Изучение устройства фрезерного станка с ЧПУ Sinumerik 840D
И его наладка в программе Sinumerik Training.
Методические указания к лабораторным и практическим занятиям
для студентов технических и экономических специальностей.
Хабаровск
УДК 658.012.011.56.012.3
Изучение устройства фрезерного станка с ЧПУ Sinumerik 840D и его наладка в программе Sinumerik Training: Методические указания к лабораторным и практическим занятиям для студентов технических и экономических специальностей / сост. В.М.Давыдов, А.В.Никитенко, Д.С.Евстигнеев. – Хабаровск: Изд-во Тихоокеанского гос. ун-та, 2008. – 24с.
Указания разработаны на кафедре «Технологическая информатика и информационные системы». В методических указаниях изложена методика ознакомления с устройством фрезерного станка, его наладкой и особенностями ЧПУ Sinumerik 840D с помощью программы SIEMENS Sinumerik Training. Указания предназначены для выполнения студентами лабораторных и практических работ.
Печатается в соответствии с решениями кафедры «Технологическая информатика и информационные системы» и методического совета института информационных технологий.
Цель работы: ознакомление с устройством фрезерного станка с ЧПУ, его наладкой и особенностями ЧПУ Sinumerik 840D фирмы Siemens с помощью программы SIEMENS Sinumerik Training.
Задачи:
1. Изучить устройство фрезерного станка, его основные узлы и их предназначение;
2. Произвести наладку виртуального станка: произвести коррекцию инструмента и определить положение нулевой точки детали;
3. Изучить особенности написания, редактирования и запуска управляющей программы на виртуальном станке;
4. Изучить основные геометрические положения, положения теории резания и программирования ЧПУ Sinumerik 840D;
5. Выполнить задания теста.
1. Интерфейс программы.
Программа SIEMENS Sinumerik Training предназначена для ознакомления с устройством фрезерного станка, его наладкой, а так же с особенностями ЧПУ Sinumerik 840D.
1. Запустите программу Sinumerik 840D.
2. Нажмите на кнопку  , расположенную под изображением токарного станка в правом верхнем углу.
, расположенную под изображением токарного станка в правом верхнем углу.
3. Откроется окно (рис. 1), где цифрами обозначены:
1. Главное меню, состоящее из трёх пунктов: «Устройство станка», «Наладка станка» и «Учебник»;
2. Локальное меню;
3. Кнопка вызова справки (действует в первых двух пунктах меню);
4. Информационная панель (подсказки);
5. Главное окно.

Рис. 1. Внешний вид программы
4. При вызове справки (3) открывается подменю в области главного окна (5). Вместо значка  в поле (3) будут следующие кнопки:
в поле (3) будут следующие кнопки:
1.  - кнопки «вперёд / назад»;
- кнопки «вперёд / назад»;
2.  - кнопка возвращения на "домашнюю'' страницу подменю.
- кнопка возвращения на "домашнюю'' страницу подменю.
3.  - кнопка выхода из подменю (не путать с кнопкой выхода из программы
- кнопка выхода из подменю (не путать с кнопкой выхода из программы  ).
).
4.  - кнопка переключения экранной клавиатуры (появляется в других подменю, где используется экранная клавиатура).
- кнопка переключения экранной клавиатуры (появляется в других подменю, где используется экранная клавиатура).
5. При отключённом «Num Lock» для изменения расположения станка в главном окне используются следующие кнопки:
1.  Вперёд (приближает станок);
Вперёд (приближает станок);
2.  Назад (отодвигает станок);
Назад (отодвигает станок);
3.  Поворот по часовой стрелке;
Поворот по часовой стрелке;
4.  Поворот против часовой стрелки;
Поворот против часовой стрелки;
5. «Ctrl» + Влево (сдвигает станок);
6. «Ctrl» + Вправо (сдвигает станок);
7. «Pg Up» Наклонить вперёд;
8. «Pg Dn» Наклонить назад;
9. «Home» Вверх (приподняться над станком);
10. «End» Вниз (обратное действие «Home»).
6. Курсор мыши может выглядеть следующим образом:
1. Стрелка – курсор по умолчанию;
2. Указатель – возможность совершить действие (при нажатии на левую клавишу мыши), как то, нажать кнопку, открыть крышку, повернуть рычаг и т.д.;
3. Указатель с «i» - возможность зайти в «информационное» подменю;
4. «Гаечный ключ» - возможность «демонтировать» компонент станка.
На информационной панели (4) отображается информация о выбранном объекте.
2. Основные геометрические положения
Системы координат
При программировании обработки на станках с ЧПУ начало системы координат названо нулевой точкой детали W. Ее положение лучше выбирать так, чтобы задание размеров в программе обработки осуществлялось как можно проще. Если деталь является симметричной (как в данном примере), то нулевая точка должна находиться в центре детали.
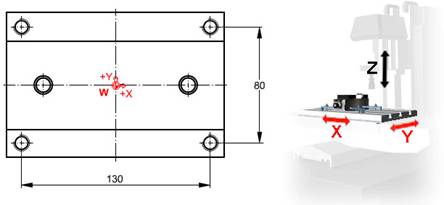
Рис. 2. Система координат детали.
Единица измерения длины – мм.
Для того чтобы задать положение точки на плоскости применяют систему из двух взаимно перпендикулярных пересекающихся линий
Горизонтальная ось называется ось X. Координата X возрастает в направлении "слева-направо".
Вертикальная ось называется ось Y. Значение Y возрастает "снизу-вверх"
При работе в абсолютной системе координат на экран выводится обозначение abs. Начало абсолютных координат всегда совпадает с нулевой точки детали.
Относительные координаты отображаются на дисплее СЧПУ символом inc.
Относительная координата - разность значений между координатами конечной и начальной точек отрезка перемещения при учете направления.
Координаты точки задаются величиной радуис-вектора L (мм) и углом поворота W от положительного направления оси X (°).

