БИЛЕТ № 1
1.Укажите порядок организация рабочего места и правила безопасности труда при ручной дуговой сварке (наплавке) неплавящимся электродом в защитном газе.
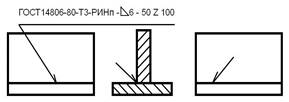
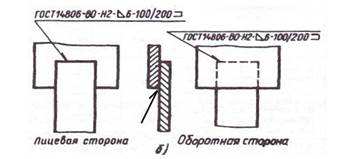
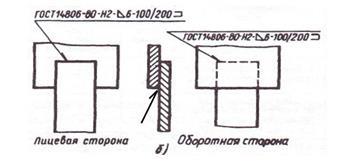
2.Расшифруйте обозначение шва сварного соединения, указанного на чертеже.
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 0,5 мм из стали марки ВСт3сп. Длина сварного соединения С1 составляет 0,5 м.
- Подобрать марку и диаметр электрода.
- Определить количество прихваток, если шаг прихватки 150 мм.
- Подобрать сварочный ток, напряжение и расход защитного газа.
Сварное соединение С1
БИЛЕТ № 2
1.Назовите основные типы, конструктивные элементы и размеры сварных соединений, выполняемые РАД сваркой.
2.Укажите в таблице правильную последовательность включения цикла сварки на установках для аргонодуговой сварки неплавящимся электродом постоянного тока.
А. После возбуждения дуги начинается плавное нарастание рабочего сварочного тока от дежурного до рабочего с заданной скоростью.
Б. С выдержкой времени, необходимой для продувки газовых шлангов, включается источник питания и блок поджига дуги – осциллятор.
В. Включается электрогазовый клапан и начинается подача защитного газа.
Г. Начинается процесс сварки в непрерывном или импульсном режиме.
| А | Б | В | Г |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 2 мм из стали марки ВСт3сп. Длина сварного соединения С2 составляет 300 мм.
Подобрать марку и диаметр электрода;
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
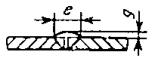
Рисунок – Сварное соединение С2
БИЛЕТ № 3
1. Назовите международные обозначения процесса ручной аргонодуговой сварки неплавящимся электродом.
2.Укажите порядок исправления шва с подрезами.
А. По результатам неразрушающего контроля отметить на стыке место расположения
дефекта.
Б. Выполнить наплавку ремонтного валика в местах подрезов с применением тех же сварочных материалов, что и основной шов.
В. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и методами, указанными в технологической документации.
Г. Зачистить ремонтный шов.
Д. Сошлифовать часть шва в месте подреза.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в горизонтальном положении толщиной 5 мм из стали марки ВСт3сп. Длина сварного соединения С8 составляет 250 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм.
Подобрать сварочный ток, напряжение и расход защитного газа.
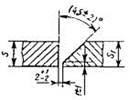

Рисунок – сварное соединение С8
БИЛЕТ № 4
1.Перечислите основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой) неплавящимся электродом в защитном газе.
2.Что обозначают на чертеже знаки - 

 .
.
3.Заполнить карту технологического процесса TIG сварки неповоротного стыка труб диаметром 32 мм толщиной 5 мм из стали марки ВСт3сп. Сварное соединение С17.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить длину сварного шва.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
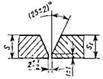

Рисунок – сварное соединение С17
БИЛЕТ № 5
1.На какие классы делятся углеродистые стали в зависимости от содержания углерода?
2.Укажите порядок исправления шва с недостаточной шириной.
А. Сошлифовать часть шва в месте недостаточной ширины.
Б. Выполнить наплавку ремонтного валика в местах недостаточной ширины шва с применением тех же сварочных материалов, что и основной шов.
В. Выполнить неразрушающий контроль ремонтного сварного шва в объеме иметодами, указанными в технологической документации.
Г. Зачистить ремонтный шов.
Д. По результатам неразрушающего контроля отметить на стыке место расположения дефекта.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 4 мм из стали марки ВСт3сп. Длина сварного соединения С17 составляет 600 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
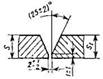

