Сертификация систем качества
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по практической работе студентов
«ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫСБОРКИ ИЗДЕЛИЯ»
Направление подготовки: 220500 «Управление качеством»
Специальность: 220501 «Управление качеством»
очной формы обучения
Тула 2005
Разработал к.т.н., доц. Кашмин О.С.
Рассмотрено на заседании каф. АСС
Протокол №_______ от__________________2006 г.
Зав. каф. д.т.н. проф.
Иноземцев А.Н
1.ч работы копируем полностью в работу.
Цель и задачи работы
Ознакомиться с формой и порядком заполнения спецификаций изделий, изучить правила построения технологических схем сборки и их назначение.
Общая часть
Сборка – завершающий этап производственного процесса в машиностроении, она в значительной мере определяет качество изделий и их выпуск в заданные сроки. Трудоемкость узловой и общей сборки составляет в среднем около 30 % всей трудоемкости изготовления машин. В массовом и крупносерийном производстве эта доля меньше, а в единичном и мелкосерийном, где выполняется большой объем пригоночных работ, трудоемкость сборки достигает 40…50%. В связи с этим правильная организация, всесторонняя технологическая проработка сборочных работ, по части их содержания, структуры, механизации и автоматизации, имеет большое народнохозяйственное значение.
Технологический процесс сборки - процесс, содержащий действия по установке и образование соединений составных частей заготовки или изделия.
Узловая сборка – сборка, объектом которой является составная часть изделия.
Общая сборка – сборка, объектом которой является изделие в целом.
Законченную часть технологического процесса, выполняемую на одном рабочем месте называют технологической операцией. Операция включает все действия оборудования и рабочих над одним или несколькими совместно собираемыми объектами (операционная партия).
Элементами технологических операций являются технологические и вспомогательные переходы, рабочие и вспомогательные ходы, установ, позиция.
Кроме технологических, различают еще вспомогательные операции, к которым относятся транспортирование, контроль, маркировку, смазку и др. работы. Сборку выполняют в определенной технологически и экономически целесообразной последовательности для получения изделий, полностью отвечающих установленным для них требованиям. Увеличение выпуска машин должно обеспечиваться интенсификацией технологических процессов. Поэтому основная задача технолога–машиностроителя заключается в построении высокопроизводительных технологических процессов.
Большую помощь технологам при разработке технологических процессов общей и узловой сборки оказывают технологические схемы сборки. Эти схемы отражают структуру и последовательность сборки изделия и его составных частей. Технологические схемы сборки, не входящие согласно стандартам ЕСТД (Единой Системы Технологической Документации) в комплект технологической документации, рекомендуется составлять непосредственно по чертежам изделия перед разработкой основной технологической документации (технологических карт установленных форм).
Технологические схемы упрощают проектирование процессов сборки и позволяют оценить технологичность конструкции изделия. При построении технологических схем можно выявить допущенные конструктивные неувязки собираемого изделия. Технологические схемы сборки дают возможность четко представить порядок и последовательность выполнения сборочных операций, определяя их содержание и средства механизации. Для построения технологических схем необходимо различать виды изделий, классификация которых установлена ГОСТ 2.101-68 (рис.1), в соответствии с которой различают: детали, сборочные единицы, комплексы и комплекты.
Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии. Определение видов изделий.
Деталь – изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
Сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, пайкой и т.п.).
Комплекс – два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций.
Комплект – два или более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера. Например, комплект запасных частей, комплект инструментов и принадлежностей.
Изделия в зависимости от наличия или отсутствия в них составных частей делятся на:
а) неспецифицированные (детали) – не имеющих составных частей;
б) специфицированные (сборочные единицы, комплексы, комплекты) - состоящие из двух или более составных частей. Понятие "составная часть" следует применять только в отношении конкретного изделия, в состав которого она входит. Составной частью может быть любое изделие (деталь, сборочная единица, комплекс и комплект).

Рис.1 Виды изделий и их структура
Правила построения технологических схем сборки
Сборку изделия (его составной части) начинают с базовой детали, которая первая устанавливается в сборочное приспособление (стенд, панель) и к которой в процессе сборки присоединяются другие детали или сборочные единицы.
Технологический процесс общей и узловой сборок представляется с помощью технологических схем, которые отражают структуру и последовательность сборки изделия и его составных частей.
Примеры технологических схем общей и узловых сборок показаны в приложении.
Единых общепринятых правил построения и оформление схем сборки в отечественной технологии машиностроения нет, в различных источниках могут встречаться не совпадающие рекомендации. Тем не менее можно сформулировать ряд правил, которые следует соблюдать при построении схем и их пользовании, исходящих из общепринятых требованиям наглядности и однозначности представлений.
