При сборке горизонтальных стыков труб нет необходимости полностью снимать кромки нижней трубы, достаточно лишь раскрыть ее на угол 10 — 15°, что улучшает процесс сварки без изменения ее качества (рис. 108, а). При сборке неответственных трубопроводов на нижней трубе фаска совсем не снимается (рис. 108,6).
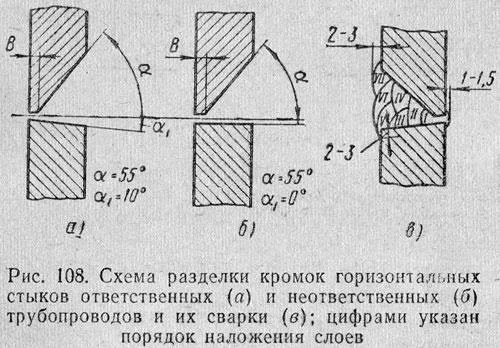
 Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва (рис. 108, в), электродами диаметром 4 мм (при токе 160 — 190 а) при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1 — 1,5 мм. После первого валика (слоя) зачищают его поверхность. Второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварка выполняется в том же направлении, что и сварка первого слоя (валика). Затем ток увеличивают до 250 — 300 а и сваривают третий валик электродами диаметром 5 мм, что повышает производительность сварки. Третий валик накладывают в противоположном направлении, чем сваривался первый шов. Он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва (рис. 108, в), электродами диаметром 4 мм (при токе 160 — 190 а) при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1 — 1,5 мм. После первого валика (слоя) зачищают его поверхность. Второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварка выполняется в том же направлении, что и сварка первого слоя (валика). Затем ток увеличивают до 250 — 300 а и сваривают третий валик электродами диаметром 5 мм, что повышает производительность сварки. Третий валик накладывают в противоположном направлении, чем сваривался первый шов. Он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
При сварке стыка трубы более, чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении, чем предыдущий, Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм — обратно-ступенчатым методом.
Задания.
Ознакомиться с текстом учебного материала,, нарисовать схемы сварки трубопроводов в рабочей тетради, описать схемы.
Обратная связь:
Все задания, выставленные на сайте, по «Технологии ручной электродуговой сварке» отправить на эл. адрес: koshevaya_gi@mail.ru или в группе на стене.
Урок № 23
Тема: Сварка стыков труб.
Цель: Ознакомить с технологией сварки труб.
Изложение материала.
При сварке труб существует ряд особенностей Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
1. Режимы настройки аппарата:
· сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с электродом диаметром 3 мм, сила тока будет (3х35) т.е. 105А. При сварке труб малого диаметра и толщины не более 4мм, больше 150А не потребуется;
· чтобы удержать дугу, необходимо четко соблюдать расстояние между электродом и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
2. Сварка труб малого диаметра (до 10 см):
· изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
· при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
· горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
· детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.

3. Поворотные стыки и сварка труб большого диаметра:
· скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
· при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
4. Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
· вертикальные стыки варятся в два этапа. Стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
· горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
Задания.
Ознакомиться с текстом учебного материала, записать краткий конспект.
Обратная связь:
Все задания, выставленные на сайте, по «Технологии ручной электродуговой сварке» отправить на эл. адрес: koshevaya_gi@mail.ru или в группе на стене.