Рисунок – сварное соединение С17
БИЛЕТ № 6
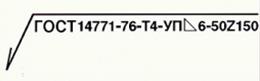
1.Что регламентирует ГОСТ 14771-76?
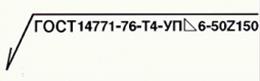
2.Расшифруйте обозначение шва сварного соединения, указанного на чертеже.
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из стали марки 08Х18Н10Т. Длина сварного соединения С8 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

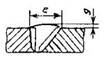
Рисунок – сварное соединение С8
БИЛЕТ № 7
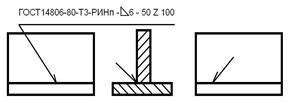
1.Что регламентирует ГОСТ 14806-80?
2.Укажите в таблице правильную последовательность выключения цикла сварки на установках для аргонодуговой сварки неплавящимся электродом.
А. Отключается источник тока.
Б. Начинается плавное спадание рабочего тока – «заварка кратера».
В. Оканчивается цикл «заварки кратера».
Г. С выдержкой времени, обеспечивающей газовую защиту зоны шва, отключается электрогазовый клапан.
| А | Б | В | Г |
3.Заполнить карту технологического процесса TIG сварки пластин в потолочном положении толщиной 5 мм из стали марки 08Х18Н10Т. Длина сварного соединения С17 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
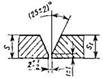
Рисунок – сварное соединение С17
БИЛЕТ № 8
1.Что регламентирует ГОСТ 16037-80?
2.Расшифровать марку стали
| ВСт-3сп |
3.Заполнить карту технологического процесса TIG сварки пластин в горизонтальном положении толщиной 5 мм из стали марки 09Г2С. Длина сварного соединения У4 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.


Сварное соединение У4
БИЛЕТ № 9
1.Комплектация сварочного поста РАД. Присоединение сварочных проводов к источнику питания постоянного тока и свариваемому изделию для сварки на прямой и обратной полярности.
2.Впишите в пустые прямоугольники буквы, соответствующие порядку маркировки стальной сварочной проволоки.
А. Индекс - сварочная проволока.
Б. Диаметр проволоки.
В. Состояние поверхности.
Г. Химический состав проволоки.
Д. ГОСТ на изготовление.
Е. Способ изготовления стали для проволоки.
| 1,2 | Св – | 08 Г2С | О | – Ш | ГОСТ 2246 |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 5 мм из стали марки 09Г2С. Длина сварного соединения У6 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.


Сварное соединение У6
БИЛЕТ № 11
1.Сущность и особенности РАД сварки. Изобразите простейшую схему РАД сварки.
2.Расшифровать марку стали
| 12Х18Н10Т |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из стали марки 12Х18Н10Т. Длина сварного соединения Т3 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.


Сварное соединение Т3
БИЛЕТ № 10
1.Осцилляторы: назначение, устройство, применение.
2.Укажите порядок исправления шва с непроваром в корне.
А. Зачистить ремонтный шов.
Б. Устранить дефекты корневого слоя шва сквозным пропилом.
В. Выполнить заварку места расположения дефекта с применением тех же сварочных материалов, что и основной шов.
Г. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и методами, указанными в технологической документации.
Д. По результатам неразрушающего контроля отметить на стыке место расположения дефекта
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из стали марки 09Г2С. Длина сварного соединения Т1 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

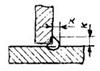
Рисунок – сварное соединение Т1
БИЛЕТ № 12
1.Правила заточки вольфрамовых электродов.
2.Расшифруйте обозначение шва сварного соединения, указанного на чертеже.
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из алюминиевого сплава АМг5. Длина сварного соединения Н1 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм.
Подобрать сварочный ток, напряжение и расход защитного газа.