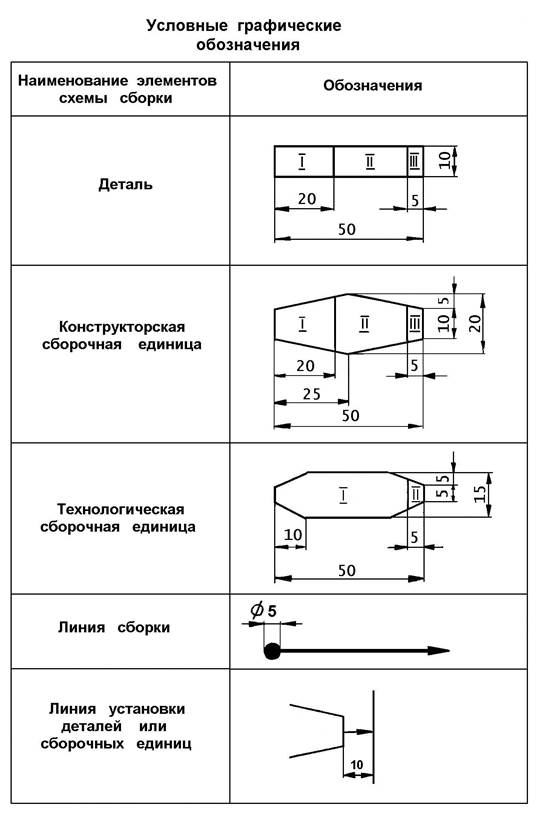
2.1. На схемах каждый элемент изделия (деталь, сборочная единица) имеет свое условное обозначение (таблица). Деталь обозначается прямоугольником, сборочная единица шестиугольником, которые разделены на три зоны:
в зоне 1 проставляются обозначение и позиция детали (сборочной единицы) по чертежу;
в зоне 2 – наименование детали (сборочной единицы) по чертежу;
в зоне 3 – количество одновременно устанавливаемых деталей (сборочных единиц). Указанные в таблице размеры условного обозначения элемента изделия желательно выдерживать, составляя технологическую схему сборки, при выполнении данной лабораторной работы. В общем случае условные элементы изображаются произвольного масштаба, одинакового для данной схемы.
2.2. Процесс общей сборки изображают на схеме сплошной горизонтальной линией. Начало линии сборки обозначается сплошь зачерненным кружком Ш5 мм.
2.3. построение технологической схемы общей сборки начинают с базового элемента изделия, который располагают в левой части схемы, условное обозначение собранного объекта – в правой.
2.4. Процесс узловой сборки изображается линией, которую проводят в направлении от базового элемента к собранному объекту.
2.5. Линия сборки изображается сплошной основной линией по ГОСТ2.303-68.
2.6. Условное изображение сборочных единиц, деталей, а также линии установки, демонтажа, информации выполняется сплошной тонкой линией по ГОСТ 2.303-68.
2.7. Условное обозначение всех деталей непосредственно входящих в изделие располагают сверху в порядке последовательности сборки.
2.8. Условное обозначение всех непосредственно входящих в изделие сборочных единиц располагают снизу.
2.9. При возможности одновременной установки нескольких составных частей изделия на его базовую деталь их соединительные линии на схеме сходятся в одной точке.
2.10. При необходимости технологические схемы сборки снабжают надписями-сносками, поясняющими характер сборочных работ (запрессовку, смазку, проверку зазора, доработку, клепку, выверку и т.п.), когда они не ясны из схемы, и выполняемый при сборке контроль.
2.11. Составляют в первую очередь схему общей сборки, а затем схемы узловой сборки (параллельно), обеспечивая необходимую согласованность и координацию действий на основе схемы общей сборки изделия.
Технологические схемы сборки на одно и тоже изделие можно составить в нескольких вариантах, которые отличаются структурой и последовательностью комплектования сборочных элементов. Принятый вариант фиксируют составленной схемой, которая является одним из технологических документов.
Создавая новые машины, следует предусмотреть их общую сборку из предварительно собранных составных частей (принцип узловой сборки), что обеспечивает преимущества не только при их производстве, но также при обслуживании, эксплуатации и ремонте.
3. ВОПРОСЫДЛЯ КОНТРОЛЯ
3.1. Составные части технологического процесса.
3.2. Классификация изделий и их составных частей по ЕСКД.
3.3. Назначение технологических схем сборки.
3.4. Основные правила составления технологических схем сборки.
4. ЗАДАНИЕ ДЛЯ РАБОТЫ
Получив в качестве объекта работы изделие, оформить его сборочный чертеж и спецификацию, а также построить технологическую схему сборки сборки изделия. Произвести описание принятой схемы сборки.
5. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
5.1. Ознакомиться с инструкцией по безопасному выполнению лабораторных работ.
5.2. Ознакомиться с содержанием лабораторной работы, заданием.
5.3. Получить изделие для выполнения работы и необходимые инструменты.
5.4. Ознакомиться с конструкцией и назначением изделия.
5.5. Оформить сборочный чертеж изделия (вывести позицию на входящие в изделия сборочные единицы и детали).
5.6. Построить технологическую схему сборки.
5.7. Произвести сборку изделия и окончательно откорректировать технологическую схему сборки.
5.8. Составить отчет и сдать его преподавателю.
6. УКАЗАНИЯ ПО ОФОРМЛЕНИЮ ОТЧЕТА
Отчет оформляется на специальных бланках, выданных преподавателем.
Графическая и текстовая часть отчета должна быть выполнена карандашом аккуратно, стандартным шрифтом с использованием чертежных инструментов.
Отчет составляется индивидуально и подписывается каждым студентом.
7. БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 2.101- 68 ЕСКД Виды изделий.
2. ГОСТ 2.108-68 (СТ СЭВ 2516-80). ЕСКД Спецификация.
3. ГОСТ 3.1407-74. ЕСКД Правила оформления документации на слесарные, слесарно-сборочные и электромонтажные работы.
4. Сборка и монтаж изделий машиностроения: Справочник. В 2-х т. /Ред. совет: В.С.Корсаков (пред.) и др. - М.: Машиностроение, 1983.– Т.1. Сборка изделий машиностроения / Под ред. В.С.Корсакова, В.К. Замятина, 1983.- 480 с.