Число шпинделей 12.
Угол поворота шпинделей 360°.
Смещение шпинделя за двойной ход 14°.
Число двойных ходов рейки в минуту 70.
Высота подъема корпуса шпинделей 27 мм.
Установленная мощность 1,7 кВт.
Габаритные размеры 1840 Х 640 Х 1450 мм.
Масса 845 кг.
Базовой деталью станка (рис. 24) является станина, на которой крепятся стойки, рольганг, а внутри располагается подъемный механизм с электродвигателем мощностью 0,6 кВт для установки головок цилиндров на нужную высоту.
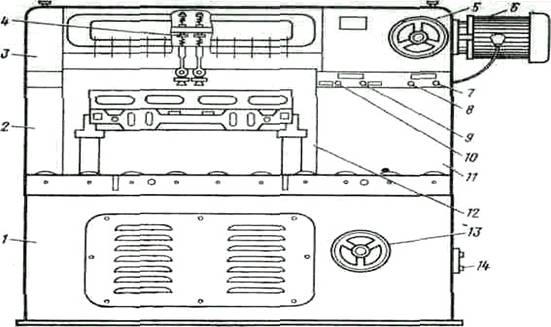
Рис. 11.4. Станок ОПР-1841А.
1 —станина: 2— стойка левая; 3— кожух; 4— блок шпинделей; 5— маховик ручного подъема блока шпинделей; 6— электродвигатель; 7 — кнопка подъема блока «Вверх»: 8— кнопка опускания блока «Вниз»; 9— кнопка «Пуск»; 10— кнопка «Стоп»; 11— Стойка правая; 12— приспособление; 13— маховик ручного подъема головки цилиндров; 14— кнопка выключения станка
На стойках установлены мотор-редуктор мощностью 1,1 кВт и блок шпинделей с гидравлическим механизмом смещения.
Приспособление для установки головки цилиндров закрепляют на площадках подъемного механизма.
Кинематическая схема станка позволяет осуществить: подъем и опускание блока шпинделей вручную, с помощью маховика (шестерня ручного привода корпуса включается перемещением маховика в осевом направлении от себя);
подъем и опускание головки цилиндров вручную и от электродвигателя через
клиноременную передачу;
возвратно-вращательное и возвратно-поступательное движение шпинделей в осевом
направлении от электродвигателя через редуктор и кривошипно-шатунные механизмы.
Для работы на станке необходимо выполнить следующие операции:
1. Установить головку цилиндров на приспособление так, чтобы притираемое седло расположилось под шпинделем станка.
2. Вращением маховика 5 поднять блок шпинделей в верхнее положение.
3. Оттянуть маховик на себя (шестерня ручного подъема отключится из зацепления). Во время работы станка вращение маховика не допускается.
4. Нанести на фаску клапана притирочную пасту, надеть на стержень клапана вспомогательную пружину и установить его в свое седло.
5. Нажать кнопку «Подъемник вверх» и подвести головку клапана к резиновому присосу шпинделя так, чтобы расстояние между тарелкой клапана и седлом было 8—10 мм.
6. Нажать кнопку «Пуск». Притирка началась. Время притирки 1 мин.
7. Нажать кнопку «Стоп».
8. Кратковременным нажатием кнопки «Подъемник вниз» вывести головку цилиндров в исходное положение.
9. Выключить станок.
Машинка для шлифования фаски на седле клапана входит в комплект прибора модели ЦКБ-2447. Машинка состоит из высокочастотного электродвигателя и планетарно шлифовального механизма. Частота вращения шлифовальной головки 7140 мин -1, шпинделя 13 мин -1.
При работе машинка центрируется отверстием шпинделя на неподвижном штоке («пилоте»), который устанавливается в направляющей втулки клапана и вращается вокруг него. При этом шлифовальная головка описывает окружность седла.
1. Снять размеры клапана и занести в таблицу.
2. Снять размеры седла клапана и занести в таблицу.
3. Выводы и заключения.
4. Ответить на контрольные вопросы в тетради.
5. Зарисовать схемы и заполнить таблицы.
Порядок выполнения работы.
1. Подготовить головку к восстановлению седла.
2. Установить на подставку.
3. Проверить состояние направляющей втулки клапана.
4. Снять размеры седла клапана и занести в таблицу.
5. Фрезеровать клапанные гнезда.
6. Изучить схему восстанавливаемых поверхностей (1,2,3).
7. Фрезеровать фаску 45° (поверхность 1).
8. Фрезеровать фаску 15° (поверхность 2).
9. Фрезеровать фаску 75° (поверхность 3).
10. Снять размеры седла клапана и занести в таблицу.
11. Отшлифовать фаску клапана.
12. Снять размеры клапана и занести в таблицу
13 Притереть клапан к седлу (вручную).
14. Обработать результаты.
15. Сформулировать выводы и заключения.
16. Изучить устройство станка для шлифовки фаски клапана.
17. Сделать выводы по всей работе.
18. Ответить на контрольные вопросы в рабочей тетради.
19. Защитить работу у преподавателя.
Контрольные вопросы:
1. Двигатель СМД – 14 устанавливался на какие с/х машины, в чем различие с двигателем СМД – 22, СМД – 62.
2. Для чего важно производить притирку клапана к седлу, на какие процессы в работе влияет этот узел при работе ДВС.
3. Описать технологию притирки, последовательность операционных действий, применяемый инструмент.
4. При наличии в ДВС гидроконпенсаторов актуален ли процесс ремонта ГБЦ с притиркой клапанов, как они (гидроконпенсаторы) влияют на эффективность работы ДВС.
5. Как производят проверку качественно выполненной работы (притирки клапанов).
https://amastercar.ru/automaster/pritirka_klapanov_svoimi_rykami.shtml
https://go.mail.ru/search_video?q=%D0%9F%D1%80%D0%B8%D1%82%D0%B8%D1%80%D0%BA%D0%B0+%D0%BA%D0%BB%D0%B0%D0%BF%D0%B0%D0%BD%D0%BE%D0%B2&fm=1&d=8319954526651641661&sig=13c92e4843&s=youtube