Сварное соединение Н1
БИЛЕТ № 13
1.Как обозначаются легированные стали.
2.Укажите в таблице правильную последовательность включения цикла сварки на установках для аргонодуговой сварки неплавящимся электродом переменного тока.
А. Включается стабилизатор горения дуги и блок ограничения постоянной
составляющей сварочного тока.
Б. Включается электрогазовый клапан и начинается подача защитного газа.
В. После возбуждения дуги начинается плавное нарастание рабочего сварочного тока
от дежурного до рабочего с заданной скоростью.
Г. С выдержкой времени, необходимой для продувки газовых шлангов, включается
источник питания и блок поджига дуги – осциллятор.
Д. Начинается процесс сварки в непрерывном или импульсном режиме.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 2 мм из алюминиевого сплава АМг5. Длина сварного соединения С2 составляет 200 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
Сварное соединение С2
БИЛЕТ № 14
1.Как обозначаются углеродистые стали.
2.Укажите порядок исправления шва со скоплением газовых пор на части его сечения.
А. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и
методами, указанными в технологической документации.
Б. По результатам неразрушающего контроля отметить на стыке место расположения
дефекта.
В. Выполнить заварку места расположения дефекта с применением тех же сварочных
материалов, что и основной шов.
Г. Зачистить ремонтный шов.
Д. Устранить частичной вышлифовкой дефекты, подлежащие ремонту.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 5 мм из алюминиевого сплава АМг5. Длина сварного соединения У4 составляет 500 мм.
Подобрать марку и диаметр электрода;
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.


Рисунок – сварное соединение У4
БИЛЕТ № 16
1.Укажите порядок организация рабочего места и правила безопасности труда при ручной дуговой сварке (наплавке) неплавящимся электродом в защитном газе.
2.Расшифруйте обозначение шва сварного соединения, указанного на чертеже.
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 0,5 мм из стали марки ВСт3сп. Длина сварного соединения С1 составляет 0,5 м.
- Подобрать марку и диаметр электрода.
- Определить количество прихваток, если шаг прихватки 150 мм.
- Подобрать сварочный ток, напряжение и расход защитного газа.
Сварное соединение С1
БИЛЕТ № 15
Как обозначаются алюминиевые сплавы?
Укажите порядок исправления шва с вольфрамовым включением.
А. Зачистить ремонтный шов.
Б. По результатам неразрушающего контроля отметить на стыке место расположения дефекта.
В. Выполнить заварку места расположения дефекта с применением тех же сварочных материалов, что и основной шов.
Г. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и методами, указанными в технологической документации.
Д. Устранить частичной вышлифовкой дефекты, подлежащие ремонту.
| А | Б | В | Г | Д |
Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из алюминиевого сплава АМг5. Длина сварного соединения Т1 составляет 350 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

Рисунок – сварное соединение Т1
БИЛЕТ № 17
1.Назовите основные типы, конструктивные элементы и размеры сварных соединений, выполняемые РАД сваркой.
2.Укажите в таблице правильную последовательность включения цикла сварки на установках для аргонодуговой сварки неплавящимся электродом постоянного тока.
А. После возбуждения дуги начинается плавное нарастание рабочего сварочного тока от дежурного до рабочего с заданной скоростью.
Б. С выдержкой времени, необходимой для продувки газовых шлангов, включается источник питания и блок поджига дуги – осциллятор.
В. Включается электрогазовый клапан и начинается подача защитного газа.
Г. Начинается процесс сварки в непрерывном или импульсном режиме.
| А | Б | В | Г |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 2 мм из стали марки ВСт3сп. Длина сварного соединения С2 составляет 300 мм.
Подобрать марку и диаметр электрода;
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
Рисунок – Сварное соединение С2
БИЛЕТ № 19
1.Перечислите основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой) неплавящимся электродом в защитном газе.
2.Что обозначают на чертеже знаки - 

 .
.
3.Заполнить карту технологического процесса TIG сварки неповоротного стыка труб диаметром 32 мм толщиной 5 мм из стали марки ВСт3сп. Сварное соединение С17.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить длину сварного шва.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
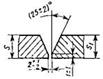