Рис. 3. Определение значения угла поворота W.
Примечание: Модальное действие
Положение точки на плоскости определяется двумя координатами - X и Y. Однако, при составлении программ для станков с ЧПУ в некоторых случаях можно указать только одну координату - например, в случае, если инструмент движется параллельно одной из координатных осей. Значение другой координаты остается от предыдущей позиции.
Программирования
3.1 Структура программы
Для обработки детали на станке с ЧПУ необходимо составить программу обработки. Программирование большинства систем ЧПУ базируется на стандартах DIN 66025 или ISO 6983, в которых определены команды и структура программы:
N1 G17 G54 G90
N2 F150 S2500 T1 МЗ
N3 G0 X100 Y15
N4 GO Z1
N5 G1 Z-10
N6 G41
N7 G1 Х65 Y40 F250
N8 G1 Х40
N9 G2 X30 Y50 I0 J10
N10 G1 Y30
N11 G40
N12 G1 Х15 Y90
N13 G0 Z100
N14 МЗО
Здесь Вы можете видеть типичный кадр ЧПУ-программы:
N10 G90 G1 Х90.4 Y60 F400
Кадр программы
ЧПУ-программа состоит из последовательности кадров. Каждый кадр может содержать одну или несколько инструкций для системы ЧПУ.
В состав кадра входят:
N10 G90 G1 Х90.4 Y60 F400
Слово
Кадр программы состоит из одного или нескольких слов Слово программы может служить командой (например, "Перемещаться по прямой линии!")
N10 G90 G1 Х90.4 Y60 F400
Адрес
Слово кадра программы состоит из адреса и числового значения. Каждый адрес имеет определенную функцию. Например, при помощи буквы G образуются слова геометрических команд. Очевидно, что символом X обозначается координата по оси X.
N10 G90 G1 Х90.4 Y60 F400
Числовое значение
С адресом всегда связано числовое значение. Адрес и числовое значение в сочетании образуют команду (G1= подача инструмента по прямой линии) или свободно определяемый параметр (значение координаты X равно 90.4).
N10 G90 G1 Х90.4 Y60 F400
Структура кадра
Существуют определенные правила составления кадров программы. На первом месте стоит номер кадра. За номером кадра обычно следуют слова в следующей последовательности адресов G, F, Т, D, М.
3.2 3аголовок программы
Вы можете уже сейчас выступить в роли программиста и запрограммировать, например, вызов инструмента. И все же, сначала необходимо изучить различные в зависимости от системы ЧПУ программно-технические команды и базовые функции.
Обычными программно-техническими командами в начале программы являются, например, номер программы, имя программы или тип программы. Некоторые из таких команд генерируются системой ЧПУ и не задаются в программе.
Пример:
03 N_FLANSCH_MPF
Номер Имя и Тип программы
MPF - Main Program Format = основная программа
Кроме того, целесообразно задать в начале программы те базовые функции, которые будут действовать в пределах всей программы:
Выбор плоскости G17/G18/G19
Смещение нулевой точки G53/G54/G55
Система координат G90/G91
Единицы измерения G94/G95
Все функции разбиты на группы. Каждая функция группы модальна, то есть активна до тех пор, пока не станет активной другая функция той же самой группы.
Выбор плоскости
При фрезеровании возможна обработка в трех плоскостях. Выбор плоскости обработки программируется при помощи команд G17, G18 и G19. Ось инструмента располагается перпендикулярно к плоскости обработки. Обычно ось инструмента обозначается символом Z. Рабочая плоскость X/Y программируется при помощи G17.
G17 G18 G19
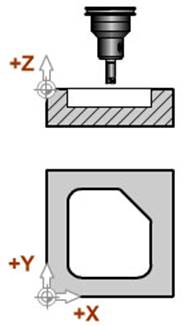


