде суспензий серебристого графита в углеводородных или нефтяных растворителях обладают высокими антифрикционными свойствами, однако графит загрязняет модельную оснастку, скапливаясь в углублениях и углах моделей, и может служить источником науглероживания отливок и искажения размеров. Лучшие результаты обеспечиваются с помощью смазок, представляющих собой растворы олеиновой кислоты в нефтяных растворителях.
Некоторые составы разделительных смазок для оснастки приведены в табл. 6.1.

Полупостоянные покрытия защищают оснастку (в основном деревянную) от преждевременного износа и одновременно уменьшают прилипаемость смеси к оснастке. Примеры некоторых покрытий приводятся ниже.
1. Нитроцеллюлозная эмаль НЦ 5123. Широко употребляемое покрытие. Его недостаток - невысокая влагостойкость.
2. Нитроцеллюлозная эмаль НЦ 5123+3-т5% битумного лака. Введение битумного лака частично устраняет недостатки, свойственные эмали НЦ 5123.
3. Покрытие состава, мае. ч.: эпоксидная смола ЭД-5100; дибу- тилфтолат 10-15; полиэтилен-полиамин 10-20; химически стойкий лак ХСЛ100. Применяется для металлической и деревянной оснастки при изготовлении стержней из ЖСС на жидком стекле и ферро- хромовом шлаке. Срок службы деревянной оснастки повышается в 2-3 раза. Отпадает необходимость в использовании разовых разделительных смазок.
4. Покрытие состава, мае.доля, %: низкомолекулярный силокса- новый каучук 37-41; бензин “калоша” 39-53; этилеиликат-40 8-18; отвердитель - аминосилан АГМ-9 или кубовые остатки его ректификации АБК-2 1,5-2,5. Износостойкость 30000 съемов. Прочность на истирание до 6 МПа.
Литейные клеи и замазки
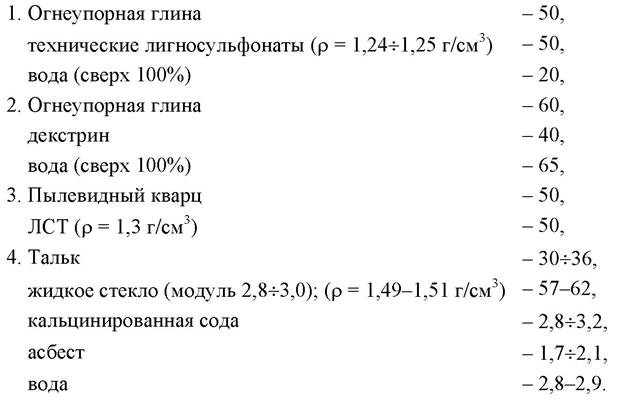
Клеи предназначены для склеивания стержней. Клей должен обладать хорошей кроющей способностью при нанесении на склеиваемые поверхности, обеспечивать требуемую прочность склеивания, обладать минимальной гигроскопичностью. Некоторые составы клея для склеивания стержней приводятся ниже (в мае. долях, %).
Замазки применяются для заделки дефектов на поверхности стержней (швов, трещин, сколов) при их окончательной отделке. Замазки должны иметь хорошую пластичность после подсушки, не должны давать трещин и отслаиваться от стержней. При изготовлении форм и стержней из ХТС для заделки дефектов могут использоваться рабочие составы ХТС с предварительным нанесением на поврежденное место слоя смолы или жидкого стекла с применением крепящих шпилек.
При изготовлении отливок из чугуна и медных сплавов применяют замазку, состоящую из кварцевого песка (средний размер зерна 0063) - 65%, серебристого графита - 25%, глины каолинитовой - 15%. После перемешивания на 1 кг состава добавляют 0,3 л воды; для повышения пластичности иногда добавляют 0,5% мыльного порошка.
При изготовлении стержней для стальных отливок применяют замазку из каолинитовой глины - 40%, пылевидного кварца - 30%, кварцевого песка - 30%. Полученную массу перемешивают с 2% ЛСТ (плотностью 1,3 г/см3) и водой - 13%.
При изготовлении стержней для отливок из алюминиевых сплавов применяют замазку из талька - 63-70%, кварцевого песка (средний размер зерна 01) - 36-38%, декстрина - 1-2%; сверх 100% добавляют ЛСТ - 1-2% (плотностью 1,3 г/см3) и воды - 30-40%. Для магниевых отливок в замазки добавляют 3-6% борной кислоты в качестве защитной присадки.