Рисунок – сварное соединение С17
БИЛЕТ № 18
1. Назовите международные обозначения процесса ручной аргонодуговой сварки неплавящимся электродом.
2.Укажите порядок исправления шва с подрезами.
А. По результатам неразрушающего контроля отметить на стыке место расположения
дефекта.
Б. Выполнить наплавку ремонтного валика в местах подрезов с применением тех же сварочных материалов, что и основной шов.
В. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и методами, указанными в технологической документации.
Г. Зачистить ремонтный шов.
Д. Сошлифовать часть шва в месте подреза.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в горизонтальном положении толщиной 5 мм из стали марки ВСт3сп. Длина сварного соединения С8 составляет 250 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм.
Подобрать сварочный ток, напряжение и расход защитного газа.
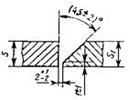
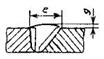
Рисунок – сварное соединение С8
БИЛЕТ № 20
1.На какие классы делятся углеродистые стали в зависимости от содержания углерода?
2.Укажите порядок исправления шва с недостаточной шириной.
А. Сошлифовать часть шва в месте недостаточной ширины.
Б. Выполнить наплавку ремонтного валика в местах недостаточной ширины шва с применением тех же сварочных материалов, что и основной шов.
В. Выполнить неразрушающий контроль ремонтного сварного шва в объеме иметодами, указанными в технологической документации.
Г. Зачистить ремонтный шов.
Д. По результатам неразрушающего контроля отметить на стыке место расположения дефекта.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 4 мм из стали марки ВСт3сп. Длина сварного соединения С17 составляет 600 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
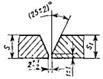

Рисунок – сварное соединение С17
БИЛЕТ № 21
1.Что регламентирует ГОСТ 14771-76?
2.Расшифруйте обозначение шва сварного соединения, указанного на чертеже.
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из стали марки 08Х18Н10Т. Длина сварного соединения С8 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

Рисунок – сварное соединение С8
БИЛЕТ № 22
1.Что регламентирует ГОСТ 14806-80?
2.Укажите в таблице правильную последовательность выключения цикла сварки на установках для аргонодуговой сварки неплавящимся электродом.
А. Отключается источник тока.
Б. Начинается плавное спадание рабочего тока – «заварка кратера».
В. Оканчивается цикл «заварки кратера».
Г. С выдержкой времени, обеспечивающей газовую защиту зоны шва, отключается электрогазовый клапан.
| А | Б | В | Г |
3.Заполнить карту технологического процесса TIG сварки пластин в потолочном положении толщиной 5 мм из стали марки 08Х18Н10Т. Длина сварного соединения С17 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
Рисунок – сварное соединение С17
БИЛЕТ № 23
1.Что регламентирует ГОСТ 16037-80?
2.Расшифровать марку стали
| ВСт-3сп |
3.Заполнить карту технологического процесса TIG сварки пластин в горизонтальном положении толщиной 5 мм из стали марки 09Г2С. Длина сварного соединения У4 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

Сварное соединение У4
БИЛЕТ № 24
1.Комплектация сварочного поста РАД. Присоединение сварочных проводов к источнику питания постоянного тока и свариваемому изделию для сварки на прямой и обратной полярности.
2.Впишите в пустые прямоугольники буквы, соответствующие порядку маркировки стальной сварочной проволоки.
А. Индекс - сварочная проволока.
Б. Диаметр проволоки.
В. Состояние поверхности.
Г. Химический состав проволоки.
Д. ГОСТ на изготовление.
Е. Способ изготовления стали для проволоки.
| 1,2 | Св – | 08 Г2С | О | – Ш | ГОСТ 2246 |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 5 мм из стали марки 09Г2С. Длина сварного соединения У6 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.


Сварное соединение У6
БИЛЕТ № 25
1.Сущность и особенности РАД сварки. Изобразите простейшую схему РАД сварки.
2.Расшифровать марку стали
| 12Х18Н10Т |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из стали марки 12Х18Н10Т. Длина сварного соединения Т3 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.


