Под сваркойв машиностроении понимают технологический процесс соединения металла при таком нагреве и/или давлении, в результате которого получается непрерывность структуры соединяемого металла. Все термины сварки описаны в ГОСТ Р ИСО 857-1-2009 «Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения». https://standartgost.ru/g/ГОСТ_Р_ИСО_857-1-2009.
Согласно этому документу сварные соединения можно получать двумя разными процессами (рисунок 10.1).

Рисунок 10.1 – Основные процессы сварки
Сварка плавлением – это технологический процесс сварки, осуществляемый оплавлением сопрягаемых поверхностей без приложения внешней силы, обычно, но не обязательно, добавляется расплавленный присадочный металл. При этом формируется общая сварочная ванна. Процессы сварки плавлением, удобнее всего классифицировать по способу (источнику) нагрева свариваемых деталей. По этому критерию различают сварочные процессы, показанные на рисунке 10.2.

Рисунок 10.2 – Виды сварки плавлением
Рассмотрим подробно процессы сварки плавлением.
Дуговая сварка – сварка плавлением, при которой нагрев осуществляется электрической дугой – одним из видов электрического разряда, возникающего между двумя электродами в атмосфере или в газах. Наиболее распространены следующие разновидности дуговой сварки:
– Ручная дуговая сварка плавящимся покрытым электродом. Эту сварку выполняют сварочными электродами, которые подают в зону сварки вручную и перемещают вдоль заготовки (рисунке 10.3).
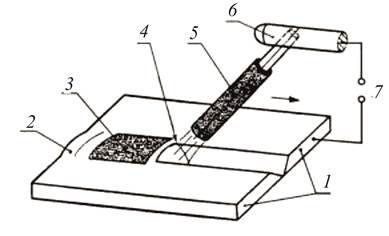
Рисунок 10.3 – Ручная дуговая сварка плавящимся покрытым электродом: 1 - заготовка, 2 - сварной шов, 3 - шлак, 4 - дуга, 5 - покрытый электрод, 6 - держатель, 7 - источник питания
В процессе сварки дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и стекает в сварочную ванну. Вместе со стержнем плавится покрытие электрода, образуя защитную газовую атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Шлак выполняет роль защиты шва от влияния кислорода. Ручная дуговая сварка успешно применяется при изготовлении конструкций и изделий различного назначения, при строительных, ремонтных и восстановительных работах.
– Дуговая сварка неплавящимся электродом – это процесс, при котором соединение выполняется путем расплавления только свариваемого (основного) металла или с применением присадочного металла. При этом сам электрод не плавится. Присадочный металл вводится в сварочную ванну в дополнение к расплавленному основному металлу. Такими процессами сваривают тонколистовой металл; стали всех классов, цветные металлы и их сплавы.
Сварка в защитном газе – это процесс, когда электрод, дуга и сварочная ванна защищены струей защитного газа (инертного или активного – аргон, гелий, углекислый газ, азот). Газ подается в зону сварки через держатель электрода и защищает сварочный шов от влияния кислорода, что не дает окисляться сварочному шву и препятствует процессу кипения сварочной ванны (рис. 10.4).