Рис. 4. Выбор плоскости фрезерования
Задание плоскости в программе не требуется, если она является предустановленной в соответствии с типом станка
Смещение нулевой точки
Для того чтобы можно было однозначно определить положение нулевой точки детали W, существуют такие понятия, как "нулевая точка станка" М, положение которой неизменно, и "смещение нулевой точки", задающее положение W относительно М.
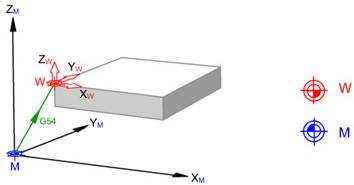
Рис. 5. “Смещение нулевой точки”
Это смещение определяется при наладке станка путем измерения заготовки и заносится в память системы ЧПУ. В зависимости от типа системы ЧПУ количество хранящихся в памяти ЧПУ значений смещений нулевой точки может быть различным. При программировании смещения нулевой точки вызываются командами G54, G55 и т.д. и отключаются, например, при помощи G53.
Смещение нулевой точки
Очень важно правильно определить и внести в память СЧПУ величину смещения нулевой точки и задать ее в программе при помощи специального оператора (например, G54).
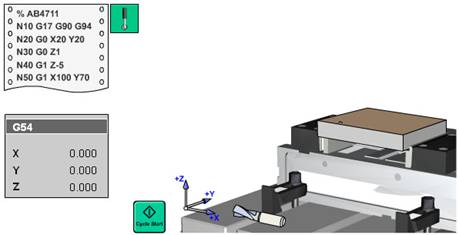
Рис. 6. В программе отсутствует оператор G54.
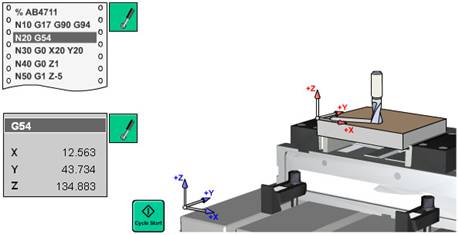
Рис. 7. Оператор G54 внесен в программу.
Правильное значение смещения.
Система координат
Траектория движения инструмента может быть задана в системе координат детали (абсолютные координаты). Кроме того, координаты положения инструмента могут задаваться относительно координат предыдущей позиции инструмента (относительные координаты).
Программирование в абсолютных координатах активируется командой G90 согласно DIN/ISO. Программирование в относительной системе координат активируется командой G91.