Сварное соединение Т3
БИЛЕТ № 26
1.Осцилляторы: назначение, устройство, применение.
2.Укажите порядок исправления шва с непроваром в корне.
А. Зачистить ремонтный шов.
Б. Устранить дефекты корневого слоя шва сквозным пропилом.
В. Выполнить заварку места расположения дефекта с применением тех же сварочных материалов, что и основной шов.
Г. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и методами, указанными в технологической документации.
Д. По результатам неразрушающего контроля отметить на стыке место расположения дефекта
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из стали марки 09Г2С. Длина сварного соединения Т1 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

Рисунок – сварное соединение Т1
БИЛЕТ № 27
1.Правила заточки вольфрамовых электродов.
2.Расшифруйте обозначение шва сварного соединения, указанного на чертеже.
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из алюминиевого сплава АМг5. Длина сварного соединения Н1 составляет 300 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм.
Подобрать сварочный ток, напряжение и расход защитного газа.


Сварное соединение Н1
БИЛЕТ № 28
1.Как обозначаются легированные стали.
2.Укажите в таблице правильную последовательность включения цикла сварки на установках для аргонодуговой сварки неплавящимся электродом переменного тока.
А. Включается стабилизатор горения дуги и блок ограничения постоянной
составляющей сварочного тока.
Б. Включается электрогазовый клапан и начинается подача защитного газа.
В. После возбуждения дуги начинается плавное нарастание рабочего сварочного тока
от дежурного до рабочего с заданной скоростью.
Г. С выдержкой времени, необходимой для продувки газовых шлангов, включается
источник питания и блок поджига дуги – осциллятор.
Д. Начинается процесс сварки в непрерывном или импульсном режиме.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 2 мм из алюминиевого сплава АМг5. Длина сварного соединения С2 составляет 200 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.
Сварное соединение С2
БИЛЕТ № 29
1.Как обозначаются углеродистые стали.
2.Укажите порядок исправления шва со скоплением газовых пор на части его сечения.
А. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и
методами, указанными в технологической документации.
Б. По результатам неразрушающего контроля отметить на стыке место расположения
дефекта.
В. Выполнить заварку места расположения дефекта с применением тех же сварочных
материалов, что и основной шов.
Г. Зачистить ремонтный шов.
Д. Устранить частичной вышлифовкой дефекты, подлежащие ремонту.
| А | Б | В | Г | Д |
3.Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 5 мм из алюминиевого сплава АМг5. Длина сварного соединения У4 составляет 500 мм.
Подобрать марку и диаметр электрода;
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

Рисунок – сварное соединение У4
БИЛЕТ № 30
Как обозначаются алюминиевые сплавы?
Укажите порядок исправления шва с вольфрамовым включением.
А. Зачистить ремонтный шов.
Б. По результатам неразрушающего контроля отметить на стыке место расположения дефекта.
В. Выполнить заварку места расположения дефекта с применением тех же сварочных материалов, что и основной шов.
Г. Выполнить неразрушающий контроль ремонтного сварного шва в объеме и методами, указанными в технологической документации.
Д. Устранить частичной вышлифовкой дефекты, подлежащие ремонту.
| А | Б | В | Г | Д |
Заполнить карту технологического процесса TIG сварки пластин в нижнем положении толщиной 3 мм из алюминиевого сплава АМг5. Длина сварного соединения Т1 составляет 350 мм.
Подобрать марку и диаметр электрода.
Подобрать диаметр и марку присадочной проволоки.
Определить количество прихваток, если шаг прихватки 150 мм;
Подобрать сварочный ток, напряжение и расход защитного газа.

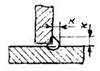
Рисунок – сварное соединение Т1
ПРИЛОЖЕНИЕ 2
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
СВАРНОГО СОЕДИНЕНИЯ
Идентификатор однотипности ____________
Характеристика процесса
| № п/п | Наименование параметров | Интервалы параметров однотипности |
| Нормативный документ | ||
| Основной материал (марка и группа) | ||
| Сварочные материалы (тип и марка) | ||
| Длинна шва | ||
| Толщина | ||
| Тип сварного шва | ||
| Тип сварного соединения | ||
| Вид сварного соединения | ||
| Вид и угол разделки кромок | ||
| Положение при сварке | ||
| Необходимость подогрева | ||
| Необходимость термообработки |
| Конструкция соединения | Конструктивные элементы шва | Порядок сварки |
Метод подготовки и очистки: ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Требования к прихватке:____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________