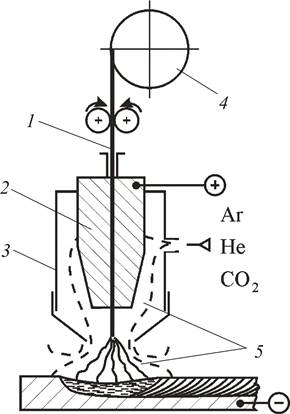
Рисунок 10.4 – Дуговая полуавтоматическая сварка в среде защитного газа: 1 - сварочная проволока (электрод), 2 - держатель, 3 - кожух, 4 - барабан с проволокой, 5 - защитный газ
– Дуговая сварка под флюсом производится с использованием сварочного флюса – материала, используемого для защиты зоны сварки от атмосферного воздуха, обеспечения устойчивости горения дуги, формирования поверхности сварного шва и получения заданных свойств наплавленного материала. Для сварки используют непокрытую электродную проволоку. Схема автоматической дуговой сварки под флюсом представлена на рисунке 10.5. https://youtu.be/i0pFzlbRJ5k
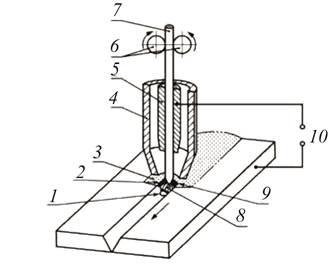
Рисунок 10.5 – Схема дуговой сварки под флюсом: 1 – сварочная ванна, 2 – шлак, 3 – флюс, 4 – трубка подачи флюса, 5 – мундштук, 6 – подающие ролики, 7 – проволока сварочная, 8 – дуга, 9 – сварной шов, 10 – источник питания
Сваривают в защитных средах различные стали, сплавы, цветные металлы. Сварка под флюсом применяется при изготовлении конструкций и изделий ответственного назначения, которые должны работать и в условиях глубокого холода, под действием высоких температур, давлений, агрессивных жидких и газовых сред.
– Электрошлаковая сварка – сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак. При этом металлическая и шлаковая ванна удерживаются охлаждаемыми ползунами, перемещающимися вверх по свариваемым заготовкам по мере выполнения шва (рисунке 10.6).
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления станин и деталей прессов и станков, коленчатых валов судовых дизелей, роторов и валов гидротурбин, котлов высокого давления.
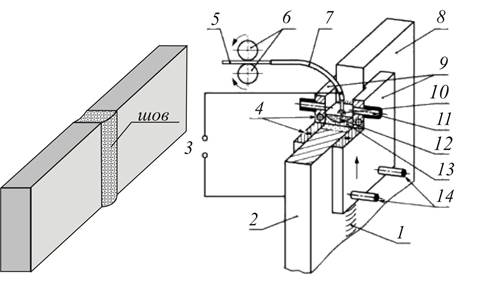
Рисунок 10.6 – Электрошлаковая сварка: 1 – сварной шов, 2 – заготовка, 3 – источник питания, 4 – водяное охлаждение, 5 – проволочный электрод, 6 – подающие ролики, 7 – мундштук, 8 – заготовка, 9 – ползуны, 10 – дуга, 11 – защитный газ, 12 – сварочная ванна, 13 – металл шва, 14 – водяное охлаждение
При электронно-лучевой сварке свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них электронный луч – пучок электронов, движущихся с большой скоростью. При соударении с изделием электроны тормозятся, их кинетическая энергия переходит в тепловую энергию и расплавляет металл. Температура в месте соударения достигает 5000-6000 о С. Перемещая электронный луч вдоль стыка, получают сварной шов.Электронно-лучевой сваркой изготовляют детали из: тугоплавких металлов, химически активных металлов и их сплавов, алюминиевых и титановых сплавов, высоколегированных сталей.
Плазменная сварка – дуговая сварка, при которой нагрев осуществляется дугой, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Защиту можно создавать дополнительным газом. Может добавляться присадочный металл.
Газовая сварка – это сварка плавлением, при которой для нагрева используется теплота горения горючего газа или смеси горючих газов и кислорода (рисунок 10.7). Газовую сварку применяют для сварки: металла малой толщины, легкоплавких цветных металлов и сплавов; металлов и сплавов, требующих постепенного нагрева и охлаждения (инструментальные стали, латуни); для подварки дефектов в чугунных и бронзовых отливках.
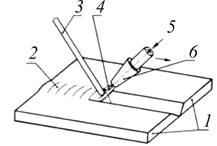
Рисунок 10.7 – Процесс газовой сварки: 1 – заготовка, 2 - сварной шов,
3 – присадочный металл, 4 – газовое пламя, 5 – горючий газ и кислород,
6 – сварочная горелка
Термитная сварка – это сварка заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической реакции смеси оксидов металла и измельченного алюминиевого порошка, в результате чего образуется расплавленный присадочный металл. https://youtu.be/kuydZx-ckTs
Лазерная сварка – это способ сварки плавлением, при которых металл нагревают излучением лазера. https://youtu.be/5wtkOmBs6k8