Рис. 8. Активно G90
Запомните:
G90 переместиться в координату X/Z
G91 переместиться на расстояние X/Z
Единицы измерения
Наряду с G-функциями, рассмотренными на предыдущих страницах, существуют и другие команды, которые однократно задаются в начале программы и остаются активными в пределах всей программы. К примеру, так обстоит дело с единицами измерения для подачи или скорости подачи.
G94 F - скорость подачи в мм/мин
G95 F - подача в мм/об.
По умолчанию активно G94.
3.3 Адреса F, S, Т, D, М
Адреса F, S, Т, D и М служат для задания значений подачи, частоты и направления вращения шпинделя, смены инструмента.
Здесь Вы видите типичный кадр программы для вызова и смены инструмента:
N10 G17G54G90G94
….
N180 F400 S4000 Т4 D1 МЗ М6
….
F Подача (Feed)
Символом F программируется либо подача (мм/об), либо скорость подачи (мм/мин), в зависимости от того, какой из режимов G95 и G94 активен в данном случае F400 означает, что инструмент будет перемещаться со скоростью 400 мм/мин.
S Частота вращения (Speed)
При помощи адреса S программируется частота вращения шпинделя. Здесь S4000 означает, что инструмент будет вращаться с частотой 4000 1/мин.
Т Номер инструмента
Числовое значение после адреса Т определяет номер инструмента. Номер инструмента идентичен номеру инструментального гнезда магазина инструментов. Номер используется также для задания коррекции инструмента.
D Номер коррекции
Если инструмент имеет несколько режущих кромок, для каждой из которых рассчитана коррекция, то обращение к данным коррекции осуществляется при помощи D-номера
Если D-номер не запрограммирован, то автоматически назначается D=1
М М-функции (Miscellaneous)
При помощи М-функций реализуются различные функции станка, заложенные производителем М-функции стандартизованы лишь частично. Наиболее значимыми из них являются:
МЗ Вращение шпинделя по часовой стрелке
М4 Вращение шпинделя против часовой стрелки
М5 Останов шпинделя
М6 Смена инструмента
М8 Включение подачи СОЖ
М9 Выключение подачи СОЖ
Согласно международному соглашению, адреса F, S, Т и М записываются в кадре программы именно в этой последовательности, причем в одном кадре может находиться несколько М-функций
Часто выбор инструмента и технологические режимы обработки записываются в разных кадрах программы
N120 Т4 М6 Вызов и смена инструмента.
N130 G0X45 Y32 Перемещение с ускоренным ходом.
N140 GO Z2 S4000 M3 М8 Частота и направление вращения, СОЖ
N150 G1 Z-6 F200 Врезание с уменьшенной подачей
N160 G1 Х72 F400 Фрезерование паза с заданной подачей
3.4 Команды перемещения G0, G1, G2, G3
Команды G0 - G3 применяются для задания перемещений инструмента:
G0 движение ускоренного хода
G1 линейная интерполяция
G2 круговая интерполяция по часовой стрелке
G3 круговая интерполяция против часов, стрелки.
Перемещая курсор мыши по строкам с командами перемещения, Вы сможете увидеть схемы их применения
G0 Движение ускоренного хода
Инструмент перемещается в заданную позицию на максимальной скорости. При этом обычно только один из приводов подачи развивает максимальную скорость. Скорость другого привода должна быть согласована со скоростью первого так, чтобы обеспечить прямолинейность перемещения.
Пример кадра программы:
Перемещение инструмента с G0
G0 Х44 Z2


Рис. 9. Пример кадров с G0
G1 Линейная интерполяция.
Инструмент движется в заданную точку по прямой линии с заданной подачей F Подача может быть задана модально в одном из предыдущих кадров программы, либо задаваться в том же кадре, что и G1.
Примеры кадров программы:
Продольное точение с G1 Обработка конуса с G1
G1 Z-40 G1 Х52 Z-46 I I
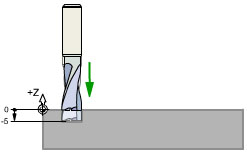

Рис. 10. Пример кадров с G1.
G2 Круговая интерполяция по часовой стрелке
Адреса X и Z относятся к конечной точке.

Рис. 11. Круговая интерполяция по часовой стрелке.
Координаты центра задаются чаще всего относительными координатами.
1 шаг: Задание относительных координат центра дуги отрезками I и К.
2 шаг: Определение длин отрезков I и К.
3 шаг: Определение знаков ("плюс" или "минус") при значениях координат I и К.
G3 Круговая интерполяция против часовой стрелки
Адреса X и Z относятся к конечной точке.
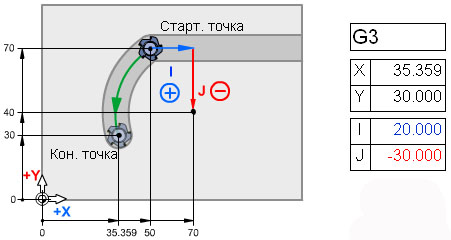
Рис. 12. Круговая интерполяция против часовой стрелки.
1 шаг: Задание относительных координат центра дуги отрезками I и К.
2 шаг: Определение длин отрезков I и К.
3 шаг: Определение знаков ("плюс" или "минус") при значениях координат I и К.
3.5 Коррекция инструмента
G40 = выключение коррекции радиуса инструмента
G41 = включение коррекции радиуса инструмента.
Инструмент слева от обрабатываемого контура.
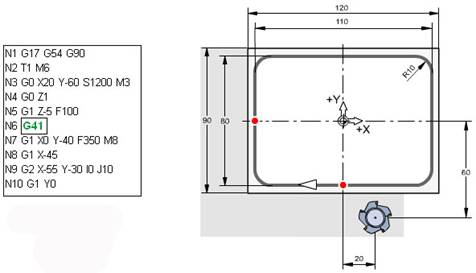

Рис. 13. Использование функции G41.
G42 = включение коррекции радиуса инструмента.
Инструмент справа от обрабатываемого контура

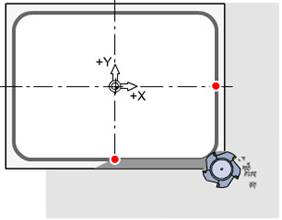
Рис. 14. Использование функции G42.
Длины и радиусы применяемых инструментов хранятся в соответствующих регистрах (ячейках памяти) СЧПУ станка. Каждый инструмент имеет номер. Номер используется при автоматическом определении размеров инструмента

Рис. 15. Пример коррекции инструментов.
3.6 Циклы (Подпрограммы)
Циклы - это подпрограммы, в которых заложена последовательность выполнения стандартных операций обработки.
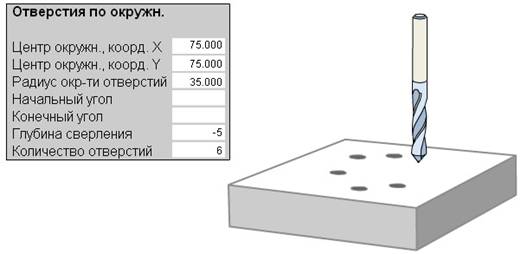
Рис. 16. Пример использования циклов.
В УЧПУ станка заложено множество циклов для различных стандартных операций. Кроме того, можно создать специальный цикл, написав подпрограмму.
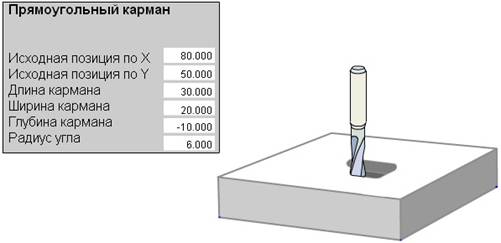
Рис. 17. Фрезерование паза с помощью подпрограммы.
4. ЗАДАНИЕ.
1. Запустите программу Sinumerik 840D, и выберите фрезерный станок.
2. В разделе «Устройство станка» самостоятельно изучите устройство фрезерного станка, проверяя пункты локального меню.
2. Откройте пункт «наладка станка» в главном меню и, следуя подсказкам на информационной панели (4) (Рис. 1) выполните задания в каждом пункте локального меню (не забывайте, что органы управления станка находятся не только на панели управления).
3. В главном меню перейдите на пункт «учебник». Здесь вся информация выведена в главном окне, а информационная панель пустует. В области (6), находящейся в правом нижнем углу главного окна расположены кнопки управления:
1.  Вызов полезной информации;
Вызов полезной информации;
2.  «вперёд / назад»;
«вперёд / назад»;
3.  Выход из подменю.
Выход из подменю.
Самостоятельно изучите пункты «Геометрия», «Теория резания» и «Программирование».
4. В конце локального меню выберите пункт «Тест».
Полезные советы:
1. Перед прохождением теста необходимо включить «Num Lock»;
2. Не забывайте, какая система координат используется;
3. На использование калькулятора (при вычислении координат) не хватит времени;
5. Выполнив все пункты теста проверьте результаты и покажите их преподавателю.
Содержание
Цель работы и задачи 3
1. Интерфейс программы 3
2. Основные геометрические положения 5
3. Программирование 6
3.1 Структура программы 6
3.2 Заголовок программы 7
3.3 Адреса (F, S, Т, D, М) 11
3.4 G-коды (GO, G1, G2, G3) 12
3.5 Коррекция инструмента 14
3.6 Циклы (Подпрограммы) 16
4. Задание 17
Содержание 18
Изучение устройства фрезерного станка с ЧПУ Sinumerik 840D